Ремонт балок набора и других балок конструкции
Рамный набор не ремонтируется, кроме кромочных деформаций стенок балки: Δh/h ≤0,1.
Во всех остальных случаях рамный набор вырезается, изготавливается новый с последующим монтажем на судне.
Ребра жесткости:
1. Производится вырезка дефектного участка набора, правка его в цеховых условиях и последующий монтаж в корпус после правки обшивки.
2. Удаление дефектного участка набора и замена его на новый.
3. Правка набора осуществляется вместе с правкой обшивки.
4. Правка ребер жесткости в составе корпуса после удаления из района дефектного участка обшивки. В этом случае балку нагревают в 2-х местах: у подошвы изгиба и в центре. Остальные балочные конструкции ремонтируются аналогично рассмотренным приемам (привальный брус ремонтируется аналогично рамному набору).
Смена обшивки подетальным методом
1. Разметить дефектные участки.
2. Вырезать деформированный участок с отделением обшивки от набора (если набор будет заменяться на новый) или только обшивку без набора по линии разметки. В первом случае следует учитывать, что линии реза обшивки и набора не должны совпадать на 100–150 мм.
Здесь может встретиться 2 случая:
– набор выступает внутрь дефектного участка;
– набор отстоит на таком же расстоянии от линии реза в сторону дефектного участка.
Резка производится газовыми, керосиновыми, бензорезаками. Отделение обшивки от набора производится электровоздушной строжкой.
|
|
|
Большие карты вырезаемого участка для удобства транспортировки разрезают на более мелкие.
З. Подготовить кромки выреза для оставшегося полотнища и набора под сборку:
а) выровнять кромки «под линейку» по «чистовым» кромкам;
б) устранить волнистость кромок, если она появилась, при демонтаже дефектного участка (производится тепловым безударным методом – нагреваются вершины волн, вторичный нагрев запрещен);
в) удалить с кромок наплывы металла, шлаков, и, при толщине более 6 мм, производится разделка кромок в соответствие с ГОСТ:

|
Рис. 6.5. V – образная разделка кромок
4. Изготовить новый участок отдельно обшивки, отдельно набора. Новые детали в цеху или непосредственно на борту судна вырезаются на гильотине, пресс-ножницах по шаблонам или по размерам, снятым непосредственно на деформированном участке. Гибку производят на гибочных вальцах. Тавровые балки предварительно собираются в цеховых условиях, а сортовой прокат обрезается в размер. Небольшие участки изготавливаются с двумя «чистовыми кромками» и двумя кромками с припуском. При толщине листа более 8 мм плоские участки обшивки небольших размеров изготавливают с четырьмя «чистовыми кромками». Все криволинейные участки, вне зависимости от толщины металла, изготавливаются с одной «чистовой кромкой».
|
|
|
5. Установить на место и сварить стыки набора, установить полотнище по «чистовым» кромкам, закрепить его с помощью электроприхваток.
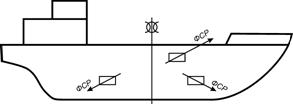
6. Назначить фронт распространения сварочных работ (ФРСР). Угол распространения – от миделя к оконечности корпуса и ближе к свободной кромке, с угла на угол как показано на рис. 6.6.
|
Рис. 6.6. Назначение фронта распространения сварочных работ
Сварить обшивку с внутренней стороны по «чистовым» кромкам в соответствии с ФРСР, удалить припуск с «черновых» кромок, и приварить окончательно новую деталь к корпусу. Приварить набор к обшивке, зачистить кромки с наружной стороны, сварить обшивку. Ликвидировать остаточные деформации, если они появились, с помощью нагрева. Зачистить участок – район швов. Проверить на герметичность, загрунтовать, покрасить.
Листы небольших размеров, которые используются при ремонте корпуса, называются вставками. Все вставки ввариваются в корпус встык. Иногда при ремонте, как временное мероприятие, применяют накладные листы (по согласованию с предприятием). Вставки по форме могут быть круглые (диаметром до 200 мм), овальные (с наименьшей стороной до 200 мм), прямоугольные. Кроме этого, вставки делят на З группы:
|
|
|
– вставки, в составе которых отсутствует набор;
– вставки, в составе которых есть набор одного направления;
– вставки, в составе которых есть набор двух направлений.
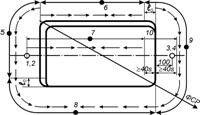
В качестве примера ниже приведены схемы вварки вставок 2-ой группы (см. рис. 6.7 и 6.8)

|
|
Рис. 6.7. Установка и вварка вставки 2-ой группы

| 
| 
|
Рис. 6.8. Вварка криволинейной вставки 2 группы
Дата добавления: 2018-05-09; просмотров: 756; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!