Технологический процесс изготовления лонжерона методом намотки.
Применение технологического процесса намотки нитью обеспечивает изготовление армированных композиционными материалами изделий высокой прочности и малого веса благодаря использованию высоких прочностных свойств непрерывных волокон и нитей, заключенных в связующее. Намотка производится на автоматических станках лентой или прядью на оправках, удаляемых или используемых как неотъемлемая составная часть конструкции. Нити любого вида смачиваются непосредственно перед намоткой (“мокрый” способ) или пропитываются заранее (“сухой” способ). В зависимости от требуемой ориентации нитей или ленты в конструкции различают несколько разновидностей намотки: тканевая намотка, продольно-поперечная намотка (ППН) и непрерывная намотка [27].
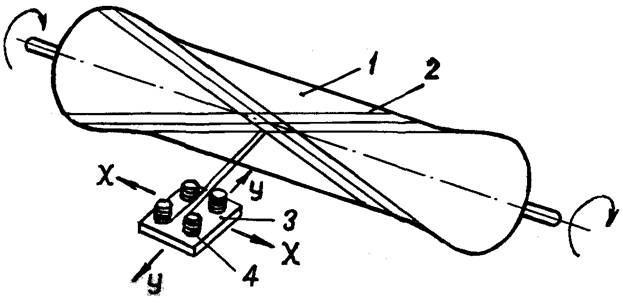
Рис. 6. Схема станка для намотки лонжерона:
- оправка;
- стеклонить;
- каретка;
- шпули
Рассмотрим изготовление лонжерона лопасти хвостового винта методом непрерывной (спиральной) намотки на оправку (рис. 6). Этот вид намотки позволяет осуществить полную автоматизацию процесса формования изделия, а потому дает большие возможности повышения производительности труда, культуры производства и техники безопасности. Для получения заданного угла намотки необходимо программировать возвратно-поступательные перемещения раскладчика станка в зависимости от числа оборотов оправки. Время технологического выстаивания раскладчика в крайних положениях подбирается эмпирически с помощью резьбовой гайки каретки. Выдержка считается правильной при отсутствии зазоров между соседними витками и нахлестке не более 1/3 ширины ленты. Станки для непрерывной намотки имеют различные конструктивные оформления [2], [20].
|
|
|
Технологический процесс изготовления лонжерона лопасти методом намотки
| Содержание операций | Оборудование, оснастка и инструмент | Разряд работы | Норма времени мин. |
| 1 | 2 | 3 | 4 |
| Изготовление оправки и покрытие ее антиадгезионной разделительной смазкой (полиизобутиленовым раствором в бензине) | Приспособление для изготовления оправки, стол с вытяжкой, кружка со смазкой, пульверизатор, кисть | ||
| Подготовка станка к работе; проверка и регулировка всех его частей | Станок НС-1, смеситель для приготовления связующего | ||
| Установка оправки на станок, крепление ее | Станок НС-1, оправка с резиновым мешком | ||
Намотка нитей лонжерона на оправке под углом  сС к оси лонжерона. Примечание. Для удержания нити в зоне разворота применяются специальные технологические приемы: разворот нити с помощью ложного днища или разворотной гребенки, так как в зоне разворота нить находится в неустойчивом равновесном состоянии сС к оси лонжерона. Примечание. Для удержания нити в зоне разворота применяются специальные технологические приемы: разворот нити с помощью ложного днища или разворотной гребенки, так как в зоне разворота нить находится в неустойчивом равновесном состоянии
| Станок НС-1, оправка | ||
| Снятие лонжерона со станка и установка в пресс-форму для прессования лонжерона | Станок НС-1, оправка, пресс-форма для лонжерона | ||
| Полимеризация связующего в пресс-форме по специальному режиму. Примечание. В связи с тем, что на плоской боковой поверхности лонжерона имеющей радиус кривизны ∞, нормальные усилия от натяжения отсутствуют [28] давление подается изнутри через резиновый мешок, тем самым обеспечивается качественная склейка пакета лонжерона | Пресс-форма для лонжерона, термопары, потенциометр, датчик давления | ||
| Охлаждение пресс-формы, снятие давления, распрессовка, зачистка от потеков связующего, обрезка припусков для изготовления образцов. | Шарошка с пневмодрелью, специальные ножи, вертикально-фрезерный станок | ||
| Проверка качества склейки и контроль геометрических весовых параметров и контура лонжерона, крутки | Шаблон ШКС, Прибор ИАД-2, весы ВС-500, приспособления для продольной балансировки и проверка закрутки |
|
|
|
Дата добавления: 2018-05-01; просмотров: 1603; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!