Я ручная шлифовальная пневматическая машина 10 страница
На рис. 4.4 приведены расчетные схемы для определения моментов, действующих на манипулятор с зубчатым сектором. На обеих схемах планшайба с изделием показана в вертикальном положении. По первой схеме находим момент М1 относительно оси вращения О1:
M1 = GA,
(4.1)
где G— сила тяжести изделия и всех крепежных приспособлений; А — плечо центра тяжести, т. е. кратчайшее расстояние от центра тяжести до оси вращения.
 Рис. 4.4.Расчетные схемы для определения моментов, действующих на манипулятор с зубчатым сектором:
Рис. 4.4.Расчетные схемы для определения моментов, действующих на манипулятор с зубчатым сектором:
а — в плоскости вращения (вид спереди); б — в плоскости наклона (вид сбоку); ЦТ — центр тяжести; А — плечо центра тяжести; G — сила тяжести изделия и всех крепежных приспособлений
Домкратные манипуляторы отличаются от других тем, что они оснащены механизмом наклона стола. Наклон стола осуществляется не зубчатым сектором, а механизмом поступательного движения — гидравлическими цилиндрами, хотя иногда возможно применение винтовой передачи. Домкратные манипуляторы обычно применяются при обработке тяжелых изделий. В домкратных манипуляторах, как и в манипуляторах с зубчатым сектором, предельный угол наклона стола составляет обычно 135°. В тяжелых моделях этот угол иногда уменьшают до 90 и даже до 45°.
|
|
|
Некоторые манипуляторы, кроме двух основных движений (вращения и наклона), выполняют третье движение — подъем стола. Это позволяет сваривать крупногабаритные конструкции в разных положениях без подъема манипулятора на специальную подставку, как это требуется для манипуляторов без подъема стола. Изделие устанавливают на опущенном столе, а перед наклоном стол поднимают. Примером манипулятора, выполняющего три движения, может служить манипулятор УСМ-5000 грузоподъемностью 5000 кг.
Консольные манипуляторы выполнены по оригинальной схеме, значительно отличающейся от ранее рассмотренных. Манипулятор имеет консоль, выносящую стол с планшайбой вперед от станины; ось консоли расположена под углом к оси главного вала привода, что частично уравновешивает изделие относительно этой оси. Наклон изделия осуществляется поворотом консоли вокруг оси главного вала на 360°.
Таким образом, консольные манипуляторы обеспечивают возможность полного поворота изделий относительно двух осей. Вместе с тем для них характерны существенные недостатки по сравнению с другими манипуляторами: бњльшая занимаемая площадь; меньшая жесткость (поскольку стол установлен не непосредственно на станине, как у манипуляторов с зубчатым сектором, а на консоли); значительные перемещения изделия в пространстве по горизонтали и вертикали, что затрудняет установку и обслуживание сварочного автомата, особенно на высоте. Этим объясняется ограниченное применение консольных манипуляторов — только для установки небольших изделий.
|
|
|
Двухстоечные манипуляторы (рис. 4.5) имеют характерную особенность — некоторые их механизмы расположены с обеих сторон изделия. Вращение планшайбы и поворот рамы возможны в любую сторону на 360°. Управление обоими приводами — дистанционное с помощью переносного пульта.
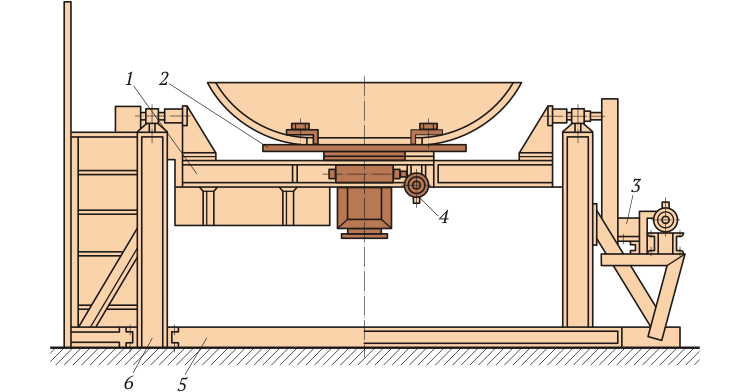 Рис. 4.5.Двухстоечный манипулятор:
Рис. 4.5.Двухстоечный манипулятор:
1 — поворотная рама; 2 — планшайба; 3 — привод наклона поворотной рамы; 4 — привод вращения планшайбы; 5 — основание; 6 — стойки
Преимущество двухстоечных манипуляторов — большие допустимые моменты наклона относительно опорной плоскости. Благодаря смещению этой плоскости от оси наклона центр тяжести изделия располагается близко к оси и изделие частично уравновешивается массой рамы. Кроме того, при наклоне изделие поворачивается почти на одном месте, что значительно облегчает обслуживание. Недостаток двухстоечных манипуляторов — небольшой диапазон размеров свариваемых изделий, располагаемых между стойками манипулятора.
|
|
|
Большинство манипуляторов с маршевыми скоростями (позиционеров) фактически представляют собой упрощенные модификации соответствующих моделей манипуляторов со сварочными скоростями, в которых электродвигатель постоянного тока заменен асинхронным электродвигателем, вследствие чего отпадает необходимость использования сложной системы питания электродвигателя и контроля скорости (тахогенератора и передачи к нему).
Вращатели предназначены для установки и поворота изделий вокруг постоянной оси и для их вращения со сварочной скоростью при автоматической и полуавтоматической сварке, наплавке и металлизации. Фактически вращатели — это упрощенные манипуляторы, в которых отсутствует механизм наклона и ось вращения занимает постоянное положение. Вращатели применяют при обработке тех же изделий, что могут обрабатываться и манипуляторами. Вращатели классифицируют по назначению, расположению оси вращения, числу стоек, числу движений. Аналогично манипуляторам вращатели могут иметь регулируемую сварочную и маршевую скорость либо только маршевую. Ось вращения может быть расположена вертикально, наклонно, горизонтально.
|
|
|
Вращатель с вертикальной осью вращения (вертикальный), показанный на рис. 4.6, представляет собой стойку, в корпусе которой размещены привод вращения планшайбы, а иногда и электрооборудование. Примерно такую же конструкцию имеют вращатели с наклонной осью вращения.
 Рис. 4.6.Вращатель с вертикальной осью вращения (вертикальный)
Рис. 4.6.Вращатель с вертикальной осью вращения (вертикальный)
Вращатели с горизонтальной осью вращения (горизонтальные), предназначенные для установки и поворота изделий небольших размеров и массы, могут быть одностоечными, но чаще имеют вторую стойку, которая поддерживает изделие. Иногда с этой же целью их оборудуют дополнительными опорами — люнетами.
Горизонтальный вращатель (рис. 4.7) состоит из передней неприводной стойки 1, внутри которой размещен привод вращения, и задней приводной стойки 4. На обеих стойках закреплены съемные планшайбы 2 с кулачками 6. Заднюю стойку передвигают вручную по рельсовому пути 6. Для закрепления неподвижно в нужном положении она снабжена специальным стопорным устройством 5. Электрооборудование размещено в отдельно стоящем шкафу. Короткие изделия закрепляют только на передней планшайбе. Длинные изделия поддерживаются специальным люнетом или закрепляются на двух планшайбах. Схему закрепления изделия выбирают в зависимости от его длины, расположения центра тяжести, жесткости изделия, а также от расположения свариваемых стыков.
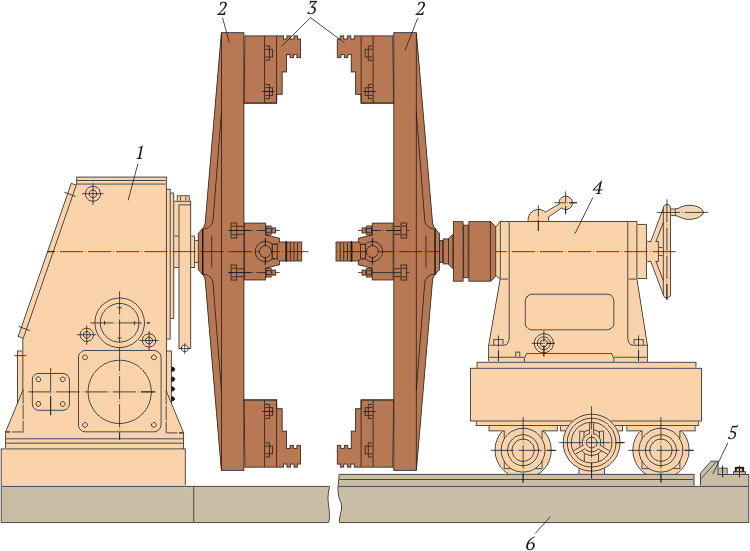 Рис. 4.7.Вращатель с горизонтальной осью вращения (горизонтальный):
Рис. 4.7.Вращатель с горизонтальной осью вращения (горизонтальный):
1 — передняя неприводная стойка; 2 — съемные планшайбы; 3 — кулачки; 4 — задняя приводная стойка; 5 — стопорное устройство; 6 — рельсовый путь
Манипуляторы и вращатели имеют много общего в назначении и устройстве. Существуют даже универсальные манипуляторы, которые могут выполнять все функции вращателей. Но манипуляторы — сложные и дорогостоящие устройства, поэтому там, где не требуется универсальность, они успешно заменяются более простыми и дешевыми вращателями.
Поворотные столы являются простейшей модификацией вертикальных вращателей и предназначены для поворота небольших изделий вокруг вертикальной оси и установки их в удобное положение при ручной и полуавтоматической сварке. Различают столы поворотные и подъемно-поворотные.
Конструкция типового поворотного стола (рис. 4.8) включает в себя основание 3 с опорой, поворотную колонку 2 с укрепленной на ней планшайбой 1, фрикционный механизм 4 фиксации и колчан 6 для электродов. Для крепления свариваемых узлов в планшайбе выполнены четыре радиальных паза. Для поворота планшайбы к нижней части колонки приварен диск 5. Для стопорения стола необходимо нажать на педаль механизма фиксации, которая заклинивает диск.
 Рис. 4.8.Поворотный стол сварщика ССП-0,08:
Рис. 4.8.Поворотный стол сварщика ССП-0,08:
1 — планшайба; 2 — поворотная колонка; 3 — основание с опорой; 4 — фрикционный механизм фиксации; 5 — диск; 6 — колчан для электродов
Подъемно-поворотный стол отличается от поворотного стола наличием подъемного винта, расположенного в поворотной колонке и позволяющего регулировать высоту планшайбы.
Кантователи имеют только маршевую скорость и предназначены для установки и поворота изделий вокруг горизонтальной оси при сварке. Кантователи классифицируются по конструктивному исполнению (двухстоечные, кольцевые, цепные, рычажные, домкратные, челночные, книжные и с поворотной рамой), по количеству движений (обеспечивающие только поворот изделия вокруг постоянной оси, поворот с подъемом либо с горизонтальным перемещением изделия).
Двухстоечные кантователи с постоянной осью получили наиболее широкое распространение. Они имеют ряд преимуществ по сравнению с кантователями других типов: универсальны, просты по конструкции, дешевы, компактны и требуют меньшей мощности привода (поскольку поворот изделия происходит вокруг продольной оси, проходящей вблизи центра тяжести). Эти кантователи — фактически упрощенные горизонтальные вращатели, имеющие только маршевую скорость вращения. Двухстоечные кантователи отличаются от вращателей устройством привода вращения — обычно в нем применяется асинхронный электродвигатель (как у позиционеров).
Двухстоечные кантователи могут иметь еще одно отличие от вращателей. Если вращатели со сварочной скоростью применяются, как правило, для выполнения круговых швов и требуют возможности поворота изделия на 360°, то кантователи применяют для сварки различными швами изделий разной формы, что часто не требует поворота изделия на 360°. При этом одна из сторон изделия, на которой не выполняется сварка, может быть использована для его закрепления. Это особенно важно при сварке длинных и нежестких изделий, которые недостаточно закрепить только за торцы на планшайбах стоек, а также при невозможности применения дополнительных опор (люнетов) между стойками. В таких случаях изделие закрепляют на поворотной раме, установленной на стойках кантователя.
На рис. 4.9 изображен двухстоечный кантователь с передней приводной стойкой 1 и задней неприводной стойкой 4. Изделие 2 закрепляют на поворотной раме 3. Расстояние h от основания рамы до оси поворота можно изменять в зависимости от размеров изделия, тем самым уменьшая момент вращения. Шпиндель передней стойки кантователя оборудован устройством для подвода сжатого воздуха к крепежным приспособлениям. Это позволяет применять пневматические прижимы для закрепления изделия.
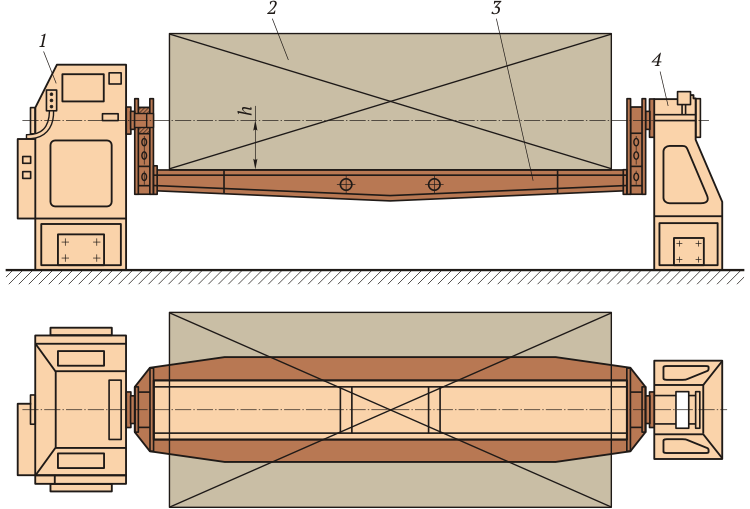 Рис. 4.9.Двухстоечный кантователь с поворотной рамой:
Рис. 4.9.Двухстоечный кантователь с поворотной рамой:
1 — передняя приводная стойка; 2 — изделие; 3 — поворотная рама; 4 — задняя неприводная стойка
Двухстоечные кантователи с подъемными центрами кроме поворота изделия осуществляют также его подъем. Для установки и закрепления изделия центры опускаются, для поворота — поднимаются. Бњльшая часть швов выполняется при нижнем положении изделия и опущенных центрах. Одна из стоек — передвижная. Управление кантователем — дистанционное с переносного пульта управления. Кантователи с подъемными центрами применяются в основном для перемещения плоских крупногабаритных рамных изделий.
Кольцевые кантователи могут быть с цельными и разъемными кольцами. Кантователи с цельными кольцами применяются для закрепления рамных и корпусных изделий на плите или в кондукторе, которые располагаются между кольцами. На рис. 4.10 приведена принципиальная схема такого кантователя для сборки и сварки блоков тепловозных дизелей массой до 5 т. Кантователь состоит из двух колец 1, между которыми закреплен разъемный кондуктор. Верхняя часть 2 кондуктора съемная. Кольца опираются на роликовые опоры: две холостые 7 и две приводные 6. На валу приводных роликовых опор закреплены звездочки 3, вращающиеся от электродвигателя 4 через двухступенчатый червячный редуктор 5.
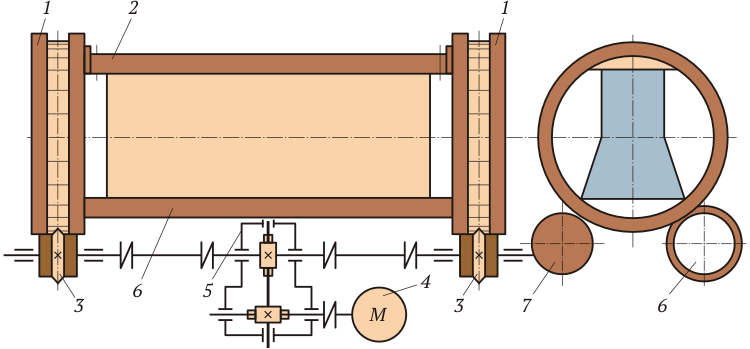 Рис. 4.10.Кольцевой кантователь с цельными кольцами:
Рис. 4.10.Кольцевой кантователь с цельными кольцами:
1 — кольца; 2 —верхняя часть кондуктора; 3 — звездочки; 4 — электродвигатель; 5 — двухступенчатый червячный редуктор; 6 — приводные роликовые опоры; 7 — холостые роликовые опоры
Кантователи с разъемными кольцами чаще используются при сварке балочных конструкций. Разъемные кольца состоят из трех или четырех шарнирно соединенных между собой секторов. В закрытом состоянии секторы образуют сплошное кольцо. Раскрытие и закрытие секторов возможно вручную или механизированно. Для установки и съема изделия один-два сектора открываются. Для поворота на 90 или 180° применяются кольцевые кантователи с неполными кольцами.
Кольцевые кантователи имеют ряд преимуществ по сравнению с двухстоечными: возможность сборки и сварки крупногабаритных корпусных изделий в кондукторе; возможность доступа к торцовым частям этих изделий; лучшие условия крепления длинномерных балочных изделий благодаря размещению опорных колец между концами изделия. Недостатками концевых кантователей являются затрудненный доступ к тем местам изделия, которые расположены внутри колец, а также узкая специализация.
Цепные кантователи просты и надежны в работе и не требуют крепления изделия. Вместе с тем применение цепных кантователей при автоматической сварке нежелательно, так как после кантования изделие, опирающееся только на цепи, трудно зафиксировать в неподвижном положении и установить параллельно оси движущегося сварочного автомата.
Цепной кантователь (рис. 4.11) имеет несколько стоек 1, на каждой из которых укреплены звездочки: приводная 2 и холостые 5 и 6. На звездочки надеты провисающие цепи 3, служащие опорой для кантуемого изделия 4. Приводная звездочка связана продольным приводным валом с приводом кантователя.
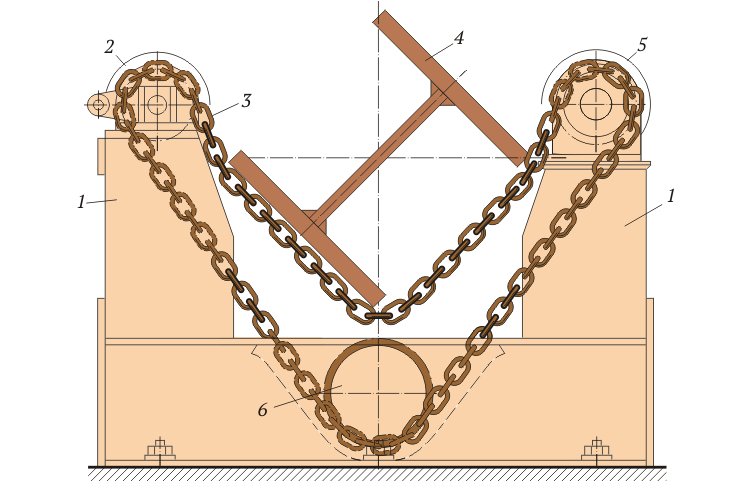 Рис. 4.11.Цепной кантователь:
Рис. 4.11.Цепной кантователь:
1 — стойки; 2 — приводная звездочка; 3 — провисающие цепи; 4 — кантуемое изделие; 5, 6 — холостые звездочки
Цепные кантователи могут быть с опускающимися цепями. При работе таких кантователей изделие в исходном положении находится на жестких опорах, цепи в это время опущены ниже уровня опор. Для кантования цепи поднимаются и снимают изделие с опор, после кантования опускают его на опоры. Во время сварки изделие находится в неподвижном положении, что позволяет применить автоматическую сварку.
Цепные кантователи применяют в основном при сварке балок с поперечным сечением, близким к квадрату. Кантователи с опускающимися цепями применяют также при сварке крупногабаритных изделий, в частности решетчатых конструкций прямоугольного сечения.
Рычажные кантователи применяются для установки балок и состоят из нескольких призматических опор, двух продольных валов, закрепленных в верхней части опор, и двух групп Г-образных рычагов — левых и правых. Рычаги расположены между опорами и связаны с приводными гидроцилиндрами, размещенными в нижней части кантователя.
Рычажный кантователь работает следующим образом. В исходном положении все рычаги опущены, их опорные плоскости находятся ниже рабочих плоскостей призматических опор. Балка подается краном и укладывается на опоры. После выполнения первого шва цилиндры поднимают соответствующую группу рычагов (для кантования влево — левых), поворачивая балку на 45°, пока ее опорная плоскость не окажется в горизонтальном положении. Затем включаются цилиндры, поднимающие и подводящие под балку противоположные рычаги. После этого рычаги опускаются без балки, затем укладывают на них балку. Таким образом, балка оказывается повернутой на 90° и подготовленной к выполнению следующего шва. При необходимости поворота на 180° цикл повторяется. Кантовать можно в любую сторону. Цикл поворота автоматизирован с помощью конечных выключателей, управляющих движениями рычагов в заданной последовательности, и происходит от одного нажатия кнопки. Кантователь целесообразно использовать для установки балок сравнительно небольшого поперечного сечения (около 500×500 мм), которые необходимо сваривать «в лодочку». Рычажный кантователь, как и цепной, не требует закрепления балки, обеспечивая ее неподвижность в процессе сварки.
Домкратные кантователи предназначены для обработки конкретных изделий, в основном крупногабаритных плоских рамных конструкций. Домкратный кантователь для поворота плоских тепловозных рам на 90° в обе стороны (рис. 4.12) состоит из поворотной рамы 1, двух гидравлических домкратов 2 и четырех выдвижных полуосей 3 с рычагом 4. Выдвижение полуосей производится гидравлическими домкратами. Раму 1 с закрепленным на ней изделием можно поворачивать вокруг двух полуосей, при этом две другие полуоси убираются.
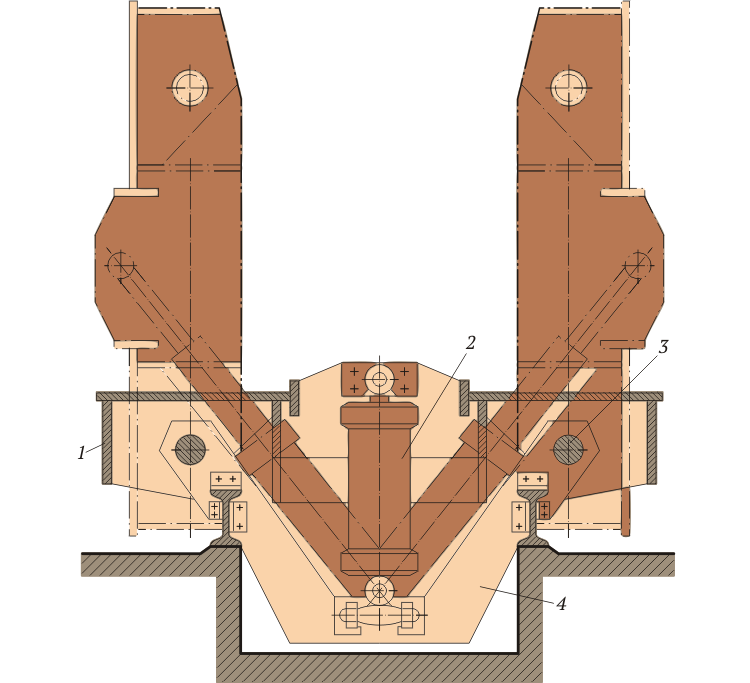 Рис. 4.12.Домкратный кантователь для поворота плоских тепловозных рам на 90° в обе стороны:
Рис. 4.12.Домкратный кантователь для поворота плоских тепловозных рам на 90° в обе стороны:
1 — поворотная рама; 2 — гидравлические домкраты; 3 — выдвижная полуось; 4 — рычаги
Дата добавления: 2021-04-24; просмотров: 221; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!