ЭЛЕМЕНТЫ ОХЛАЖДАЮЩЕЙ И СМАЗОЧНОЙ СИСТЕМ
225
|
|
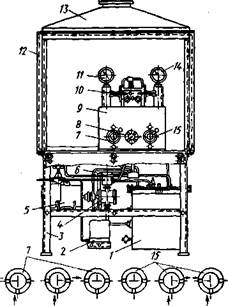
Рнс. 163. Стенд для испытания центрифуги двигателя автомобиля ЗИЛ-43НЮ
Смазочные трубопроводы промывают керосином или горячим раствором СМС, а затем горячей водой и продувают сжатым воздухом. Трещины в трубках запаивают твердым припоем. Дефектные соединительные штуцера заменяют новыми. После ремонта смазочные трубопроводы испытывают в течение 2 мин на герметичность сжатым воздухом давлением 0,4 МПа.
Сборку и испытание смазочного
фильтра (центрифуги) рассмотрим на
примере автомобиля ЗИЛ-431410. Сма
зочные фильтры собирают в условиях,
обеспечивающих чистоту деталей. Все
детали должны быть тщательно вымыты
и просушены. Внутренние каналы и от
верстия деталей после промывки проду
вают сжатым воздухом. А Б В А
Закрепив за фланец корпус 34 (см. рис. 29) в сборе с трубкой 26, шайбой 24 и осью центрифуги 23, вворачивают пробку 28. Вставив шарик 33, пружину перепускного клапана 32, стакан штуцера 31 и прокладку 32, затягивают штуцер 29 перепускного клапана, момент затяжки 25 ... 30 Н-м. Вывернув жиклеры 19 и пробки поочередно с каждого сопла и не допустив разукомплектовывания деталей, продувают калиброванные отверстия жиклеров сжатым воздухом и ставят на место. Затем устанавливают уплотнительное кольцо 20 и прокладку 15.
Поочередно на ось центрифуги 23 надевают упорный подшипник 22, упорное кольцо 21, корпус 17 центрифуги в сборе с сеткой, вставку 13 и пружину 12. Установив стопорное кольцо 2, прокладку 3, шайбу 4 и крышку 8 корпуса центрифуги, затягивают гайку 5, момент не должен превышать 20 Н- м. После установки упорной шайбы //, пружинной шайбы 10 заворачивают гайку 9 оси центрифуги, момент затяжки 55 ... 80 Н-м. Затем ставят прокладку 27, кожух 7 центрифуги и заворачивают гайку 6 от руки. После затяжки гайки оси центрифуги корпус должен иметь осевой зазор не более 0,8 мм и свободно вращаться на оси.
После ремонта центрифугу испытывают на стенде (рис. 163), позволяющем проверить легкость вращения ротора, направление струй, вытекающих из жиклеров, и частоту вращения ротора.
Основанием стенда служит стол 3, внутри которого установлены электродвигатель 5, соединенный упругой муфтой со смазочным лопастным насосом 4, имеющим предохранительный клапан 6, и бак / для смазочного материала. На столе размещен шкаф 12 с зонтиком 13, патрубок которого подсоединен к вентиляционной системе. Внутри шкафа установлена подставка 9 с пневматическим прижимным устройством 10 яля крепления корпуса испытуемого фильтра. Управление прижимным устройством осуществляют клапаном, расположенным в корпусе 2. На лицевой стороне подставки смонтированы трехходовые краны 7 и 15,
226
ДВИГАТЕЛЬ И ЕГО СИСТЕМЫ
воздушный манометр 8, манометры // и 14, контролирующие давление смазочного материала в системе.
При испытании центрифуги краны 7 я 15 устанавливают в положение А. Смазочный материал, засасываемый из бака насосом, пройдя клапан 6 и кран 7, поступает через вентиль и обратный клапан в испытуемую центрифугу, откуда стекает в поддон и по сливному трубопроводу возвращается в бак. Давление смазочного материала 2,5 ...ЗМПа, поступающего в центрифугу, контролируют по манометру И. При этом давлении должен начать вращаться ротор центрифуги. Правильность направления струй смазочного материала, вытекающих из жиклеров, проверяют при снятом колпачке и искусственном притормаживании ротора. Трехходовые краны 7 и 15 устанавливают в положение Б. Давление смазочного материала 20 ... 30 МПа, поступающего в центрифугу, контролируют по манометру/4.
Для проверки частоты вращения ротора краны 7 и 15 устанавливают соответственно в положения Б я В. Смазочный материал при этом поступает в центрифугу через вентиль, отрегулированный на давление 35 МПа, и обратный клапан. Частота вращения ротора центрифуги должна быть не менее 5800 мин-1. При установке крана 7 в положение В смазочный материал, нагнетаемый насосом, проходит предохранительный клапан 6 и возвращается в бак. В этом положении крана снимают и устанавливают центрифугу, а также выполняют все регулировочные работы.
Крепление фильтра в сборе на двигатель после ремонта осуществляют через прокладку 35 (см. рис. 29) болтами 38 с установкой пружинных 37 и плоских 36 шайб. Затем к фильтру подсоединяют трубопроводы.
Дата добавления: 2019-01-14; просмотров: 312; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!