Описание техпроцесса изготовления лимба
Заготовки поступают в цех со следами шамота на поверхности, разной толщины, на одной из поверхностей выдавливается марка стекла и номер партий. Так как финишные операции мы планируем проводить на станках с двухсторонней обработкой, то для успешной обработки и сохранения работоспособности инструмента необходимо произвести грубое шлифование с обеих сторон и фасетирование. Целью грубого шлифования является снятие основного припуска, выравнивание поверхностей, придание заготовке формы, близкой к форме готовой детали. Грубое шлифование производится на станке 3Д756. Для этого заготовки блокируются на металлические квадраты и крепятся на магнитном столе станка. Обработка производится чашечным алмазно – абразивным инструментом типа 12А2. После снятия припуска с первой стороны, заготовки переблокируются и обрабатывается вторая сторона. Далее следует разблокировка и промывка.
Заготовкой лимба является прессовка. Заготовки поступают в цех со следам шамота на поверхности, разной толщины. На одной из поверхностей выдавливается марка стекла и номер партии. Так как финишные операции мы планируем проводить на станках с двухсторонней обработкой, то для успешной обработки и сохранения работоспособности инструмента необходимо произвести грубое шлифование с обеих сторон и фасетирование.
Целью грубого шлифования является снятие основного припуска, выравнивание поверхностей, придание заготовке формы, близкой к форме готовой детали. Грубое шлифование производится на станке ЗД756. Для заготовки блокируются на металлические квадраты и крепятся на магнитном столе станка. Обработка производится чашечным алмазно – абразивным инструментом типа 12А2.
После снятия припуска с первой стороны, заготовки переблокируются и обрабатывается вторая сторона. Далее следует разблокировка и промывка. После грубого шлифования толщина заготовки имеет допуск ± 0.05 мм и шероховатость Ra 2.5.
Выравненные заготовки склеиваются в пакеты (столбики) высотой приблизительно 60мм. Во избежание образования выколок на поверхностях выхода инструмента к ним приклеивают дополнительные предохранительные пластинки.
В начале производится округливание на круглошлифавальном станке. Модель станка для круглого шлифования выбирают с учетом размера изделия и требуемого класса точности обработки по диаметру.
Отверстия от 5 до 100мм сверлят с помощью алмазного инструмента специализированных или обычных металлообрабатывающих сверлильных станках, оснащенных системой подачи СОЖ и устройством её подвода во внутреннюю полость инструмента. Избыточное давление, которым подается СОЖ, обеспечивает ее проникновение в зону контакта режущей кромки инструмента со стеклом и вынос оттуда продуктов износа.
Приспособление для крепления пакетов для проведения сверления изготовлено таким образом, чтобы обеспечить соосность наружного диаметра лимба и отверстия в центре лимба. Отверстие в центре лимба изготавливают с помощью перфорируемого сверла, которое представляет собой трубчатый инструмент, на цилиндрической поверхности которого нанесены сквозные отверстия диаметром 5 мм. Наличие этих отверстий позволяет циркулировать смазочно - охлаждающей жидкости и удалять осколки стекла из зоны обработки.
Операция кругление предназначена для придания заготовке цилиндрической формы.
Кругление выполняют на круглошлифовальных или бесцентрово – шлифавальном станках.
Универсальный круглошлифовальный станок 312М предназначен для обработки цилиндрических поверхностей деталей диаметром до 200 мм. Обрабатывающим инструментом служит алмазный круг. Скорость вращения 2500 об/мин. Подача шлифовального круга осуществляется вручную или автоматически.
Перед круглением детали соединяют в столбик с помощью смолы или воды. Слой смолы должен быть не более 0,01 – 0,05 мм. Нагретые детали смазывают смолой и плотно прижимают друг к другу в приспособлении. После получения нужной длины его сжимают и приспособление оставляют для охлаждения как показано на рисунке 3. На края столбика наклеивают бракованные детали для предохранения годных от выколок.
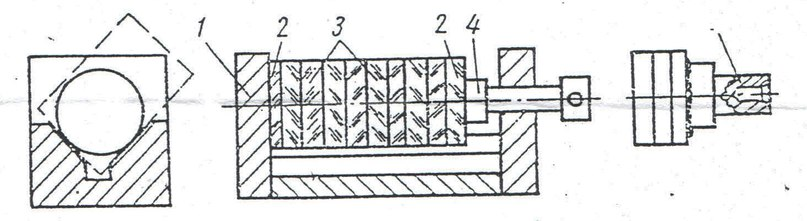
Рисунок 3 Склейка столбика:
1 – стойка приспособления; 2 – защитная пластина; 3 – столбик;
4 – зажимная штанга; 5 – шайба
Заготовки 5 зажимают в центрах круглошлифовального станка через специальные металлические шайбы 2 и войлочные или картонные прокладки 3, как показано на рисунке 4. Шлифовальный круг 4 имеет вращательное движение, противоположное вращению заготовки. Заготовки имеют продольную подачу, инструмент – поперечную. Охлаждающая жидкость – эмульсор.
Контроль диаметра деталей после кругления производят скобами, штангенциркулем, микрометром.
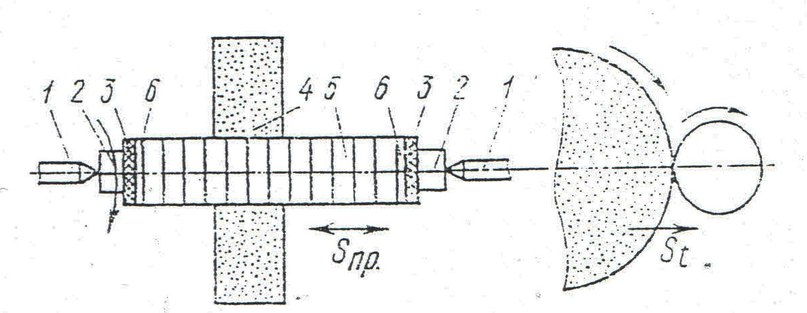
Рисунок 4 Кругление заготовок на круглошлифовальном станке
Дата добавления: 2018-08-06; просмотров: 729; | Поделиться с друзьями:
|

Мы поможем в написании ваших работ!