ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ МЕХАНИЧЕСКИМ ЗАЖИМОМ
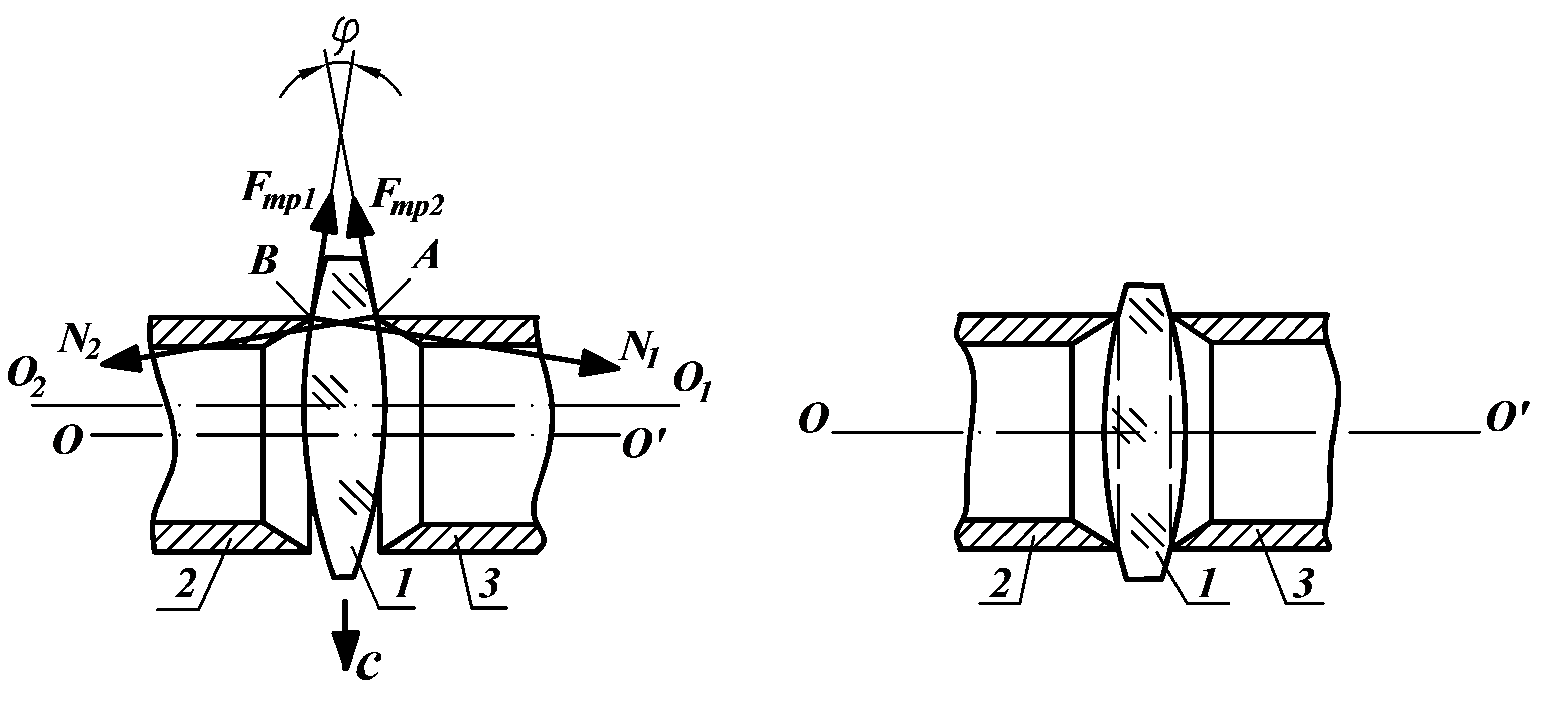
Рис.1.4
Если первоначально оптическая ось О1 О 2 заготовки не совпадает с осью ОО'патронов (рис 1.3.а), то последние контактируют с заготовкой только в двух точках: Аи В.При этом на заготовку со стороны патронов действуют силы  и
и  ,направленные по нормалям к сферическим поверхностям заготовки. Равнодействующая этих сил всегда направлена к оси О1 О 2 и, следовательно, стремится сдвигать заготовку по стрелке С,т.е. так, чтобы ось О1О2 приближалась к ОО'.Однако перемещение заготовки под действием этой силы произойдет лишь в том случае, если последняя окажется больше равнодействующей сил трения
,направленные по нормалям к сферическим поверхностям заготовки. Равнодействующая этих сил всегда направлена к оси О1 О 2 и, следовательно, стремится сдвигать заготовку по стрелке С,т.е. так, чтобы ось О1О2 приближалась к ОО'.Однако перемещение заготовки под действием этой силы произойдет лишь в том случае, если последняя окажется больше равнодействующей сил трения  и
и  , действующих по касательным к поверхностям заготовки и препятствующих ее перемещению.
, действующих по касательным к поверхностям заготовки и препятствующих ее перемещению.
С учетом значения коэффициента трения пары "стекло-металл" можно показать, что данное условие выполняется лишь в том случае, когда абсолютная
величина угла  между касательными к поверхностям заготовки в точках контакта с патронами превышает 17°. Угол носит название угла зажатия заготовки. Таким образом, выполнение неравенства
между касательными к поверхностям заготовки в точках контакта с патронами превышает 17°. Угол носит название угла зажатия заготовки. Таким образом, выполнение неравенства
> 17°
является критерием применимости данного способа закрепления заготовки на операции центрирования. В этом случае при сжатии заготовки между патронами она будет "самоцентрироваться", автоматически занимая положение, при котором оптическая ось О1 О 2 аготовки совпадает с осью ОО' вращения патронов (рис. 1.3.6). При достижении соосности заготовки и патронов между ними возникает контакт по всей окружности посадочных кромок (на рис. 1.3.б ихпроекции показаны пунктиром). В этот момент сила сжатия распределяется по всей линии контакта, происходит уравновешивание равнодействующих нормальных сил, действующих со стороны правого и левого патронов, и заготовка фиксируется в данном положении.
|
|
|
Закрепление заготовки приклеиванием выполняется в следующей последовательности (рис.1.4.).
ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ ПРИКЛЕИВАНИЕМ

 Рис. 1.4
Рис. 1.4
Сначала на посадочную кромку центрировочного патрона 1 наносят разогретую наклеечную смолу 2. Не давая последней затвердеть, прижимают заготовку 3 сферической поверхностью, имеющей меньший радиус кривизны к посадочной кромке патрона. При этом должен быть обеспечен контакт заготовки с патроном по всей окружности посадочной кромки, благодаря чему центр О1 кривизны поверхности заготовки, обращенной к патрону, автоматически оказывается на оси ОО'вращения последнего. Вместе с тем, центр О 2 кривизны второй сферической поверхности заготовки занимает в этот момент произвольное положение и, следовательно, оптическая ось О1 О 2 заготовки не совпадает с осью ОО'вращения патрона.
|
|
|
На следующем этапе рассматриваемого перехода, не нарушая контакта заготовки с патроном, ее перемещают в направлении стрелки Сдо совмещения осей О1 О 2и ОО'. Перемещение должно быть закончено прежде, чем затвердеет наклеечная смола. В отличие от закрепления заготовки сжатием в данном случае ее самоцентрирования относительно патрона не происходит. Поэтому процесс перемещения заготовки необходимо контролировать. В большинстве случаев контроль осуществляется по смещениям изображения 4', формируемого пучком излучения неподвижного источника света 4, после отражения пучка поверхностью Азаготовки. Для этого патрон с заготовкой приводят во вращение.
Если центр О2кривизны поверхности А не лежит на оси ОО', то при вращении патрона точка О2 будет описывать окружность, центр которой лежит на оси ОО'.Соответственно будет меняться и положение поверхности А. Это, в свою очередь, приводит к осциллирующему движению изображения 4'. По мере приближения точки О2 к оси вращения патрона амплитуда перемещений изображения 4' будет уменьшаться. При совпадении оптической оси заготовки с осью вращения патрона изображение 4' остается неподвижным, несмотря на вращение патрона. В этот момент перемещение заготовки в направлении стрелки С прекращают и фиксируют положение заготовки относительно патрона, до полного затвердения наклеечной смолы.
|
|
|
В простейшем случае в качестве источника 4 используется, например, лампа накаливания, находящаяся на достаточном удалении от заготовки, а наблюдение смещений изображения  выполняется визуально невооруженным глазом, как это представлено на рис 1.4. Однако, при таком способе контроля за процессом совмещения осей заготовки и патрона точность центрирования оказывается невысокой и зависит от квалификации рабочего, выполняющего операцию. При необходимости повышения точности используют оптические приборы, в которых для формирования пучка излучения, направляемого на заготовку, и для наблюдения за смещениями отраженного изображения используются специальные оптические системы.
выполняется визуально невооруженным глазом, как это представлено на рис 1.4. Однако, при таком способе контроля за процессом совмещения осей заготовки и патрона точность центрирования оказывается невысокой и зависит от квалификации рабочего, выполняющего операцию. При необходимости повышения точности используют оптические приборы, в которых для формирования пучка излучения, направляемого на заготовку, и для наблюдения за смещениями отраженного изображения используются специальные оптические системы.
Каждый из двух описанных способов выполнения первого перехода операции центрирования имеет свои достоинства. Самоцентрирование заготовки посредством зажатия между двумя патронами не требует высокой квалификации рабочего, выполняющего центрирование. Кроме этого данный способ обладает более высокой производительностью и не требует использования дорогостоящих контрольно-измерительных приборов. В то же время способ, заключающийся в контролируемом перемещении заготовки относительно патрона с последующей ее фиксацией с помощью наклеечной смолы, более универсален, т.к. не имеет ограничений по углу между касательными к поверхностям заготовки. Помимо этого при использовании данного способа меньше вероятность повреждения уже обработанных оптических поверхностей заготовки в местах контакта с центрировочным патроном. Наконец, этот способ не требует использования второго центрировочного патрона и, следовательно, исключает необходимость точной выверки соосности двух патронов.
|
|
|
Вне зависимости от способа выполнения первого перехода операции центрирования, вторым переходом является круглое шлифование цилиндрической поверхности линзы, выполняемое по схеме, описанной выше (см. рис. 1.2. и пояснения к нему в тексте).
1.3. ОБОРУДОВАНИЕ, ИНСТРУМЕНТ И ВЫБОР РЕЖИМОВ ОБРАБОТКИ ПРИ ЦЕНТРИРОВАНИИ.
Центрирование заготовок линз производят на специальных центрировочных станках, различные модели которых содержат в своем обозначении аббревиатуру ЦС, ЦСМ или АЦСМ. Число, указываемое после буквенного обозначения, определяет максимальный диаметр заготовки, которую можно обработать на данном станке. Например, станок ЦСМ-50 предназначен для центрирования линз, диаметр которых не превышает 50 мм.
В качестве инструмента используются алмазные круги прямого профиля АПП или 1А1 по ГОСТ 16167-80 (рис.1.6.).
ИНСТРУМЕНТ ДЛЯ ЦЕНТРИРОВАНИЯ
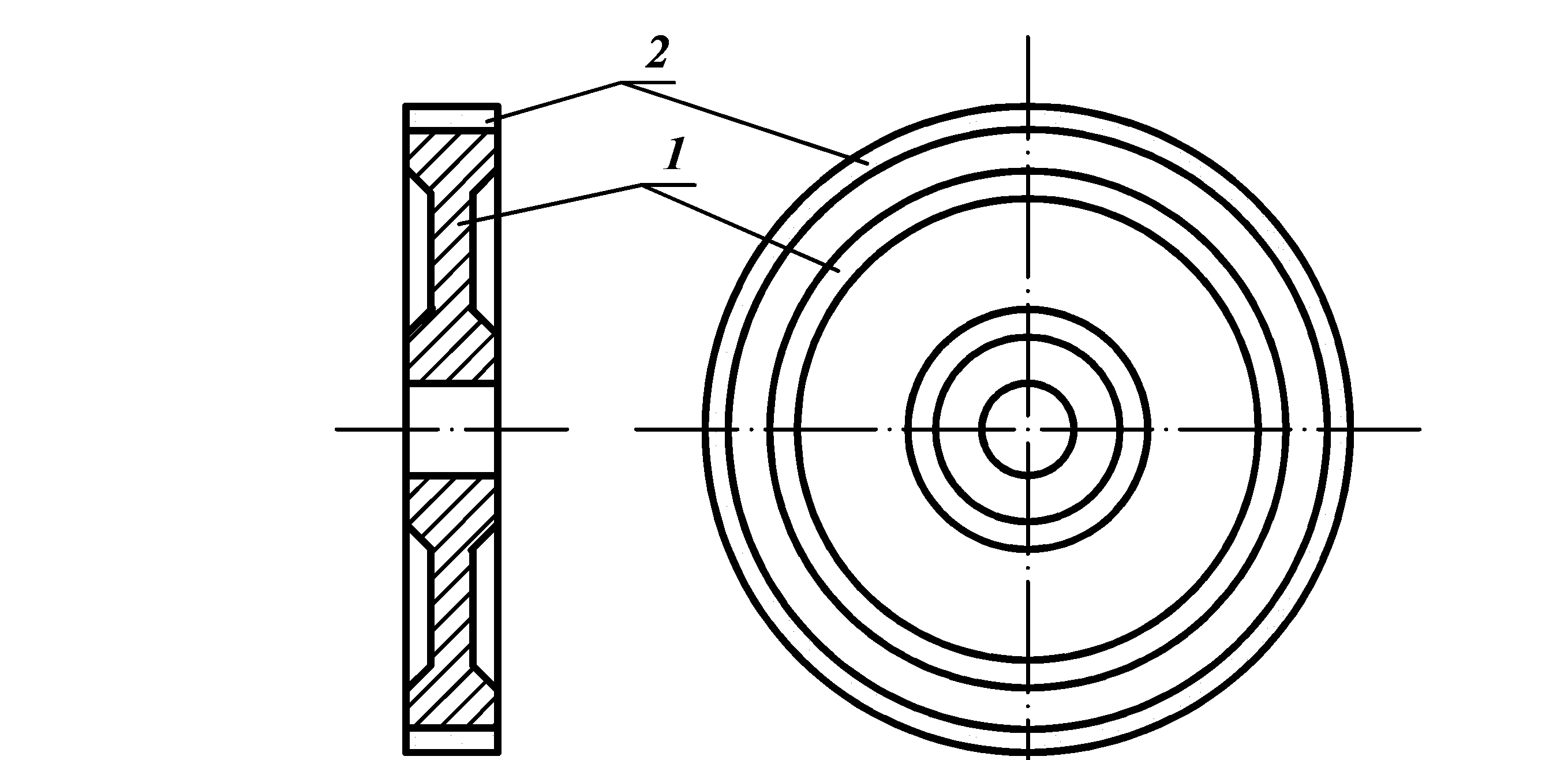
Рис. 1.6
Корпус 1 такого инструмента представляет собой диск с цилиндрической боковой поверхностью. На нее нанесен алмазоносный слой 2 прямоугольного сечения. В центре корпуса имеется отверстие для закрепления инструмента на шпинделе станка.
Марка и фракция алмаза выбираются в зависимости от диаметра обрабатываемой линзы в соответствии с таблицей1.1.Концентрация алмаза в алмазоносном слое при обработке линз с толщиной края меньше 1мм составляет 150% .В остальных случаях-100%.
Таблица 1.1
Дата добавления: 2018-06-27; просмотров: 328; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!