Технологический процесс изготовления лопастей способом прессования
Процесс прессования осуществляется в жестких пресс-формах на гидравлических прессах. При этом способе как внешняя, так и внутренняя поверхности изделия имеют исключительно высокую гладкость, изделие получается с высокими физико-механическими свойствами. В зависимости от свойств формуемого материала удельное давление при прессовании изменяется от 50 до 400  , Этот метод применяется для изготовления обшивок одинарной и двойной кривизны, лонжеронов и нервюр крыльев, лопастей гребных винтов, пропеллеров, лопастей хвостовых винтов, лопаток компрессоров и турбин двигателей (рис. 7).
, Этот метод применяется для изготовления обшивок одинарной и двойной кривизны, лонжеронов и нервюр крыльев, лопастей гребных винтов, пропеллеров, лопастей хвостовых винтов, лопаток компрессоров и турбин двигателей (рис. 7).

Рис. 7. Схема прессования в жесткой пресс-форме:
- пуансон;
- матрица;
- прессуемое изделие;
- ограничитель зазора
Процесс прессования лонжеронов, пропеллеров, гребных винтов, крыльчатых насосов и вентиляторов состоит из следующих основных операций: подготовки исходного материала и его дозировки, подготовки пресс-формы и загрузки, укладки прессматериала в пресс-форму, прессования, т.е. выдержки при температуре под давлением, распрессовки с последующей механической обработкой и контроля детали. При прессовании изделий особенно сложного профиля из стекло-шпона или стеклоткани операции раскроя, подготовки и укладки материала имеют особенное значение, так как правильная укладка обеспечивает необходимую геометрию и внешний вид изделия; это объясняется тем, что способность материала перераспределяться под давлением по полости пресса-формы крайне ограничена.
Необходимая геометрия лопастей обеспечивается за счет набора заготовок пропитанной стеклоткани или стеклошпона, раскроенных в соответствии с теоретическим чертежом изделия.
Технологические параметры или режимы прессования, предварительно устанавливаются технологом в соответствии с техническими условиями на изделия, а затем уточняются при изготовлении первых изделий. Отпрессованная лопасть подвергается механической обработке по контуру с целью снятия облоя и доведения кромок до чертежных размеров. Приемка лопастей производится на основании их наружного осмотра, определения веса и центровки лопасти, контроля контура и качества лопасти.
Конструкция цельностеклопластиковой лопасти несущего винта и ее изготовление способом пресскамеры
Цельностеклопластиковая лопасть для несущего винта вертолета обычно имеет прямоугольную или трапециевидную форму в плане с переменной закруткой поперечных сечений, изменяющейся по линейному закону. Лопасть состоит из несущего лонжерона, секционированного каркаса в виде хвостовых отсеков, комлевого узла для присоединения ко втулке несущего винта и законцовки с располагаемым внутри нее балансировочным устройством, закрепленным на лонжероне (рис. 8).
Несущий лонжерон, пустотелый внутри и имеющий форму носовой части аэродинамического контура лопастей, изготовляется из двух-трех стеклопластиковых профилей двух выбранных относительных толщин. Меньшую относительную толщину имеет концевой участок, переходной участок лонжерона между сечениями с разными профилями имеет форму, образуемую по линейному закону. Ширина лонжерона несколько менее 1/3 хорды и сохраняется по всей длине одинаковой. Толщина стенки лонжерона по его ширине переменна и утолщена в верхней и нижней частях поперечного сечения, Наконечник лопасти из стали 40ХНМА крепится к лонжерону на клее ВК-3 и болтами. Для обеспечения противофлаттерных характеристик лопасти в носовую часть лонжерона вклеивается секционный стальной противовес на клее ВК-3, Лонжерон для прессования собирается из двух предварительно отформованных частей из стеклоткани АСТТ/δ/С1, пропитанной связующим ЭФ-32-301,с расположением основы вдоль оси лонжерона. Предварительным формованием при температуре 60-70°С образуются внешний и внутренний профили лонжерона.
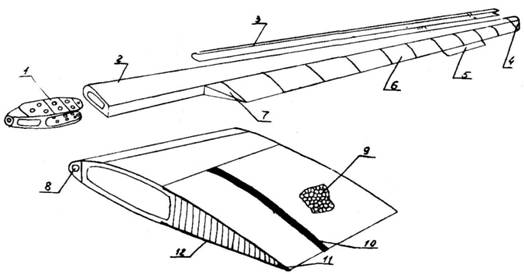
Рис. 8. Технологическое членение лопасти:
- комлевой узел;
- лонжерон;
- антиобледенительная система;
- концевой обтекатель;
- триммер;
- хвостовая секция;
- комлевой обтекатель;
- противовес;
- сотовый заполнитель;
- резиновый вкладыш;
- стрингер;
- обшивка
Создание стеклопластиковой лопасти в основном решается созданием лонжерона, поскольку изготовление хвостовых отсеков почти аналогично изготовлению освоенных серийно хвостовых отсеков цельнометаллической лопасти [34].
Исходя из прочностных, аэродинамических и весовых требований при изготовлении лонжерона должны быть соблюдены:
заданные схемой раскроя конфигурация и количество слоев стеклоткании;
допуски на отклонение веса и статического момента, обусловленные чертежом;
точность наружного контура;
закрутка по длине с точностью 101;
высокая гладкость наружной поверхности;
стабильность прочностных, аэродинамических, весовых параметров от изделия к изделию.
После опрессовки профили обрезаются в размер чертежа, из припусков вырезаются образцы для проверки процентного содержания связующего, летучих, частичной полимеризации. Затем производится сборка профилей. Прессование лонжерона осуществляется методом пресс-камеры (рис.9). На собранный пакет через эластичный резиновый мешок подается давление воздуха. Под действием давления пакет принимает форму жесткой пресс-формы, и под действием температуры происходит полимеризация связующего. Мешок изготавливается из двух слоев сырой резины, которая дублируется на клее КР-6-18, вулканизуемой при Т=143±5°С и давлении 5 кгс/см2 в течение 60 мин.

Рис. 9. Схема прессования стеклопластикового лонжерона
Собранный лонжерон устанавливается в пресс-форму, внутри пресс-формы создается вакуум Р=0,6÷0,8 кгс/см2 , затем подается давление в мешок и производится нагрев по соответствующему режиму для полимеризации связующего.
Затем необходимо охладить лонжерон под давлением 10 кгс/см2 до Т=40÷50°С, снять давление в мешке. Произвести термообработку лонжерона при Т=165°С в течение
1 ч. без давления, вынуть лонжерон, из лонжерона вынуть оправку и мешок, обрезать технологический припуск (из припусков вырезаются образцы для испытаний), произвести контроль качества склейки, геометрических параметров, закрутки и веса лонжерона. Затем лонжерон поступает на сборку в стапеле второго перехода.
Дата добавления: 2018-05-01; просмотров: 2410; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!