Машины для изготовления выплавляемых моделей.

Рисунок 6.5 Схема карусельного автомата для изготовления выплавляемых моделей
1-стол карусели; 2-водяной конвейер; 3-плавающие модели; 4-пневмоцилиндры (10 шт);
5-прессформы (10 шт); 6-шприц; 7-кронштейн с блоком питания; 8-игла или пневмоцилиндр иглы.
I-запрессовка модельного состава (паста);
II, III,IV,V,VI,VII-охлождение модельного состава;
VIII-раскрытие прессформы и выталкивание ее в водяной конвейер;
IX-подготовнение прессформы: обдувка, смазывание, очистка.
Х- закрытие или сборка прессформы.
Прессформы в кол. 10шт. устанавл. на рабоч. столе с вертикальным разъёмом. Цикл 10-20 сек. Превмоцилиндры осущ. сборку и разборку и вращаются с прессформами. Мод.состав запрессовывается шприцом.
Схемы процессов и оборудования для приготовления ж.ме в процессе электрошлаковой тигельной плавки.
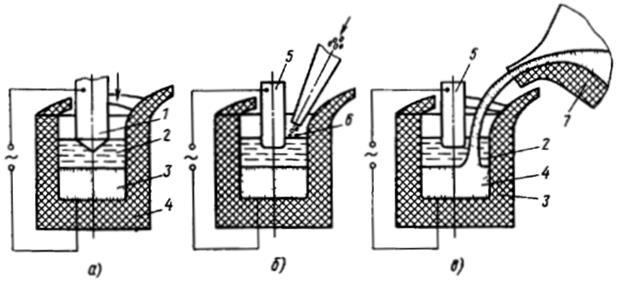
а)классическая схема переплав расходуемого электрода;
б)переплав кусковой шихты с помощью нерасходуемого электрода;
в)нерасходуемый электрод и ж.завалка.
1-расходуемый электрод; 2-ж.шлак; 3-ме; 4-тигель; 5-электрод нерасходуемый; 6-кусковая шихта;
7-ковш ж.ме.
Билет № 19
19. Литье под давлением с горячей камерой прессования
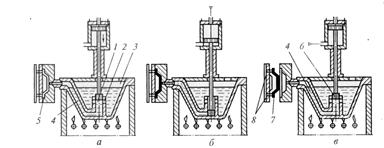
а) заливка Ме в камеру прессования; б) запрессовка; в) раскрытие пресс-формы и извлечение отливки.
1. камера прессования; 2. заливка отливки; 3. тигель; 4. обогреваемый канал; 5. пресс-форма; 6. поршень; 7. отливка; 8. подвод Ме пресс-формай.
У машины с горячей камерой прессования прессовый цилиндр опущен в цилиндр в тигель с расплавленным Ме и полость цилиндра соединена с тиглем. При подъеме прессового поршня выше заливочного отверстия Ме из тигля, в к-ом он поддерживается в расплавленном состоянии, через отверстие поступает в прессовый цилиндр. При опускании прессового поршня расплавленный Ме по подогреваемому каналу, называемому гузненком, под действием плунжера подается в форму. При новом подъеме поршне избыток Ме сливается, и машина после затвердевания и выталкивания отливки готова к очередному циклу.
|
|
|
В момент заполнения формы Ме он давит на стенки, стараясь ее раскрыть. При недостаточном усилии запирания формы, под давлением Ме возможно ее раскрытие, и расплавленный Ме через образовавшуюся щель может выплескиваться из формы, что не допустимо техникой безопасности. Для исключения этого усилие запирания формы должно быть несколько больше, чем усилие, создаваемое Ме на раскрытие формы.

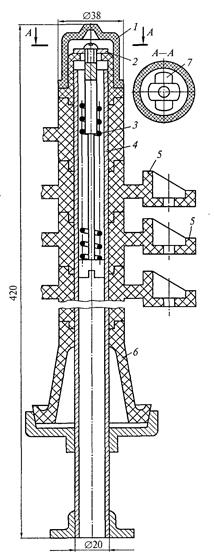
49. Оборудование для сборки выплавляемых моделей в блоки.
1. керамический колпачек; 2. шпилька; 3. пружина; 4. стояк-каркас; 5. модели; 6. модель литниковой чаши; 7. паз.
Основные операции:
1. Изготовление модели или звена модели;
2. сборка звеньев или моделей в блоки, центральная часть к-ых образует модели питателей и стояка.
|
|
|
3. погружение в емкость с жидкой формовочной смесью, состоящей из огнеупорного материала и связующего. Образуется слой суспензии толщиной до 1 мм.
4. нанесение слоя огнеупорного зернистого материала.
5. Сушка на воздухе или на порах амияка.
Операции 3,4,5 повторяют несколько раз до получения слоя необходимой толщины.
6. Удаление модели выплавлением или выжиганием.
7. Прокаливание для удаления остатков модели, воды. (t спекания связующего и полевидного материала 950-1000 градусов.)
8. Перед заливкой, оболочковую форму помещают в контейнер и засыпают огнеупорным материалом(для формирования опоры).
9. заливка расплавом в горячие формы.
10. Извлечение из конвееров.
11. Очистка на вибрационных установках от керамических оболочек.
12. Отделение отливок на вибрационых установках или прессах.
13. Окончательная очистка отливок. Включает: механическую очистку, химическую и гидрообразивную.
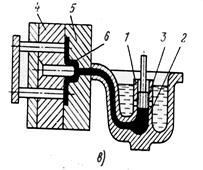
79. Схемы заливки жидкого металла в литейную форму после электрошлаковой тигельной плавки и оборудование для их осуществления. 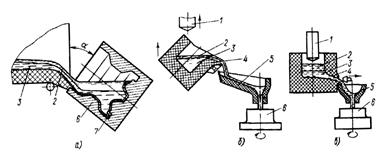
а) поворот тигля; б) заливка со шлаком; в) тигель стационарный со стопорным ковшом (заливка без шлака).
|
|
|
1. расходуемый электрод; 2. шлак; 3. жид. Ме; 4. тигель; 5. заливочная воронка; 6. литейная форма (а) кокиль; б,в) ципроба(непонятно было написано)); 7. гарнисажный слой шлака.
Билет № 20.
Дата добавления: 2020-04-08; просмотров: 104; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!