Расчет операционных размеров и размеров заготовки
Произведем определение припусков, назначение допусков и расчет диаметральных и линейных операционных размеров, а также размеров заготовки.
Для наиболее точного размера детали – наружного диаметра  расчет произведем расчетно-аналитическим методом.
расчет произведем расчетно-аналитическим методом.
При расчете учитываем, что на предыдущем переходе уже была выполнена обработка поверхности  в соответствии с черновым этапом обработки.
в соответствии с черновым этапом обработки.
Минимальное значение припуска при обработке наружной цилиндрической поверхности определяется по формуле [5, с.129]:
 (4.1)
(4.1)
где Rzi-1 – высота микронеровностей поверхности, оставшаяся после выполнения предшествующего этапа, мкм;
hi-1– глубина дефектного поверхностного слоя, оставшегося после выполнения предшествующего этапа, мкм;
 – суммарные отклонения формы и расположения поверхности, возникающие при выполнении предшествующего этапа, мкм;
– суммарные отклонения формы и расположения поверхности, возникающие при выполнении предшествующего этапа, мкм;
 – погрешность при установке на выполняемом этапе, мкм.
– погрешность при установке на выполняемом этапе, мкм.
Значение RZ на промежуточных этапах обработки определяем по формуле [5, с.131]:
 (4.2)
(4.2)
где T – допуск на соответствующем этапе, мкм.
Тчр = 300 мкм – на черновом этапе обработки;
Тп/ч = 190 мкм – на получистовом этапе;
Тч = 74 мкм – на чистовом этапе;
По формуле (4.2):
R zчр = 0,2 ∙ 300 = 60 мкм;
R zп/ч = 0,2 ∙ 190 = 38 мкм;
R zч = 0,2 ∙ 74 = 14,8 мкм, принимаем 15 мкм.
Значение h для промежуточных этапов берем по таблицам [5, с.288]:
hчр = 120 мкм;
|
|
|
hп/ч = 30 мкм;
hч = 15 мкм.
Значение  при обработке проката круглого сечения с закреплением в цанговом патроне определяем по формуле [5, c.135]:
при обработке проката круглого сечения с закреплением в цанговом патроне определяем по формуле [5, c.135]:
 (4.3)
(4.3)
где  – общее отклонение от прямолинейности оси, мкм;
– общее отклонение от прямолинейности оси, мкм;
 – отклонение оси заготовки от прямолинейности, мкм на 1 мм длины; для проката Ø65 мм удельную кривизну заготовки принимаем 1,8 мкм на 1 мм;
– отклонение оси заготовки от прямолинейности, мкм на 1 мм длины; для проката Ø65 мм удельную кривизну заготовки принимаем 1,8 мкм на 1 мм;
l – расстояние от середины отрабатываемой поверхности до ближайшей опоры; для рассматриваемой поверхности l = 75 мм.
По формуле (4.3):
 мкм
мкм
Величину остаточного отклонения формы и расположения для промежуточных этапов обработки определяем по формуле [5, с.136]:
 (4.4)
(4.4)
где Kу – коэффициент уточнения, мкм; согласно [5, с.136]:
Kу = 0,06 – после чернового точения;
Kу = 0,05 – после получистового точения;
Kу = 0,03 – после чистового точения.
По формуле (4.4):
 мкм, принимаем 8 мкм;
мкм, принимаем 8 мкм;
 мкм, принимаем 7 мкм;
мкм, принимаем 7 мкм;
 мкм, принимаем 4 мкм.
мкм, принимаем 4 мкм.
Величину погрешности установки  целесообразно учитывать для заготовки. С учетом того, что расчет припусков для поверхности производится от уже обработанной поверхности то значение погрешности установки на всех этапах обработки принимаем равным нулю.
целесообразно учитывать для заготовки. С учетом того, что расчет припусков для поверхности производится от уже обработанной поверхности то значение погрешности установки на всех этапах обработки принимаем равным нулю.
|
|
|
Рассчитываем значения 2Zmin по формуле (4.1):
– на получистовой этап:
 мкм, или 0,38 мм;
мкм, или 0,38 мм;
– на чистовой этап:
 мкм, или 0,15 мм;
мкм, или 0,15 мм;
– на этап повышенной точности:
 мкм, или 0,07 мм.
мкм, или 0,07 мм.
На черновой этап значение  определяем с учетом ранее обработанной поверхности
определяем с учетом ранее обработанной поверхности  :
:
 мм.
мм.
Значения максимальных припусков 2Zmax на каждом этапе обработки определяем по формуле [5, с.130]:
 (4.5)
(4.5)
где  – допуск размера на предшествующем этапе (переходе);
– допуск размера на предшествующем этапе (переходе);
 – допуск размера на выполняемом этапе.
– допуск размера на выполняемом этапе.
Величины допусков на этапах обработки принимаем по рекомендуемым квалитетам на этапах обработки [5, с.135].
По формуле (4.5):
– на черновой этап обработки:
 ;
;
– на получистовой этап:
 мм;
мм;
– на чистовой этап:
 мм;
мм;
– на этап повышенной точности:
 мм.
мм.
Предельные промежуточные размеры на этапах обработки определяем по формулам [5, с.131]:
 (4.6)
(4.6)
 (4.7)
(4.7)
По формулам (4.6 – 4.7):
– на чистовой этап обработки:
 мм;
мм;
 мм;
мм;
– на получистовой этап:
 мм, принимаем 50,46 мм;
мм, принимаем 50,46 мм;
 мм, принимаем 50,27 мм;
мм, принимаем 50,27 мм;
– на черновой этап:
 мм;
мм;
 мм.
мм.
Полученные результаты расчетов сводим в таблицу 4.7 и строим схему расположения припусков, допусков, промежуточных предельных размеров детали и размеров заготовки для (рис. 4.2).
|
|
|
Таблица 4.7 – Припуски, допуски и операционные размеры для НЦП 
| Вид заготовки и план обработки поверхности | Элементы припуска, мкм | Допуск размера Т, мм | 2 Z min, мм | 2 Z max, мм | Предельные размеры, мм | Номи- нальное значение размера с отклоне- ниями | ||||
| R zi-1 | hi -1 | 
| ε y | А max | A min | |||||
Обработанная
поверхность

| – | – | – | – | 0,3 | – | – | 59,81 | 59,51 | 
|
| Точение: Эчр. | 60 | 120 | 8 | 0 | 0,3 | 8,37 | 8,97 | 51,14 | 50,84 | 
|
| Точение: Эп/ч | 60 | 120 | 8 | 0 | 0,19 | 0,38 | 0,87 | 50,46 | 50,27 | 
|
| Точение: Эч. | 38 | 30 | 7 | 0 | 0,074 | 0,15 | 0,414 | 50,119 | 50,045 | 
|
| Точение: Эп. | 15 | 15 | 4 | 0 | 0,025 | 0,07 | 0,169 | 49,975 | 49,950 | 
|

Рисунок 4.2. Схема расположения припусков, допусков, промежуточных предельных размеров детали для НЦП
Для остальных диаметральных размеров детали определение минимальных припусков произведем опытно-статистическим методом.
Для элементарной поверхности определяем по рекомендациям [5] квалитеты для назначенных этапов обработки, допуски и минимальные припуски 2Zmin. Расчеты максимальных припусков и предельных промежуточных размеров выполняем по формулам (4.5 – 4.7).
Результаты расчетов представляем в табличной форме (табл. 4.8 – 4.10).
|
|
|
Таблица 4.8 – Припуски, допуски и операционные размеры для НЦП
| Вид заготовки и план обработки поверхности | Допуск размера Т, мм | 2 Zmin, мм | 2 Zmax, мм | Предельные размеры, мм | Номинальное значение размера с отклонениями | |
| A max | А min | |||||
| Заготовка (прокат) | 1,4 | – | – | 65,3 | 63,9 | 
|
| Точение: Эчр. | 0,3 | 4,09 | 5,79 | 59,81 | 59,51 |
|
Таблица 4.9 – Припуски, допуски и операционные размеры для НЦП 
| Вид заготовки и план обработки поверхности | Допуск размера Т, мм | 2 Zmin, мм | 2 Zmax, мм | Предельные размеры, мм | Номинальное значение размера с отклонениями | |
| A max | А min | |||||
| Обработанная поверхность
| 0,3 | – | – | 59,81 | 59,51 |
|
| Точение: Эчр. | 0,25 | 16,32 | 16,87 | 43,19 | 42,94 | 
|
| Точение: Эп/ч | 0,16 | 0,5 | 0,91 | 42,44 | 42,28 | 
|
| Точение: Эч. | 0,062 | 0,3 | 0,522 | 41,975 | 41,913 | 
|
Таблица 4.10 – Припуски, допуски и операционные размеры для ВЦП 
| Вид заготовки и план обработки поверхности | Допуск размера Т, мм | 2 Zmin, мм | 2 Zmax, мм | Предельные размеры, мм | Номинальное значение размера с отклонениями | |
| A max | А min | |||||
| Сверление: Эп/ч | 0,13 | 29 | 29,13 | 29,13 | 29 | 
|
| Растачивание: Эч. | 0,052 | 0,87 | 1,052 | 30,052 | 30 | 
|
Расчёт линейных операционных размеров и припусков производим для операционных размеров и припусков в направлении от готовой детали к заготовке. Для выполнения расчета строим схему припусков и операционных размеров (рис. 4.3). На схеме указываем линейные конструкторские размеры, выполняемые по технологии, межоперационные размеры и припуски. Правило простановки размеров на схеме: размеры проставляются координатным способом от поверхности, принятой за базу на первой операции.
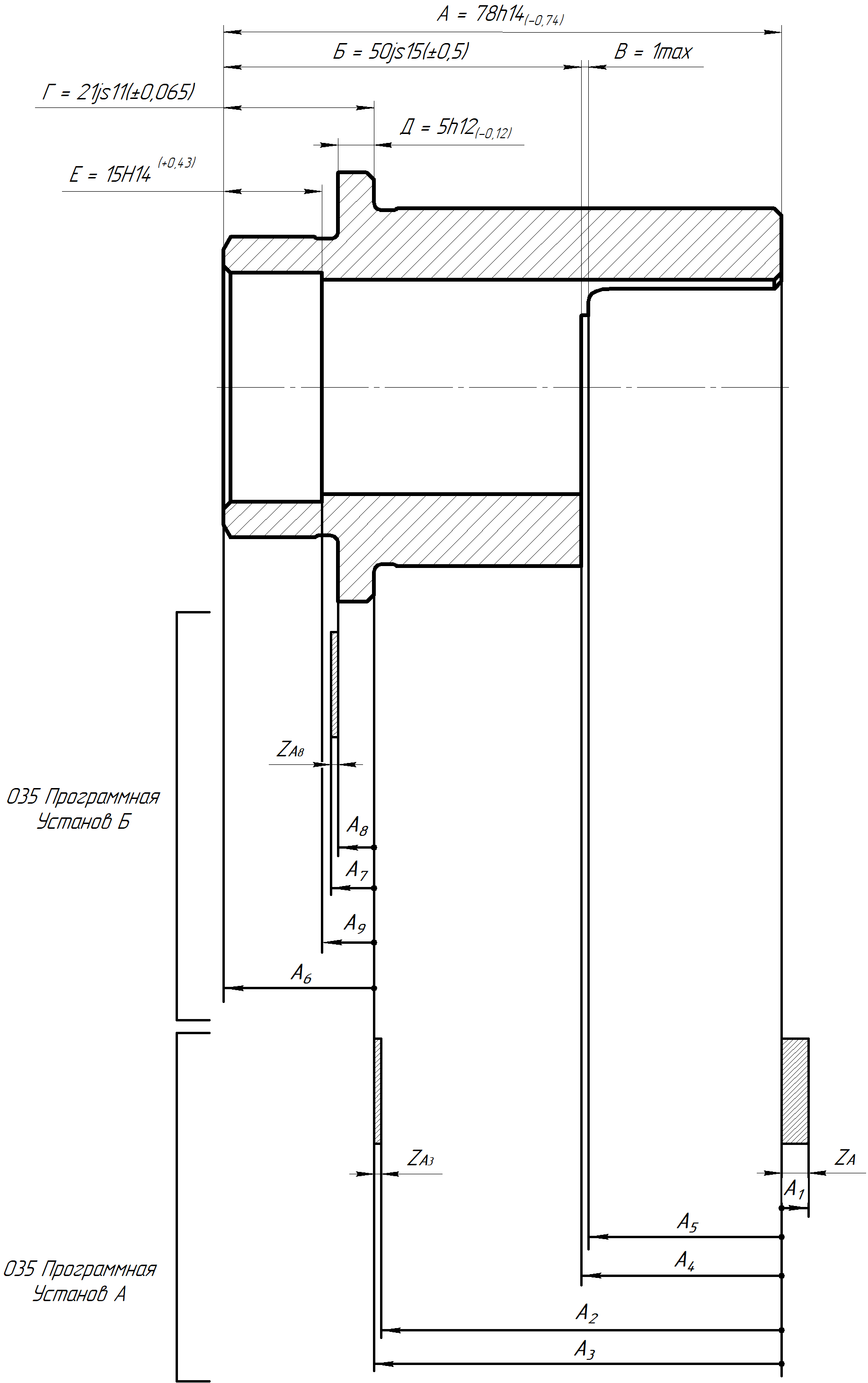
Рисунок 4.3. Схема расположения линейных операционных размеров и припусков
По построенной схеме линейных операционных размеров и припусков выделяем замыкающие звенья, составляем уравнения размерных цепей и заносим их в таблицу 4.11.
Таблица 4.11 – Результаты расчета линейных операционных размеров
| Исходное уравнение | Искомый размер | Уравнение искомого размера | Номинальный размер с отклонениями, мм |
| Г = А6 | А6 | А6 = Г (расчет не требуется) | 21js11(±0,065) |
| Д = А8 | А8 | А8 = Д (расчет не требуется) | 5h12(-0,12) |
| А = А3 + А6 | А3 | А3 = А – А6 = А – Г | 
|
| А = Б + А4 | А4 | А4 = А – Б | 
|
| В = А4 – А5 | А5 | А5 = А4 – В | 
|
| Е = А6 – А9 | А9 | А9 = А6 – Е | 
|
| ZA = А1 | А1 | А1 = ZA | 2–0,9 |
| ZА3 = А3 – А2 | А2 | А2 = А3 – ZА3 | 
|
| ZA8 = А7 – А8 | A7 | A7 = A8+ZA8 | 5,37-0,12 |
Определим припуски и выполним расчет операционных размеров по уравнениям. Расчет выполняем по методу «максимум – минимум».
1) Находим размер А3:
А = А3 + А6 = А3 + Г
Аmax = А3max + Гmax  А3max = Аmax – Гmax = 78 – 21,065 = 56,935 мм
А3max = Аmax – Гmax = 78 – 21,065 = 56,935 мм
Аmin = А3min + Гmin А3min = Аmin – Гmin = 77,26 – 20,935 = 56,325 мм
Указываем номинальный размер А3 с отклонениями:  .
.
2) Находим размер А4:
А = Б + А4
Для корректного расчета должно выполняться условие: ТА ≥ TБ + ТА4
Поскольку ТА < TБ , то условие не выполняется, следовательно, требуется ужесточить допуск на размер Б, с тем чтобы ТА = TБ + ТА4 .
Ужесточаем допуск на чертежный размер до 12 квалитета:
Б’ = 50js12(±0,125)
Аmax = Б’max + А4max А4max = Аmax – Б’max = 78 – 50,125 = 27,875 мм
Аmin = Б’min + А4min А4min = Аmin – Б’min = 77,26 – 49,875 = 27,385 мм
Указываем номинальный размер А4 с отклонениями:  .
.
Остальные размеры рассчитываем аналогичным образом. Минимальные припуски ZA1min, ZA1min, ZA1min назначаем опытно-статистическим методом по рекомендациям [5].
Результаты расчетов в виде номинальных размеров с отклонениями сводим в таблицу 4.11.
Дата добавления: 2021-07-19; просмотров: 552; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!