Данные для выбора диаметра нагружающей оправки
| Состояние поставки трубной стали | Временное сопротивление разрыву, кгс/мм 2 , (МПа) | Вид испытания на изгиб | Диаметр нагружающей оправки (см. ГОСТ 6996-66) |
| Горячекатанная, нормализованная | 50 (490) | Корнем шва внутрь или наружу | 2S±2 мм (S - толщина стенки трубы) |
| На ребро | 30±2 мм | ||
| Горячекатанная, нормализованная | более 50 до 55 (от 490 до 539) | Корнем шва внутрь или наружу | 3S±2 мм |
| На ребро | 40±2 мм | ||
| Горячекатанная, нормализованная | От 55 до 60 (от 539 до 588) | Корнем шва внутрь или наружу | 4S±2 мм |
| На ребро | 50±2 мм |
4. Испытания на ударную вязкость (КСV, КСU).
4.1. Образцы для испытаний изготавливаются согласно рис. 4.

Рис. 4. Схема расположения образцов
Испытания выполняются по ГОСТ 6996-66.
4.2. Размеры образцов - рис. 5, рис. 6.

Рис. 5. Образец тип IX ГОСТ 6996-66 (Шарпи)
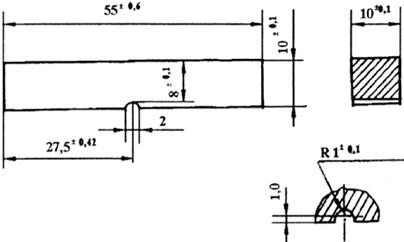
Рис. 6. Образец тип VI ГОСТ 6996-66 (Менаже)
Примечание. Для труб с толщиной стенки S £ 10 мм допускается применение образцов размером 5х10 мм.
Приложение 4
МЕТОДЫ ИСПЫТАНИЙ НА КОРРОЗИОННУЮ СТОЙКОСТЬ
1. Оценка коррозионной стойкости по NАСЕ ТМ-01-77 (МСКР-01-85)
1.1. Испытания образцов (рис. 1) проводят на установке при постоянной нагрузке в коррозионной среде NАСЕ с рН = 3,0-4,5. Длительность испытаний образцов без разрушения устанавливается 720 ч.

Рис. 1. Испытания образцов на коррозионную стойкость по NАСЕ ТМ-01-77 (МСКР-01-85)
Результаты испытаний по указанной методике обычно представляются в цифрах, показывающих, какую долю от предела текучести на воздухе выдерживает образец, помещенный в раствор.
1.2. Уровень напряжений может устанавливаться:
– для наплавленного металла (проверка сварочных материалов, рис. 2а), К=0,6...0,85 от фактического предела текучести;
– для сварного соединения (рис. 2б) К=0,6...0,95 от нормативного предела текучести основного металла.
а)
б)
Рис. 2. Схема расположения образцов при испытании:
а - наплавленного металла, б - сварного соединения
2. Оценка коррозионной стойкости по NАСЕ ТМ-02-84 (водородное растрескивание).
2.1. Образец (темплет) размером 120х20 мм, вырезанный поперек шва и обработанный полировкой, помещается на 96 ч в специальный раствор (рис. 3). Испытания проводят при температуре 25° С в коррозионной среде NАСЕ.

Рис. 3. Испытания образцов на коррозионную стойкость по NАСE ТМ-02-84
2.2. На шлифе образца, сделанном после извлечения из раствора, длина и высота ступенчатых трещин определяется в соответствии с рис.4. Вычисляются относительные показатели трещин:
- длина  ;
;
- толщина  .
.

Рис. 4. Расположение трещин при определении CLR, СТR

Рис. 5. Зависимость парциального давления сероводорода от его концентрации при различных рабочих давлениях газа в трубопроводе (ВСН 006-89)
Приложение 5
МЕТОДИКА СОРТИРОВКИ ТРУБ ПО ДИАМЕТРАМ
Для повышения точности сборки стыков труб под сварку (особенно при капремонте газопровода) все трубы одного нормативного значения Д н, поступающие на площадку или на трассу, целесообразно сортировать на группы с определенным шагом отклонений от нормативного диаметра. При сборке стыков подбирают соответствующие номера групп, обеспечивающие минимальное расхождение по диаметрам.
Сущность методики:
а) задаются шагом отклонений от нормативного диаметра Д н (к периметру 0; -1,5; -3,0; +1,5; +3,0 мм и т.д.);
б) рассчитывают соответствующие длины периметров, которые заносятся в таблицы или отмечаются на шкале. Нумеруются группы (к примеру, 1...5);
в) при сортировке труб замеряют у каждой кромки длину периметра при помощи гибкой металлической линейки. Полученное значение сравнивают с табличным и определяют номер группы;
г) номер группы наносят мелом или краской на конце трубы (рядом с кромкой). Трубы с маркировкой поступают на сборку;
д) оператор при сборке стыка подбирает соответствующие концы труб, обеспечивающие минимальное расхождение по диаметрам.
В таблице приведены расчетные данные периметров труб 114-1420 мм по наружному диаметру, которые могут быть использованы в работе (с учетом нормативных требований).
Из таблицы следует, что для центровки целесообразно применять трубы одинаковых номеров групп или рядом расположенных номеров (1-1 или 1-2; но не 1-3, 1-5 и т.д.).
Дата добавления: 2019-11-16; просмотров: 160; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!