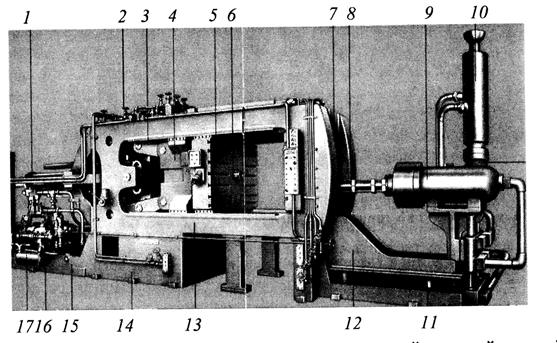
Изготовление форм с пенополистироловыми моделями.

1-стояк
2-чаша
3-опока
4-предварит-я засыпка песка
5-вибратор
6-блок моделей
Рис.11-3
Литье но выжигаемым (газофицируемым) моделям, также как и литье по выплавляемым моделям, выполняется в неразъемные формы, а модель удаляется путем выжигания. В процессе заливки жидкого металла в форму под действием высокой температуры происходит термодиструкция пенополистирола, из которого изготовляется модель. Газифицируемая модель постепенно замещается расплавом по мере поступления последнего в форму.
Литьем по выжигаемым моделям можно производить отливки в различные формы: в обычные разовые, в сухой песок, в формы из ферромагнитных материалов, находящихся под действием магнитного поля.
Основным фактором, удерживающим песок в статическом положении, являются фильтрационные силы газового потока, который создается в результате значительного давления в зазоре между моделью и металлом при их взаимодействии.
Основным параметром, позволяющим регулировать процесс, является скорость подъема металла в полости формы. Для сохранения равновесия песчаной основы в период фильтрации газа необходимым условием является плотность ее упаковки, в противном случае силы фильтрации, воздействуя на скелет песка, уплотняют его, что вызывает перемещение массы песка и нарушение равновесия системы. Фильтрационные силы потока не должны выдувать мелкие фракции, что также приведет к нарушению статического состояния.
|
|
|
В 70-х годах изобретен способ литья в магнитные формы по выжигаемым моделям. Его суть заключается в следующем. Пеиополистироло- вая модель засыпается ферромагнитным формовочным материалом, на который накладывается магнитное поле. Под действием магнитного поля частицы ферромагнитного материала связываются в единое целое. Заливку производят как обычно. После снятия магнитного ноля формовочный материал высыпается из опоки. Такой способ получения отливок сохраняет основные достоинства лигья в формы из сухого кварцевого песка и в то же время устраняет их основной недостаток образование засоров. Однако этот способ нашел применение для получения отливок сравнительно небольшой массы и простой конфигурации. Наибольшее уплотнение получает материал формы, расположенный у стенок, которые простираются вдоль магнитных линий. Поэтому для лигья массивных и сложных отливок требуется большая напряженность магнитного поля, для создания которого необходимы магниты очень больших размеров. Очевидно, этот факт и является основным препятствием для развития этого процесса. Возможно, создание сверхпроводников в будущем позволит создать мощные компактные магниты для этого способа литья.
|
|
|
Билет № 25.
Машины ЛПД с вертикальной холодной камерой прессования
Машины литья под давлением с холодной камерой в вертикальной или горизонтальной системе прессования предназначены для литья деталей из алюминиевых или магниевых сплавов с высокой температурой плавления. Литейный узел, состоящий из пресскамеры, поршня, и штанги поршня размещается между неподвижной плитой машины и системой прессования. Заливка металла производися вручную или автоматически при помощи дозатора металла или плавильно-раздаточной печи. На сегодняшний день автомобильная промышленность, нуждающаяся в деталях различных конструкций, использует горизонтальные машины для литья под давлением с усилием поддержания запирания от 200 до 4500 тонн.
Дата добавления: 2020-04-08; просмотров: 222; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!