МЕХАНИЗМЫ ТРАНСМИССИИ, РАМЫ, ПОДВЕСОК, ШИН И РУЛЕВОГО УПРАВЛЕНИЯ
|
|
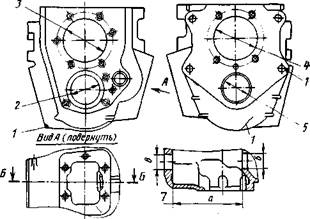
Рис . 172. Основные дефекты кар тера юробкн передач автомобиля ЗИЛ -431410
ваническим натирайием или постановкой втулок с буртиком. Соосные отверстия предварительно растачивают с одной установки борштангой. После наращивания одним из рассмотренных выше способов вновь растачивают борштангой до размера по рабочему чертежу. Аналогичным образом восстанавливают отверстия оси заднего хода.
Изношенные торцовые поверхности бобышек под блок зубчатых колес заднего хода фрезеруют. Увеличение размера а компенсируют постановкой шайб или синтетическими материалами.
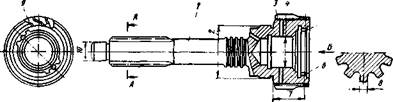
Валы коробок передач подвергают ремонту при износе посадочных шеек 2 и 10 и под подшипники, отверстия 4 под роликовый подшипник, шлицев по толщине 8, при износе и выкрашивании рабочей поверхности зубьев 3, 5 — 7 и 9, обломах и трещинах / (рис. 173).
Изношенные посадочные шейки восстанавливают вибродуговой наплавкой, хромированием или железнением с последующим шлифованием до размера по рабочему чертежу.
При износе зубьев по толщине более предельного и при выкрашивании рабочей поверхности зубьев деталь бракуют. Изношенные по толщине шлицы восстанавливают наплавкой под слоем флюса, в углекислом газе или дуговой наплавкой. После наплавки вал протачивают до требуемого размера, подрезают наплывы с торца, снимают фаску, обрабатывают шлицы.
Вив 6
|
|
| 4-А |
Рис . 173. Основные дефекты ведущего вала коробки передач автомобиля ЗИЛ -431410
КОРОБКА ПЕРЕДАЧ
239

Ч> 9 I ) $ д)
Рис. 174. Пятна контактов на зубьях зубчатой пары при контроле с помощью краски:
а —правильное зацепление; б — межцеитровое расстояние увеличено; в — межцентровое расстояние уменьшено; гид — оси валов перекошены
Небольшие обломы и отколы на торцах зубьев зачищают, а при значительных повреждениях деталь бракуют.
Сборку коробок передач осуществляют с учетом общих правил выполнения сборочных работ. Особенностями основных операций сборки узлов коробок передач являются установка подшипников на шейки валов и сборка зубчатых пар.
Перед установкой подшипников на валы их промывают в керосине, беговые дорожки просушивают, а затем шарики или ролики покрывают маслом. Для на-прессовки подшипника на шейку вала применяют пресс с различными, оправками или винтовые устройства, которые обеспечивают равномерную посадку подшипника на шейке вала и предотвращают перекосы при установке. Для ускорения сборки шариковые и роликовые подшипники больших размеров, устанавливаемые со значительным натягом, предварительно нагревают в масле до 80 ... 100°Сив горячем состоянии свободно насаживают на вал. Перед запрессовкой наружного кольца подшипника нагревают корпус. Плотность прилегания подшипника к буртику вала проверяют щупом. Правильно установленный подшипник должен легко и плавно вращаться от руки без заметного торможения.
Зубчатые колеса напрессовывают на вал после нагрева в масле или керосине и контролируют радиальное биение по начальной окружности и торцовое биение.
Для достижения правильного зацепления зубчатой пары при сборке коробки передач необходимо обеспечить требуемое положение осей валов. Подбор и проверку пары на зацепление перед сборкой выполняют на специальном приборе или по пятну контакта поверхностей зубьев. Для определения пятна контакта зубья большего зубчатого колеса покрывают тонким слоем смеси сурика в масле. После поворота малого колеса на 360° на его зубьях остаются отпечатки краски (рис. 174), по которым оценивают правильность зацепления.
Испытание коробок передач проводят для осуществления приработки трущихся поверхностей и проверки работы зубчатых пар на всех передачах, легкости включения и отсутствия самопроизвольного их выключения. Для испытания коробок передач под нагрузкой применяют стенды с замкнутым силовым контуром или стенды с электрическим, механическим или гидравлическим тормозом.
Коробки передач испытывают в течение 20 ... 25 мин, в том числе под нагрузкой 12 ... 15 мин. При проверке работы коробок передач недопустимы следующие неисправности заедания при переключении передач: самопроизвольное выключение и включение зубчатой пары; задевания вилок о стенки пазов зубчатых колес и фланцев синхронизатора; стуки и удары от неправильного зацепления зубьев; подтекание масла в местах соединений. Приработку и испытания проводят ее смазочным материалом пониженной вязкости для лучшего удаления из картера механических примесей при их сливе после испытаний.
Дата добавления: 2019-01-14; просмотров: 323; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!