Окончательное формирование маршрута
Разработанная последовательность выполнений операций и сформированная структура операций (конкретные установы, номера позиций и переходов) представлены в виде маршрутной карты обработки детали, которая приведена в таблице в таблице 4.18.
Таблица 4.18 – Маршрутная карта
| МАРШРУТНАЯ КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА | |||
| Наименование детали: «Труба» | |||
| Материал: Круг 65-Б1 ГОСТ 2590-2006 / 38ХМ ГОСТ 4543-2016 | |||
| Вид заготовки: Пруток Ø65x2660 на 31 деталь | |||
| № операции | Наименование и краткое содержание операции | Базы | Тип оборудования |
| 1 | 2 | 3 | 4 |
| 005 | Контрольная | Стеллаж металлопроката | |
| 010 | Отрезная - отрезка заготовки | наружный диаметр прутка | Станок отрезной круглопильный 8Б66 |
Продолжение таблицы 4.18
| 1 | 2 | 3 | 4 | ||
| 015 | Маркировочная | Маркиратор ударный MK3-X90 | |||
| 020 | Контрольная | Плита поверочная 1600х1000 ГОСТ 10905-86 | |||
| 025 | Термообработка -нормализация Гр.2-КТ60 ОСТ 3-1686-90 (выполняется по отдельному типовому технологическому процессу в цехе термообработки) | Комплекс модульный вакуумный термический | |||
| 030 | Контрольная | Твердомер по Бринеллю | |||
| 035 | Программная | Токарный ОЦ HYPERTURN 65 – DuoTurn | |||
| А | I | 1. Подать пруток, вылет 110 мм | наружный диаметр и торец заготовки | ||
| 2. Подрезать 1 | |||||
| 3. Точить 6 | |||||
| 4. Точить 2, 3, 4 | |||||
| II | 5. Сверлить 8 | ||||
| III | 6. Точить 3, 4, 5, 7 | ||||
| IV | 7. Расточить 8, 9 | ||||
| V | 8. Точить 3 | ||||
| VI | 9. Точить 3 | ||||
| VII | 10. Фрезеровать 10, 11 | ||||
| VIII | 11. Фрезеровать 12, 13 | ||||
| IX | 12. Фрезеровать 12, 13, 14 | ||||
| Б | I | 13. Перехватить деталь контр- шпинделем | 3, 4 | ||
| 14. Отрезать 15 | |||||
| II | 15. Точить 16, 17, 18 | ||||
| III | 16. Расточить 20, 21, 22 | ||||
| IV | 17. Точить 17, 18, 19 | ||||
| V | 18. Точить 17 | ||||
| 040 | Моечная | Машина моечная АП- 300 | |||
| 045 | Маркировочная | Принтер этикеток Brady BMP21-PLUS | |||
| 050 | Контрольная | КИМ Global Advantage 09.15.08 | |||
| 055 | Покрытие (выполняется по отдельному типовому технологическому процессу гальванических покрытий) | Комплекс оборудования гальванопокрытия и промасливания | |||
| 060 | Контрольная | Стол контролера | |||
| 065 | Транспортирование | Электрокар | |||
Разработка управляющей программы для оборудования с ПУ
Выполним разработку управляющей программы для станка в операции 035 Программная.
Станок: Токарный обрабатывающий центр HYPERTURN 65 – DuoTurn
Устройство ЧПУ: Sinumerik 840D sl
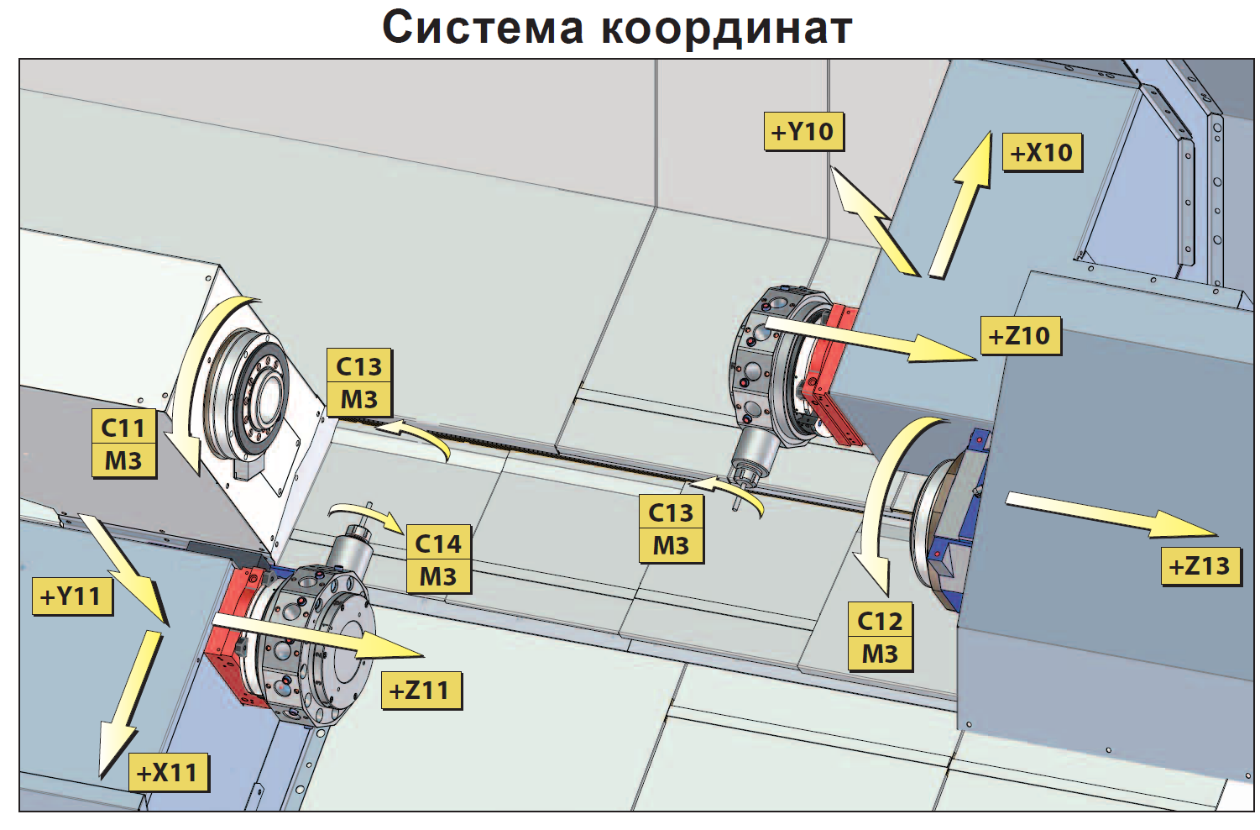
Рисунок 4.4. Система координат ОЦ HYPERTURN 65 – DuoTurn
Разработку управляющей программы выполняем в CAM-системе NX 9.0
Ход выполнения работы:
1. Для выполнения проекта создаем на рабочем столе папку, название записываем латинскими буквами: Truba.
2. Создаем 3D модель детали и сохраняем в созданной папке под именем Truba.prt.
3. Создаем проект обработки под именем Truba_CAM_setup.prt
4. Создаем 3D модель заготовки и сопрягаем с деталью в проекте обработки Truba_CAM_setup.
5. В разделе навигатора операций «Вид геометрии» располагаем системы координат WCS (система координат детали) и MCS (система координат станка), формируем параметры детали, заготовки для главного и контршпинделя.
6. В разделе навигатора операций «Вид инструментов» вызываем из библиотеки нужный станок, добавляем требуемый инструмент в соответствующие ячейки «pocket» револьверных головок.
7. Создаем операции обработки в разделе «Вид программ» навигатора операций по ходу технологического процесса.
8. Внутри каждой операции определяем ограничения, методы обработки, параметры обработки, назначаем режимы резания. Генерируем траектории, далее делаем проверку. Если все параметры нам подходят, то переходим к следующей операции.
9. Постпроцессируем в формате «G – code» и сохраняем полученную управляющую программу.
В структуре сформированной управляющей программы используются следующие основные буквенные обозначения:
· Х, Y, Z – координаты точек по соответствующим осям;
· G – подготовительные функции (выбирают режим работы станка);
· M – вспомогательные функции;
· Т – номер инструмента;
· S – обороты шпинделя;
· F – подача;
· SYCLE – ввод цикла;
· SETMS – специальная функция выбора рабочего шпинделя;
· LOAD – специальная функция при подаче прутка;
· TSI1_HT65 – специальная функция отвода револьверной головки в безопасную точку для смены инструмента;
· TAKEOVER – специальная функция перехвата детали в контршпинделе с синхронизацией вращения при отрезке.
Управляющая программа :
| % N10 ;Job Description: Truba_CAM N20 ;Program Name: Truba_CAM_setup.mpf N30 ;Machine: Hyperturn 65SM2Y N40 ;CNC: Sinumerik 840D SolutionLine N50 ;User Name: a.l.volkov N60 ;Date: 07.11.2020 Time: 17:41:54 N70 PROGRES N80 G54 N90 ;Operation: PODAT_PRUTOK N100 TSI1_HT65 N110 T12 N120 G54 N130 D1 N140 G0 X40.0 Z0.7 N150 LOAD N160 G0 Z10 N170 TSI1_HT65 N180 G54 N190 WORKPIECE(,,,"TRUBA",8640,0.5,-150,-100,65,10) N200 ;Operation: PODREZAT_TOREC_2_MM N210 ;Tool number: C4-DCLNR-27050-12T N220 ;Insert number: CNMG 12 04 08-PR-4325 N230 ;Description: Rezec prohodnoy chernovoy SNP N240 TSI1_HT65 | N250 T1 N260 D1 N270 G18 G54 N280 SETMS(1) N290 LIMS=5000 N300 G96 S202 М3 N310 G90 G0 X110. Y0.0 Z30. D1 N320 Z0.0 N330 X67. N340 M8 N350 G1 X65. F0.35 N360 X-1.8 N370 Z1. F1. N380 G0 Z30. N390 X110. N400 ;Operation: TOCHIT_NARUZH_KONTUR1_PREDV1 N410 LIMS=5000 N420 G96 S202 M3 N430 G0 X110. Y0.0 Z30. D1 N440 X63. N450 Z1. N460 G1 Z0.0 F0.3 N470 Z-82.8 N480 X65. N490 X65.566 Z-82.517 F1. |
| N500 G0 Z1. N510 X61. N520 G1 Z0.0 F0.3 N530 Z-82.8 N540 X63. N550 X63.566 Z-82.517 F1. N560 G0 Z1. N570 X57.667 N580 G1 Z0.0 F0.3 N590 Z-56.44 N600 X58.531 N610 X61. Z-57.674 N610 X61. Z-57.674 N620 X61.566 Z-57.391 F1. N630 G0 Z1. N640 X54.333 N650 G1 Z0.0 F0.3 N660 Z-56.44 N670 X57.667 N680 X58.232 Z-56.157 F1. N690 G0 Z1. N700 X51.14 N710 G1 Z0.0 F0.3 N720 Z-56.327 N730 G2 X51.14 Z-56.44 I0.35 K0.487 N740 G1 X54.333 N750 X54.899 Z-56.157 F1. N760 G0 Z1. N770 X48.931 N780 G1 Z0.0 F0.3 N790 X51. Z-1.034 N800 X51.566 Z-0.751 F1. N810 G0 X110. N820 Z30. N830 M9 N840 TSI1_HT65 N850 ;Operation: SVERLIT_OTV_D29_L82_PREDV N860 ;Tool number: 880-D2900C4-04U N870 ;Insert number: 880-05 03 W05H-P-GM-4024 N880 ;Description: Sverlo D29, L119.31, SNP N890 T2 N900 D1 N910 G97 S1965 М3 N920 G0 X100. Y0.0 Z30. D1 N930 X0.0 N940 G17 G95 F0.133 N950 M8 N960 MCALL CYCLE81(3,0,3,-80„0,0,1,12) N970 X0.0 N980 MCALL N990 X0.0 Y0.0 Z30. N1000 X100. N1010 M9 N1020 TSI1_HT65 N1030 ;Operation: TOCHIT_NARUZH_KONTUR1_PREDV2 N1040 ;Tool number: C4-SVJBR-27050-16 N1050 ;Insert number: VBMT 16 04 04-PM-4325 N1060 ;Description: Rezec konturniy poluchistovoy SNP N1070 T3 N1080 D1 N1090 G18 G54 N1100 SETMS(1) N1110 LIMS=5000 N1120 G90 G0 X110. Y0.0 Z30. D1 N1130 G96 S293 М3 N1140 X46.027 N1150 Z0.707 N1160 M8 | N1170 G1 X47.441 Z0.0 F0.147 N1180 X47.702 Z-0.13 N1190 X50.46 Z-1.242 N1200 Z-54.139 N1210 X49.153 Z-54.463 N1220 Z-54.473 N1230 Z-56.04 N1240 G2 X50.39 Z-56.659 I0.619 K0.0 N1250 G1 X57.176 N1260 X59.623 Z-57.882 N1270 Z-83.019 N1280 X64.913 N1290 X66.913 F1. N1300 G0 X110. N1310 Z30. N1320 M9 N1330 TSI1_HT65 N1340 ;Operation : RASTOCHIT_OTV_D30_F1X45_OKONCH N1350 ;Tool number: E16R-SCLCR 09-R N1360 ; Insert number: CCMT 09 T3 04-PF-4315 N1370 ;Description: Rezec rastochnoy chistovoy SNP N1380 TSI1_HT65 N1390 T4 N1400 D1 N1410 LIMS=5000 N1420 G97 S3777 М3 N1430 G0 X100. Y0.0 Z30. D1 N1440 X33.883 N1450 Z.707 N1460 M8 N1470 G1 X32.469 Z0.0 F0.118 N1480 X30.026 Z-1.221 N1490 Z-65. N1500 X29. N1510 X27. F1. N1520 GO Z30. N1530 X110. N1540 M9 N1550 TSI1_HT65 N1560 ;Operation: TOCHIT_ NARUZH_ D50_OKONCH N1570 ;Tool number: C4-SVJBR-27050-16 N1580 ;Insert number: VBMT 16 04 04-PF-4315 N1590 ;Description: Rezec konturniy chistovoy SNP N1600 T5 N1610 D1 N1620 LIMS=5000 N1630 G96 S361 М3 N1640 G0 X110. Y0.0 Z30. D1 N1650 X50.119 Z3. N1660 M8 N1670 G1 X50.119 Z0.0 F1. N1680 Z-54.5 F0.103 N1690 X54 F1. N1700 G0 Z3. N1710 G1 X49.963 Z0.0 F1. N1720 Z-54.5 F0.078 N1730 X53 F1. N1740 G0 X110. Z30. N1750 M9 N1760 TSI1_HT65 N1770 M5 N1780 ;Operation: FREZEROVAT_USTUP1 N1790 ;Tool number: 490-032C4-08M N1800 ;Insert number: 490R-08T308M-PM-1030 N1810 ;Description: Freza koncevaja D32, Lp45, Z4, SNP N1820 TSI1_HT65 N1830 T6 N1840 D1 |
| N1850 G17 N1860 G54 N1870 SETMS(3) N1880 SPOS[1]=0.0 N1890 G0 C1=240.399 N1900 X101.21 Y0.0 Z10.5 N1910 TMCON N1920 G90 G0 X-24.997 Y-44. Z10.5 D1 N1930 G97 S3=1542 M3=4 N1940 Z-2.764 N1950 M8 N1960 G1 G94 Y-41. F617. N1970 Y33. F617. N1980 G2 X-16.997 Y41. I8. J0.0 N1990 G1 X-13.7 N2000 G2 X-6.5 Y33.8 I0.0 J-7.2 N2010 G1 Y-41. N2020 Y-44. N2030 G0 X-24.997 Z-5.528 N2040 G1 Y-41. F617. N2050 Y33. F617. N2060 G2 X-16.997 Y41. I8. J0.0 N2070 G1 X-13.7 N2080 G2 X-6.5 Y33.8 I0.0 J-7.2 N2090 G1 Y-41. N2100 Y-44. N2110 G0 X-24.997 Z-8.292 N2120 G1 Y-41. F617. N2130 Y33. F617. N2140 G2 X-16.997 Y41. I8. J0.0 N2150 G1 X-13.7 N2160 G2 X-6.5 Y33.8 I0.0 J-7.2 N2170 G1 Y-41. N2180 Y-44. N2190 G0 X-24.997 Z-11.056 N2200 G1 Y-41. F617. N2210 Y33. F617. N2220 G2 X-16.997 Y41. I8. J0.0 N2230 G1 X-13.7 N2240 G2 X-6.5 Y33.8 I0.0 J-7.2 N2250 G1 Y-41. N2260 Y-44. N2270 G0 X-24.997 Z-13.82 N2280 G1 Y-41. F617. N2290 Y33. F617. N2300 G2 X-16.997 Y41. 18. J0.0 N2310 G1 X-13.7 N2320 G2 X-6.5 Y33.8 I0.0 J-7.2 N2330 G1 Y-41. N2340 Y-44. N2350 G0 X-24.997 Z-16.584 N2360 G1 Y-41. F617. N2370 Y33. F617. N2380 G2 X-16.997 Y41. I8. J0.0 N2390 G1 X-13.7 N2400 G2 X-6.5 Y33.8 I0.0 J-7.2 N2410 G1 Y-41. N2420 Y-44. N2430 G0 X-24.997 Z-19.348 N2440 G1 Y-41. F617. N2450 Y33. F617. N2460 G2 X-16.997 Y41.I8. J0.0 N2470 G1 X-13.7 N2480 G2 X-6.5 Y33.8 I0.0 J-7.2 N2490 G1 Y-41. N2500 Y-44. N2510 G0 X-24.997 Z-22.112 N2520 G1 Y-41. F617. | N2530 Y33. F617. N2540 G2 X-16.997 Y41. I8. J0.0 N2550 G1 X-13.7 N2560 G2 X-6.5 Y33.8 I0.0 J-7.2 N2570 G1 Y-41. N2580 Y-44. N2590 G0 X-24.997 Z-24.876 N2600 G1 Y-41. F617. N2610 Y33. F617. N2620 G2 X-16.997 Y41. I8. J0.0 N2630 G1 X-13.7 N2640 G2 X-6.5 Y33.8 10.0 J-7.2 N2650 G1 Y-41. N2660 Y-44. N2670 G0 X-24.997 Z-27.64 N2680 G1 Y-41. F617. N2690 Y33. F617. N2700 G2 X-16.997 Y41. I8. J0.0 N2710 G1 X-13.7 N2720 G2 X-6.5 Y33.8 I0.0 J-7.2 N2730 G1 Y-41. N2740 Y-44. N2750 X-9.5 N2760 G0 Z10.5 N2770 TMCOFF N2780 M9 N2790 TSI1_HT65 N2800 M3=5 N2810 ;Operation: FREZEROVAT_USTUP2_PREDV N2820 ;Tool number: GH 100 U 5506 16,000 N2830 ;Description: Freza koncevaja D16, Lp26, Z3, tv-splav N2840 T7 N2850 D1 N2860 G17 G54 N2870 SPOS[1]=0.0 N2880 G0 C1-0.0 N2890 G19 G0 X55. Y-22.7 Z12.8 D1 N2900 S3=1532 M3=3 N2910 X9. N2920 M8 N2930 G42 G1 G94 Y-12.7 F248. N2940 Z4.8 N2950 Z0.0 N2960 Z-12.3 F248. N2970 G2 Y-20.7 Z-20.3 J-8. K0.0 N2980 G1 Y-22.913 N2990 Y-27.713 N3000 Y-35.713 N3010 G40 N3020 Z-10.3 N3030 G0 X55. N3040 Y-19.5 Z12.8 N3050 X9. N3060 G42 G1 Y-9.5 F248. N3070 Z4.8 N3080 Z0.0 N3090 Z-15.5 F248. N3100 G2 Y-17.5 Z-23.5 J-8. K0.0 N3110 G1 Y-22.913 N3120 Y-27.713 N3130 Y-35.713 N3140 G40 N3150 Z-13.5 N3160 G0 X55. N3170 Y-16.3 Z12.8 N3180 X9. N3190 G42 G1 Y-6.3 F248. N3200 Z4.8 |
| N3210 Z0.0 N3220 Z-1. F248. N3230 Z-18.7 N3240 G2 Y-14.3 Z-26.7 J-8. K0.0 N3250 G1 Y-22.913 N3260 Y-27.713 N3270 Y-35.713 N3280 G40 N3290 Z-16.7 N3300 G0 X55. N3310 M3=5 N3320 ;Operation: FREZEROVAT_USTUP3_PREDV N3330 G17 N3340 SPOS[1]=0.0 N3350 G0 C1=0.0 N3360 G19 G0 X55. Y22.7 Z12.8 D1 N3370 S3=1532 M3=3 N3380 X9. N3390 G41 G1 G94 Y12.7 F248. N3400 Z4.8 N3410 Z0.0 N3420 Z-12.3 F248. N3430 G3 Y20.7 Z-20.3 J8. K0.0 N3440 G1 Y22.913 N3450 Y27.713 N3460 Y35.713 N3470 G40 N3480 Z-10.3 N3490 G0 X55. N3500 Y19.5 Z12.8 N3510 X9. N3520 G41 G1 Y9.5 F248. N3530 Z4.8 N3540 Z0.0 N3550 Z-15.5 F248. N3560 G3 Y17.5 Z-23.5 J8. K0.0 N3570 G1 Y22.913 N3580 Y27.713 N3590 Y35.713 N3600 G40 N3610 Z-13.5 N3620 G0 X55. N3630 Y16.3 Z12.8 N3640 X9. N3650 G41 G1 Y6.3 F248. N3660 Z4.8 N3670 Z0.0 N3680 Z-l. F248. N3690 Z-18.7 N3700 G3 Y14.3 Z-26.7 J8. K0.0 N3710 G1 Y22.913 N3720 Y27.713 N3730 Y35.713 N3740 G40 N3750 Z-16.7 N3760 G0 X55. N3770 M9 N3780 TSI1_HT65 N3790 M3=5 N3800 ;Operation: FREZEROVAT_USTUP2_OKONCH N3810 ;Tool number: MC122-06.0A4XK-WJ30TF N3820 ;Description: Freza koncevaja D6, Lp35, Z4, tv-splav N3830 TSI1_HT65 N3840 T8 N3850 D1 N3860 G17 G54 N3870 SETMS(3) N3880 SPOS[1]=0.0 | N3890 G0 C1=0.0 N3900 G19 G90 G0 X55. Y-13.422 Z5. D1 N3910 G97 S3=4244 M3=3 N3920 X9. N3930 M8 N3940 G42 G1 G94 Y-6. Z-24. F509. N3950 G2 Y-9. Z-27 J-3. K0.0 F407 N3960 G1 Y-25. Z-27. F509. N3970 G40 Y-30. Z-24 N3980 G0 X55. Y-60. Z30. N3990 M9 N4000 TSI1_HT65 N4010 M3=5 N4020 ;Operation: FREZEROVAT_USTUP3_OKONCH N4030 G17 N4040 SPOS[1]=0.0 N4050 G0 C1=0.0 N4060 G19 G0 X55. Y30. Z-24. D1 N4070 G97 S3=4244 M3=3 N4080 X9. N4090 M8 N4100 G42 G1 G94 Y9. Z-27. F509. N4110 G2 Y6. Z-24. J0.0 K3. F407 N4120 G1 Y6. Z0.0 F509. N4130 G40 N4140 Y9. Z5. N4150 G0 X55. Y-60. Z30. N4160 M9 N4170 TSI1_HT65 N4180 M3=5 N4190 ;Operation: OTREZAT_DETAL N4200 ;Tool number: 151.2-21-40 N4210 ;Insert number: N151.2-400-5E-1125 N4220 ;Description: Rezec otreznoy B4, Lotr35, SNP N4230 T9 N4240 D1 N4250 G18 G54 N4260 SETMS(l) N4270 LIMS=5000 N4280 G0 X150. Y0.0 Z-77.63 D1 N4290 TAKEOVER("PC_02_282",370,2000,324,0,0) N4300 M9 N4310 TSI1_HT65 N4320 M5 N4330 ;Operation: TOCHIT_NARUZH_KONTUR2_PREDV1 N4340 ;Tool number: C4-DCLNR-27050-12T N4350 ;Insert number: CNMG 12 04 08-PR-4325 N4360 ;Description: Rezec prohodnoy chernovoy SNP N4370 TSI1_HT65 N4380 T13 N4390 D2 N4400 G18 G55 N4410 SETMS(2) N4420 LIMS=5000 N4430 G96 S202 M4 N4440 G90 G0 X110. Z-54. D2 N4450 X54.27 N4460 Z-24. N4470 M8 N4480 G1 Z-5.37 F0.3 N4490 X61.41 N4500 Z-6. F1. N4510 G0 Z-24. N4520 X48.73 N4530 G1 Z-5.37 F0.3 N4540 X55.87 N4550 Z-6. F1. N4560 G0 Z-24. |
| N4570 X28.144 N4580 G1 X43.19 Z-19.134 F0.3 N4590 Z-5.37 N4600 X50.33 N4610 Z-6. F1. N4620 G0 X110. N4630 Z-54. N4640 M9 N4650 TSI1_HT65 N4660 G55 N4670 ;Operation: RASTOCHIT_OTV_D32L15_F1X45 N4680 ;Tool number: C4-SCLCR-11070-09 N4690 ;Insert number: CCMT 09 T3 08-PR-4325 N4700 ;Description: Rezec rastochnoy chernovoy SNP N4710 T14 N4720 D2 N4730 SETMS(2) N4740 LIMS=5000 N4750 G96 S239 M4 N4760 G0 X110. Z-54. D2 N4770 X40. N4780 Z-24. N4790 M8 N4800 G1 X32. Z-20. F0.25 N4810 Z-5.935 N4820 X28. N4830 Z-6.5 F1. N4840 G0 Z-54. N4850 X110. N4860 M9 N4870 TSI1_HT65 N4880 ;Operation: TOCHIT_NARUZH_KONTUR2_PREDV2 N4890 ;Tool number: C4-SVJBR-27050-16 N4900 ;Insert number: VBMT 16 04 04-PM-4325 N4910 ;Description: Rezec konturniy poluchistovoy SNP N4920 T15 N4930 D2 | N4940 SETMS(2) N4950 LIMS=5000 N4960 G96 S293 M4 N4970 G0 X110. Z-54. D2 N4980 X42.44 N4990 Z-24. N5000 M8 N5010 G1 X42.44 Z-8.549 F0.147 N5020 X41.4 Z-7.793 N5030 Z-5.921 N5040 G3 X42.39 Z-5. I0.6 K0.0 N5050 G1 X59.623 N5060 X61.623 F1. N5070 G0 X110. N5080 Z-54. N5090 M9 N5100 TSI1_HT65 N5110 ;Operation: TOCHIT_NARUZH_D42_OKONCH N5120 ;Tool number: C4-SVJBR-27050-16 N5130 ;Insert number: VBMT 16 04 04-PF-4315 N5140 ;Description: Rezec konturniy chistovoy SNP N5150 T16 N5160 D2 N5170 SETMS(2) N5180 LIMS=5000 N5190 G96 S361 M4 N5200 G0 X110. Z-54. D2 N5210 X41.944 N5220 Z-24. N5230 M8 N5240 G1 X41.944 Z-6.6 F0.103 N5250 X44.944 F1. N5260 G0 X110. Z-54. N5270 M9 N5280 TSI1_HT65 N5290 M5 N5300 M30 M32 |
Дата добавления: 2021-07-19; просмотров: 89; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!