Таким образом, для детали «Труба» вид заготовки: Прокат сортовой горячекатаный круглый по ГОСТ 2590 является оптимальным выбором в условиях мелкосерийного производства.
Произведем расчет размеров выбранной заготовки – диаметра и длины, с учетом рекомендаций [4, с.19] по припускам на этапах обработки.
Расчет диаметра заготовки
Исходя из максимального диаметра детали и его точности (Ø60b12), требующей выполнение одного – чернового – этапа обработки, рассчитываем диаметр прутка:
 (3.1)
(3.1)
где dд.max = 60 мм – максимальный диаметр детали;
Zчр = 2 мм [4, с.19] – припуск на сторону для чернового этапа обработки.
 мм.
мм.
Согласно ГОСТ 2590 принимаем ближайший больший диаметр прутка и назначаем точность прокатки Б1 (повышенная точность):
dзаг =  мм
мм
Расчет длины заготовки
В серийном производстве желательно применять решения, направленные как на снижение трудозатрат, связанных с установкой заготовок на станке, так и на повышение точности базирования детали. В связи с этим, для заготовок из проката (прутков), целесообразно применение групповой заготовки (на несколько деталей).
Применение групповой прутковой заготовки на несколько деталей имеет следующие достоинства по сравнению со штучной заготовкой:
- уменьшение доли вспомогательного времени в штучном времени изготовления детали, так как вспомогательное время на установку заготовки делится на все детали, входящие в заготовку;
- повышение точности позиционирования заготовки за счет автоматической подачи прутка на заданную длину в зону обработки.
- уменьшение припуска по длине детали, так как точность станка с ЧПУ позволяет выполнять отрезку детали от прутка с точностью до 9-го квалитета.
Исходя из вышеуказанных аргументов, выбираем групповую прутковую заготовку на 31 деталь (по числу деталей в партии – см. п. 2.4 пояснительной записки).
Рассчитаем длину групповой заготовки:
 (3.2)
(3.2)
где Lд.max = 78 мм – максимальный линейный размер детали;
Zчр = 2 мм [4, с.19] – припуск на сторону для чернового этапа обработки;
Zотр= 4 мм – напуск на отрезку;
Zзаж = 56 мм – напуск на зажим прутка в механизме подачи прутка;
nд = 31 шт. – количество деталей в заготовке.
 мм
мм
Эскиз заготовки представлен на рисунке 3.1.
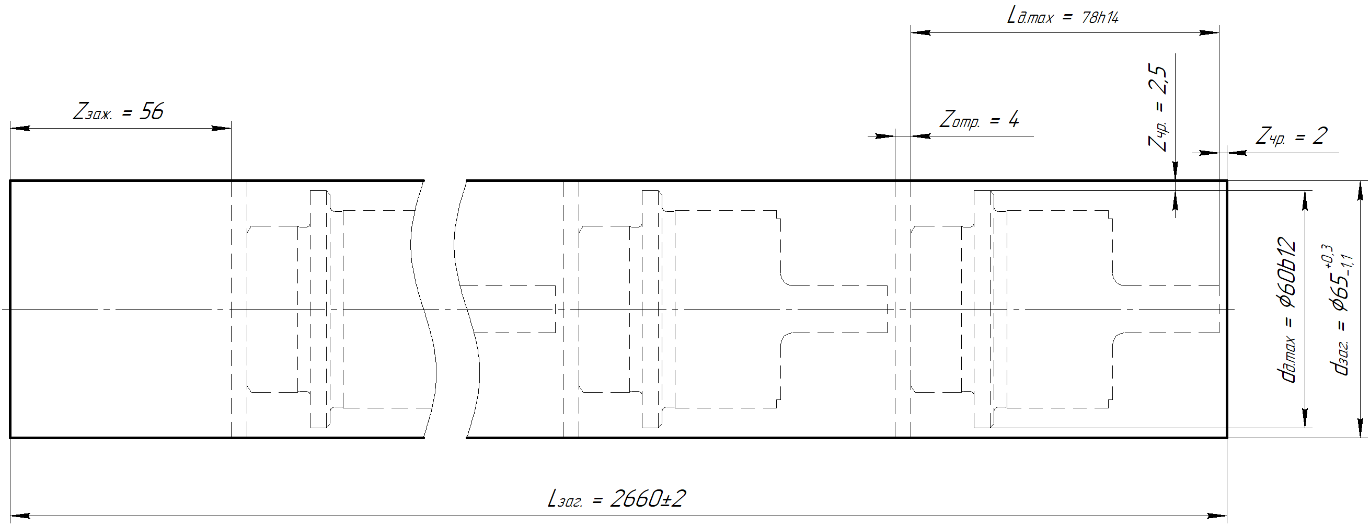
Рисунок 3.1. Эскиз групповой прутковой заготовки на 31 деталь
Расчет коэффициента использования материала заготовки (КИМ)
С учетом выбранной групповой прутковой заготовки на 31 деталь, выполним расчет КИМ заготовки по формуле:
 (3.3)
(3.3)
где mд = 0,45 кг – масса одной детали;
mзаг = 69,07 кг – масса групповой заготовки;
nд = 31 шт. – количество деталей в заготовке.
Коэффициент использования материала удовлетворяет условиям мелкосерийного производства.
На основании проведенных расчетов, выполняем чертеж заготовки. Чертеж заготовки представлен в графической части курсовой работы.
Дата добавления: 2021-07-19; просмотров: 294; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!