ТРУБЫ ДЛЯ ГАЗОПРОВОДОВ. ТРАНСПОРТИРУЮЩИХ СЕРОВОДОРОДОСОДЕРЖАЩИЙ ГАЗ
ХИМИЧЕСКИЙ СОСТАВ МЕТАЛЛА ТРУБ
Таблица 1.
| №№ пп | Трубы, марка, ТУ | Диаметр, мм | Содержание элементов, % (не более) | С э не более | |||||||||
| С | Мn | Si | S | P | Сr | Ni | Мо | Аl | другие | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| 1. | МWХ42NS (Маннесман) бесшовные | 33-406 | 0,15 | 1,00 | 0,35 | 0,005 | 0,02 | - | 0,20 | - | 0,05 | 0,35 Сu 0,05 Nb | 0,38 |
| 2. | Х42SS (NКК) бесшовные | 33-406 | 0,15 | 1,00 | 0,35 | 0,005 | 0,02 | - | 0,20 | 0,25 | 0,05 | 0,35 Сu | 0,38 |
| 3. | Х42SS (NSК) бесшовные | 33-406 | 0,15 | 1,00 | 0,35 | 0,005 | 0,02 | - | 0,20 | - | 0,05 | 0,35 Сu | 0,38 |
| 4. | Сталь 20, ТУ-14-3-460-75 бесшовные | ГОСТ 8732-74 | 0,24 | 0,65 | 0,37 | 0,03 | 0,025 | 0,25 | 0,25 | - | - | 0,25 Сu | - |
| 5. | Сталь 20, ГОСТ 8731-74 бесшовные | то же | 0,24 | 0,50 | 0,07 | 0,04 | 0,035 | 0,25 | 0,25 | - | - | 0,25 Сu | - |
| 6. | St40S (Сумитомо) бесшовные | -"- | 0,18 | 0,85 | 0,40 | 0,015 | 0,03 | 0,30 | - | - | 0,50 | 0,05 Nb 0,30 Сu | 0,35 |
| 7. | St43, 7S (МWX42, Маннесман) | -"- | 0,18 | 1,20 | 0,40 | 0,025 | 0,03 | - | - | - | - | - | - |
| 8. | ТУ28Фр73 (Х42), электросварные | 720х18, 720х22 | 0,16 | 1,20 | 0,40 | 0,025 | 0,03 | 0,30 | 0,10 | - | 0,10 | 0,10 Сu | - |
| 9. | ТУSХSS-40/77ЯС, электросварные | 1020х22, 1020х26 | 0,15 | 0,85 | 0,40 | 0,010 | 0,025 | 0,40 | 0,10 | 0,10 | 0,10 | 0,40 Сu | - |
| 10. | ТУ40/78H Sфр, (Х52), электросварные | 1020х16, 1020х19 | 0,16 | 1,20 | 0,40 | 0,006 | 0,025 | 0,40 | 0,40 | 0,40 | 0,10 | 0,40 Сu 0,04Nb | - |
| 11. | ТУ28/79(Х52), электросварные | 720х11, 720х16 | 0,15 | 1,00 | 0,40 | 0,006 | 0,025 | 0,40 | 0,10 | 0,40 | 0,08 | 0,40 Сu 0,04 Nb | - |
| 12. | ТУ28/40-83Н2S (Х46SS) электросварные | 720х17, 720х20, 1020х18, 1020х21 | 0,12 | 1,00 | 0,40 | 0,003 | 0,02 | 0,30 | 0,10 | 0,10 | 0,10 | 0,35 Сu 0,04 Nb | - |
| 13. | ТУ28-КС-76Т, электросварные | 720х18, 720х22 | 0,18 | 0,85 | 0,40 | 0,015 | 0,02 | 0,30 | 0,10 | - | 0,05 | 0,30 Cu | - |
|
|
|
Таблица 2.
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ТРУБ
| №№ пп | Марка, тип стали труб, ТУ на поставку | G в , МПа | G т , МПа | d, % | Ударная вязкость при -40° С, кгс/см 2 | Твердость, не более |
| не менее | ||||||
| 1. | MWX42NS (Маннесман), бесшовные | 415 (42) | 290 (30) | 28 | 5 | 200HV |
| 2. | X42SS (NKK), бесшовные | 422 (43) | 295 (30) | 28,5 | 4-5 | 200 HV |
| 3. | X42SS (NSC), бесшовные | 422 (43) | 295 (30) | 28,5 | 4-5 | 200 HV |
| 4. | Сталь 20.ТУ14-3-460-75, бесшовные | 410 (42) | 220 (22) | 24-31 | 3 (-20°С) | - |
| 5. | Сталь 20. ГОСТ 8731-74, бесшовные | 420 (43) | 250 (25) | 21 | 3 | - |
| 6. | St40S (Сумитомо), бесшовные | 400 (41) | 260 (27) | 24 | 3 | - |
| 7. | St43, 7S (Х42, Маннесман), бесшовные | 430 (43) | 300 (31) | 25 | 3 | - |
| 8. | ТУ28Фр73 (Х42), электросварные | 422 (43) | 260 (27) | 24 | 5 | 205/250HB |
| 9. | ТУSXSS-40/77ЯС, электросварные | 422 (43) | 260 (27) | 24 | 5 | 200 HB |
| 10. | ТУ40/78H2S Фр. (Х52), электросварные | 464 (47) | 370 (38) | 24 | 5 | 205/230 HV |
| 11. | ТУ28/79 (Х52), электросварные | 464 (47) | 380 (39) | 22 | 4 | 230 HV |
| 12. | ТУ28/40-83H2S (Х46SS), электросварные | 443(45) | 320 (33) | 24 | 5 | 205/220 HV |
| 13. | ТУ28-КС-76Т, электросварные | 420 (43) | 260 (27) | 24 | 5 | 205 HB |
Приложение 2
|
|
|
СВОЙСТВА НАПЛАВЛЕННОГО МЕТАЛЛА ЭЛЕКТРОДАМИ
| Марка электрода | Тип | Химический состав, % | Механические свойства | |||||||||||
| C | Si | Mn | S | P | Mo | Ni | s в , МПа | s т , МПа | d, % | KCV, Дж/см 2 | ||||
| -20 | -40 | -60 | ||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| Электроды с основным покрытием | ||||||||||||||
| УОНИ 13/45 | Э46А | 0,09 | 0,25 | 0,55 | 0,024 | 0,025 | - | - | 430 | 310 | 27 | 80 | - | - |
| ОК 73.80 | -"- | 0,02 | 0,30 | 0,50 | 0,011 | 0,012 | - | 0,9 | 500 | 400 | 30 | 160 | 80 | 60* |
| УОНИ 13/55 | Э50А | 0,09 | 0,40 | 0,85 | 0,024 | 0,026 | - | - | 540 | 410 | 26 | 70 | - | - |
| ОК 53.70 | -"- | 0,06 | 0,36 | 1,21 | 0,013 | 0,008 | - | - | 540 | 400 | 28 | 106 | 58* | - |
| ОК 48.04 | -"- | 0,06 | 0,46 | 1,20 | 0,008 | 0,017 | - | - | 510 | 430 | 31 | 90 | - | - |
| Фокс ЕВ-50 | -"- | 0,09 | 0,45 | 1,10 | 0,011 | 0,018 | - | - | 540 | 440 | 29 | 100 | - | - |
| ЛБ-52У | -"- | 0,08 | 0,50 | 0,95 | 0,012 | 0,012 | - | - | 550 | 460 | 31 | 100 | 40* | - |
| Фирма 552О Мод | -"- | 0,06 | 0,50 | 0,50 | 0,010 | 0,020 | - | - | 510 | 420 | 25 | 98 | 47* | - |
| АСВ-255 | -"- | 0,07 | 0,43 | 1,2 | 0,013 | 0,016 | - | - | 550 | 460 | 27 | 90 | 46 | - |
| АСВ-268 | -"- | 0,07 | 0,47 | 1,0 | 0,018 | 0,019 | - | - | 560 | 430 | 29 | 116 | 83 | - |
| Филарк 76С | -"- | 0,075 | 0,5 | 1,8 | 0,015 | 0,02 | - | 0,99 | 575 | 455 | 26 | 150 | 100 | 60* |
| НВ-IСД** | Э55 | 0,06 | 0,4 | 1,54 | 0,009 | 0,003 | - | 1,35 | 570 | 480 | 26 | - | - | 60* |
| ВСФ-65У | Э60 | 0,09 | 0,35 | 1,20 | 0,024 | 0,027 | 0,35 | - | 630 | 520 | 26 | 90 | - | - |
| Шварц 3К Мод | -"- | 0,08 | 0,30 | 1,20 | 0,010 | 0,015 | 0,45 | - | 640 | 540 | 24 | 100 | 76 | - |
| Кессель 552ОМо | -"- | 0,10 | 0,70 | 1,4 | 0,020 | 0,015 | 0,6 | - | 640 | 550 | 26 | 80 | 47* | - |
| ОК 74.70 | Э60 | 0,08 | 0,4 | 1,3 | 0,015 | 0,015 | 0,4 | - | 620 | 540 | 26 | 80 | 45* | - |
| Филарк 88С | -"- | 0,08 | 0,5 | 1,9 | 0,015 | 0,018 | - | 0,99 | 650 | 460 | 24 | 100 | 80 | 60* |
| Фокс-Цель | Э42А | 0,11 | 0,12 | 0,6 | 0,018 | 0,022 | - | - | 520 | 450 | 26 | 95 | - | - |
| ВСЦ-4А | -"- | 0,12 | 0,14 | 0,7 | 0,026 | 0,030 | - | - | 520 | 430 | 18 | 40 | - | - |
| Кобе-6010 | -"- | 0,10 | 0,44 | 0,9 | 0,016 | 0,012 | - | - | 550 | 460 | 31 | 100 | - | - |
| Пайпвелд 60.10 | -"- | 0,12 | 0,14 | 0,5 | 0,014 | 0,020 | - | - | 450 | 360 | 28 | 50 | - | - |
| Фокс-Цель Мо | Э50А | 0,10 | 0,12 | 0,4 | 0,018 | 0,022 | 0,45 | - | 560 | 430 | 25 | 50 | - | - |
| Пайпвелд 70. 10 | " | 0,12 | 0,14 | 0,7 | 0,016 | 0,018 | 0,25 | 0,2 | 565 | 435 | 25 | 48 | - | - |
| Кобе-7010 | -"- | 0,15 | 0,27 | 0,7 | 0,015 | 0,016 | 0,25 | - | 570 | 440 | 26 | 48 | - | - |
| Кобе-80.10 | Э60 | 0,!5 | 0,28 | 0,92 | 0,007 | 0,018 | 0,22 | 1,1 | 605 | 490 | 23 | 51 | - | - |
______________
|
|
|
* Гарантированные минимальные значения
** Для опытно-промышленной партии
Приложение 3
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ СВАРНЫХ СОЕДИНЕНИЙ
1. Вырезка образцов.
1.1. Вырезка образцов осуществляется по схеме, указанной на рис. 1 (СНиП III-42-80).
|
|
|
Рис. 1. Схема отбора образцов для механических испытаний сварных соединений труб диаметром:
а) до 400 мм;
б) от 400 мм до 1000 мм;
в) 1000 мм и более:
1 - образец для испытаний на растяжение;
2 - образец для изгиба корнем шва наружу или на ребро;
3 - образец для изгиба корнем шва внутрь или на ребро.
Примечание. На поворотных стыках образцы вырезают равномерно по периметру стыка.
1.2. Необходимое количество образцов для испытаний: на растяжение, изгиб (корнем внутрь, корнем наружу и на ребро) приведено в табл. 1.
Таблица 1.
| Диаметр трубы, мм | Количество образцов для механических испытаний | |||||
| на растяжение | на изгиб с расположением корня шва | Всего | ||||
| наружу | внутрь | на ребро | ||||
| толщина стенки трубы до 12,5 мм включительно | ||||||
| до 400 | 2 | 2 | 2 | - | 6 | |
| свыше 400 | 4 | 4 | 4 | - | 12 | |
| толщина стенки трубы свыше 12,5 мм | ||||||
| до 400 | 2 | - | - | 4 | 6 | |
| свыше 400 | 4 | - | - | 8 | 12 | |
2. Испытания на статическое растяжение.
Размеры образцов должны соответствовать данным рис. 2 и табл. 2.
а)
б)
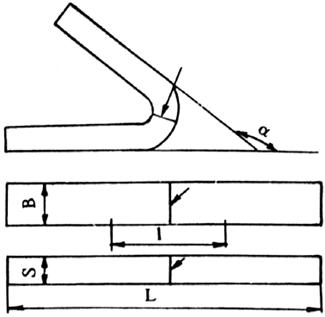
Рис. 2. Эскизы образцов (а и б) для механических испытаний сварных соединений на растяжение (размеры даны в табл. 2) по ГОСТ 6996-66:
а - тип XII; б - тип XIII
Таблица 2.
| Толщина основного металла (s), мм | Ширина рабочей части образца (b), мм | Ширина захватной части образца (b 1 ), мм | Длина рабочей части образца (l), мм | Общая длина образца (L), мм |
| До 6 | 15+/-0,5 | 25 | 50 | L = b + 2h, где h - длина захватной части образца, устанавливается в зависимости от конструкции испытательной машины |
| Более 6 до 10 | 20+/-0,5 | 30 | 60 | |
| Более 10 до 25 | 25+/-0,5 | 35 | 100 | |
| Более 25 до 50 | 30+/-0,5 | 40 | 160 |
3. Испытания на статический изгиб.
3.1. Размеры образцов должны соответствовать данным рис. 3 и табл. 3.
a)
б)
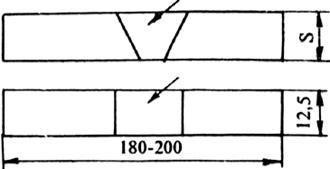
Рис. 3. Эскизы образцов для механических испытаний сварных соединений на изгиб по ГОСТ 6996-66;
а - корнем шва наружу или внутрь;
б - на ребро;
l - длина рабочей части образца, равная 0,33L
Таблица 3.
| Характеристика испытаний | Толщина основного металла (s), мм | Ширина образца b, мм | Общая длина образца (L), мм | Расстояние между опорами, мм | Диаметр нагружающей оправки (D), мм |
| Изгиб корнем шва наружу или внутрь | До 12,5 | 1,5s, но не менее 10 | 2,5D+80 | 2,5D | определяется в соответствии с табл. 4 настоящего |
| Изгиб на ребро | 12,5 и более | 12,5+/-0,2 | 180-200 | 80 | Приложения |
3.2. Выбор нагружающей оправки в соответствии с табл. 4.
Таблица 4.
Дата добавления: 2019-11-16; просмотров: 207; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!