ОСНАСТКА И ОБОРУДОВАНИЕ, ПРИМЕНЯЕМЫЕ ДЛЯ ПРЕССОВАНИЯ ЛОПАСТЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
К оснастке для прессования композиционных материалов относят специальные приспособления и прижимные устройства, спроектированные по форме специально для деталей определенной конфигурации, которые фиксируют положение набранных слоев нити, ткани, шпона, заполнителя, создают необходимое давление, а иногда передают тепло или служат источником тепла, необходимого для полимеризации связующего.
При проектировании и выборе оборудования и оснастки необходимо учитывать:
- стоимость оборудования оснастки;
- количество изготавливаемых изделий;
- величину требуемого удельного давления;
- режим отверждения связующего;
- возможность быстрой запрессовки и простоту обращения с оснасткой;
- обеспечение взаимозаменяемости и увязки оснастки (рис. 15).
Теоретический
плаз лопасти
Чертеж лопасти
Теоретический
Конструктивный
плаз
ШКК
ШКС
лопасти
КРС
лопасти
Эталон
лопасти
Монтажный
эталон
Стапель
лопасти
Лопасть
ШКС
хв. отсеков
ШК
нервюры
ШВК
нервюры
ШКС
лонжерона
ШВК
лонжерона
ШКС
оправки
Оправка
Пресс-форма
ШКС
пресс-формы
Лонжерон
Рамы и балки
Приспособление
д/хост.
Нервюры
Формоблок
Рубильники стапеля
(со слепком)
Хвост. отсеки
Рис. 15. Схема обеспечения увязки заготовительной и сборочной оснастки при изготовлении лопасти.
Стапель первого перехода. Пресс-Форма для вклейки лонжерона лопасти.
|
|
|
Для изготовления лонжерона стеклопластиковой лопасти применяется механизированный стапель первого перехода.
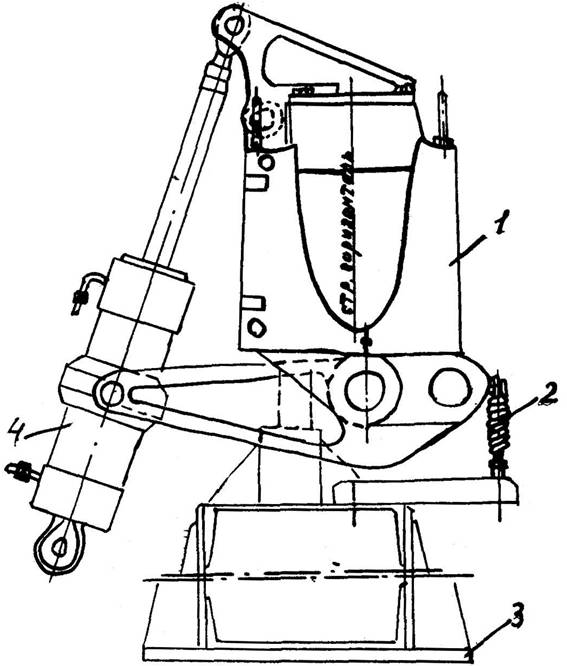
Рис.16. Сечение пресс-формы для выклейки лонжерона лопасти:
- корпус пресс-формы;
- пружина;
- основание;
- гидроцилиндр
Стапель состоит из следующих основных частей: подвижных и неподвижных полукорпусов пресс-форм, балок, опорных оснований, гидроцилиндров для закрытия пресс-форм, комлевой и концевой заглушек. Внутренний контур полукорпусов пресс-форм обрабатывается по шаблонам ШКС лонжерона, снятым с теоретического плаза лопасти с учетом толщины антиобледенительной системы. Высокая точность собираемого изделия (лонжерона лопасти) требует еще большей точности при монтаже стапеля. На инструментальном стенде производят установку и заливку подпятников для пресс-форм стапеля, затем производят установку неподвижных полукорпусов пресс-форм с помощью оптических приборов - теодолита и нивелира или ППС-11. После этого специальными болтами производят установку подвижных полукорпусов пресс-форм и закрепляют пресс-формы в рабочем положении цементным раствором. В пресс-форме производят установку нагревателей, места стыков заливают смесью следующего состава:
|
|
|
- металлические опилки - 60%;
- алебастр - 20%;
- песок - 20%.
На следующем этапе сборки устанавливают гидроцилиндры для открытия и закрытия пресс-форм. Производят подключение гидросистемы цилиндров к насосной станции и проверку работы пресс-форм стапеля (рис. 16).
Стапель для сборки и склейки лонжерона с хвостовыми отсеками (стапель второго перехода)
Стапель для склейки лопасти состоит из следующих основных частей: опорных оснований, нормализованных колонн, верхней и нижней балок, прижимов, рубильников, узла для фиксации наконечника лопасти, гидроцилиндров для создания давления прижимами. На нижней балке каркаса стапеля установлены кронштейны, на которых на специальном основании смонтирован ложемент, воспроизводящий контур носка лопасти и осуществляющий одновременно поджим ранее приклеенного нагревателя лопасти. На верхней и нижней балках установлены стаканы для заливки фиксаторов для крепления рубильников, которые обеспечивают заданную крутку лопасти (рис. 17).
В стапеле установлен узел фиксации наконечника, который в процессе нагрева освобождается в продольном направлении и перемещается вместе с удлиняющимся лонжероном. Давление при склеивании обшивок хвостовых отсеков с лонжероном создается боковыми прижимами от пневмоцилиндров через рычаги. Ось поворота рычага находится на ушках кронштейнов крепления основания ложемента. При давлении воздуха в цилиндре на боковых прижимах обеспечивается удельное давление склеивания, равное 8-10 кгс/см2. Давление для склеивания сотового заполнителя хвостовых отсеков с задней стенкой лонжерона создается верхними прижимами, установленными на верхней балке каркаса стапеля.
|
|
|
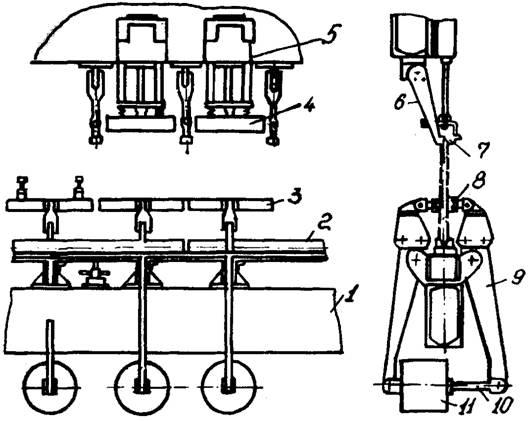
Рис. 17. Стапель для склеивания лопасти вертолета:
- основание;
- ложемент;
- боковой прижим;
- верхний прижим:
- цилиндр;
- упор;
- прижим;
- обогрев;
- рычаг;
- шток;
- цилиндр.
Колодки верхних и боковых прижимов перемещаются на роликах. Воздух для питания цилиндров верхних и боковых прижимов подводится от пульта управления через редуктор по трубкам и шлангам. Пневматический пульт управления стапелем, кроме функций питания, выполняет также функции регулирования давления в цилиндрах и регистрацию выполнения режима. От двух электроконтактных манометров в сети верхних и нижних цилиндров работает световая сигнализация, извещающая о нарушении заданного уровня давления. Два электрических самозаписывающих манометра регистрируют на бумажном диске колебания давления в течение всего времени склеивания. Нагрев в процессе склеивания осуществляется трубчатыми электронагревателями (ТЭН), установленными в боковых колодках. Питание ТЭН и регулирование температуры ведется специально изготовленным автоматом АРТИ-1М.
|
|
|
Учитывая токсичность применяемых компонентов, работы по изготовлению изделий из стеклопластиков следует выполнять при строгом соблюдении определенных требований техники безопасности и гигиены труда, разработанных Институтом гигиены труда и профзаболеваний Министерства здравоохранения РСФСР [32].
ЛИТЕРАТУРА
- Абибов А.Л. [и др.]. Технология самолетостроения. "Машиностроение", 1970.
- Абибов А.Л. [и др.]. Применение конструкционных пластмасс в производстве летательных аппаратов. "Машиностроение", 1971.
- Архангельский Б.А. Пластические массы. Л. Судпромгиз, 1961/
- Бахарева В.Е., Конторовская И.А., Петрова Л.В. - Эпоксидные стеклопластики в судовом машиностроении. Л. Судостроение, 1968.
- Григорьев В.П. Методическое пособие по технологической части ипломного проекта для специальностей "самолетостроение" и "вертолетостроение". МАИ, 1971.
- Братухин И.П. Проектирование и конструкция вертолетов. Оборонгиз, 1955.
- Machinery (L), 1959, V. 95, № 2434, р. 35÷41.
- Aircraft and missiles manufacturing, 1958, V. 1, №11, p 36÷41.
- Далин В.Н. Конструкция вертолетов. “Машиностроение”, 1971.
- Aviation Week, 1961, V. 74, №25, р. 93÷94.
- Plastics World, 1963, IX, V 21, №9, р. 85.
- Патент США 18-45, №2739350.
- Kunststoffen Luftfansttechnick Ra 6, № 22, S 33÷34
- Plastics World 1961, V. 190, № 7, р. 30÷31.
- Aviation Week and Space Technology, August 29, 1966, p. 41÷46.
- Interavia Air Letter, 1968, 2, IV № 6478,р. 9.
- Interavia Air Letter, 1965, 24, XI, № 5883, р. 6.
- Aviation Week, 1967, ХII, V, 87, № 27, р. 32÷34.
- British Plastics, 1966, V. 39, № 8, р. 436÷440.
- Росато Д.В., Грове К.С. Намотка стеклонитью. Перевод с англ. “Машиностроение” 1969.
- Киселев Б.А. Стеклопластики. Госхимиздат, 1961.
- Advances in structural composites, 12-th National Sampe Symposium, 1967, V. 12, р. 26.
- Advanced Fibrous Reinforced Composites, 1966, р 21÷30.
- Journal of Composite Materials, 1968, V 2, № 1 р 32÷42.
- Materials in Design Engineering, 1964, V 60, № 2, р. 86÷91.
- Догматырский Б.А., Сироткин О.С, Ярковец А.И. Болтовые и заклепочные соединения конструкций из стеклопластиков, МАИ, 1972.
- Цыплаков О.Г. Основы формования стеклопластиковых оболочек. “Машиностроение”, 1968.
- Тарнопольский Ю.М., Скудра А.М. Конструкционная прочность и деформативность стеклопластиков Рига,”Зинатне”. 1966.
- Капелюшник И.И., Михалев И.И., Эйдельман Б.Д. “Технология склеивания деталей в самолетостроении. “Машиностроение”, 1972.
- Кардашов Д. А. Синтетические клеи “Химия”, 1968.
- Кейгл Ч. “Клеевые соединения”. Перевод с англ. “Мир”, 1971.
- Вредные вещества в промышленности. Под общей ред. проф. Лазарева И.В. “Химия”, 1965.
- Композиционные материалы в конструкции летательных аппаратов. Сборник статей. Перевод с англ. Г.А. Молодцова. Под редакцией проф. А.Л. Абибова. “Машиностроение”, 1975.
- Берсудский В.Е., Крысин В.Н., Лесных СИ. Технология изготовления сотовых авиационных конструкций. “Машиностроение”, 1975.
- Черняк К.И. Неметаллические материалы в судовых электро- и радиотехнической аппаратуре. Справочник. “Судостроение”, 1966.
ОГЛАВЛЕНИЕ
Предисловие 3
Введение 4
Глава I. Обзор конструкций лопастей и способов их изготовления 6
§ 1.1. Анализ конструкций лопастей 6
§ 1.2. Лопасти деревянной конструкции 7
§ 1.3. Лопасти металлической конструкции 8
§ 1.4. Лопасти смешанной конструкции 10
§ 1.5. Лопасти из композиционных материалов 12
Глава II. Конструктивно-технологические особенности неметаллических лопастей вертолетов 16
§ 2.1. Требования, предъявляемые при проектировании и изготовлении лонжеронов лопастей 16
§ 2.2. Материалы, применяемые для изготовления лопастей из неметаллов 18
§ 2.3. Конструктивные достоинства и недостатки лопастей из стеклопластика 20
Глава III. Технологические процессы изготовления лопастей из композиционных материалов 27
§ 3.1. Общие положения 27
§ 3.2. Технологический процесс изготовления лопастей контактным способом 30
§ 3.3. Технологический процесс изготовления лонжеронов лопасти методом пропитки под давлением 32
§ 3.4. Технологический процесс изготовления лонжерона методом намотки 33
§ 3.5. Технологический процесс изготовления лопастей способом прессования 36
§ 3.6. Конструкция цельностеклопластиковой лопасти несущего винта и ее изготовление способом пресскамеры 37
§ 3.7. Технологический процесс изготовления хвостовых отсеков лопасти 40
§ 3.8. Технологический процесс изготовления противообледенительной системы лопасти вертолета автоклавным способом 42
§ 3.9. Сборка и склеивание лопасти 43
Глава IV. Контроль качества изготовления лопастей из КМ 48
§ 4.1. Контроль исходных материалов 48
§ 4.2. Контроль качества склеивания лопасти 49
Глава V. Оснастка и оборудование, применяемые для прессования лопастей из композиционных материалов 53
§ 5.1. Стапель первого перехода. Пресс-форма для вклейки лонжерона лопасти 55
§ 5.2. Стапель для сборки и склейки лонжерона с хвостовыми отсеками (стапель второго перехода) 56
Литература 59
Дата добавления: 2018-05-01; просмотров: 1361; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!