Я ручная шлифовальная пневматическая машина 12 страница
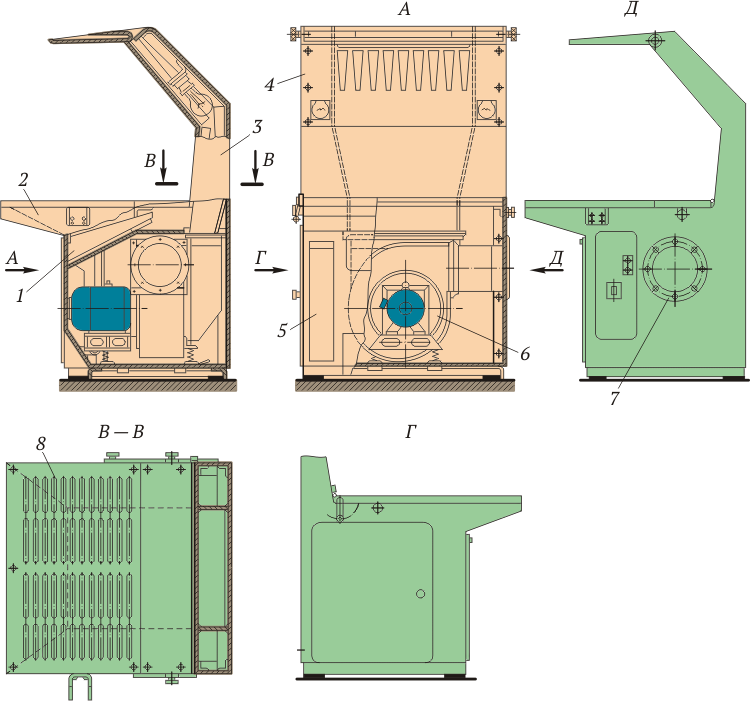 Рис. 4.18.Неповоротный стол:
Рис. 4.18.Неповоротный стол:
1 — выдвижной ящик; 2 — бункер; 3 — корпус; 4 — верхняя наклонная панель; 5 — выдвижной отсек для хранения электродов; 6 — вентилятор; 7 — фланец; 8 — решетка
Оборудование, используемое при контактной сварке. Для установки и перемещения изделия при контактной сварке с помощью подвесных клещей и пистолетов применяются простейшие приспособления (подставки и тележки) либо универсальные средства (позиционеры и кантователи). В крупносерийном производстве используются специальные приспособления и стенды. При сварке на контактных машинах широко применяются всевозможные простые поддерживающие приспособления — подставки, опорные ролики, тележки. В единичном и мелкосерийном производстве для легких изделий используются неперемещаемые приспособления (подставки и опорные ролики) или приспособления с ручным перемещением (тележки). Эти устройства, как правило, имеют возможность вертикального перемещения для выравнивания изделия относительно электродов сварочной машины.
На рис. 4.19 изображено простейшее поддерживающее приспособление для перемещения изделий при шовной контактной сварке продольных стыков обечаек. На контактной машине 3 с помощью подъемного механизма 4 закреплена поворотная консоль 1 с поддерживающими роликами 2. Рабочая часть роликов выполнена из изоляционных материалов.
|
|
|
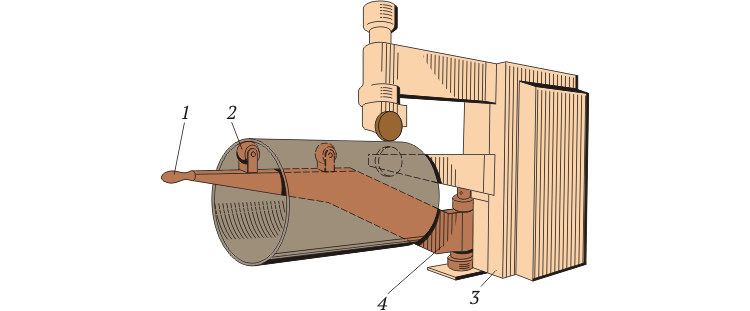 Рис. 4.19.Поддерживающее приспособление для перемещения изделий при шовной контактной сварке продольных стыков обечаек:
Рис. 4.19.Поддерживающее приспособление для перемещения изделий при шовной контактной сварке продольных стыков обечаек:
1 — поворотная консоль; 2 — поддерживающие ролики; 3 — контактная машина; 4 — подъемный механизм
В крупносерийном производстве, а также в производстве других типов для ввода тяжелых изделий в рабочую зону машины применяются тележки и перемещающиеся столы с механизированным приводом.
При контактной точечной сварке, помимо простейших приспособлений с ручным перемещением изделия, используются столы с механизированным приводом, обеспечивающие шаговое перемещение изделия для сварки очередной точки. На рис. 4.20 показан стол для сварки нескольких рядов точек, расположенных в одной плоскости. Каждая из двух горизонтальных плит (нижняя 5 и верхняя 4) расположена на своих направляющих. Нижняя плита может передвигаться по неподвижным направляющим 3 перпендикулярно фронту сварочной машины 1. Движение плиты осуществляется от электропривода 13 с помощью электромагнитной муфты и шатунно-кривошипного механизма 8. Верхняя плита может передвигаться вдоль фронта машины от электропривода 11 по направляющим 7, закрепленным на нижней плите. На валах обоих приводов закреплены диски 9 с набором кулачков 10, взаимодействующих с конечными выключателями 12. Выключатели связаны с электромагнитными муфтами, благодаря чему обеспечивается остановка плит в нужный момент. Для точной остановки приводы оборудованы тормозами. Электрооборудование стола встроено в электрическую схему сварочной машины, что обеспечивает их совместную работу по заданной программе.
|
|
|
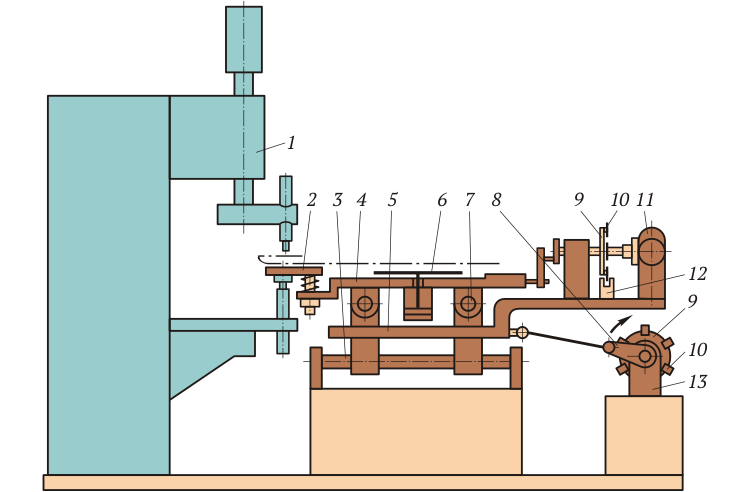 Рис. 4.20.Перемещающийся стол с механизированным приводом для контактной точечной сварки:
Рис. 4.20.Перемещающийся стол с механизированным приводом для контактной точечной сварки:
1 — сварочная машина; 2 — подпружиненные планки; 3 — неподвижные направляющие; 4 — верхняя плита; 5 — нижняя плита; 6 — съемник; 7 — направляющие нижней плиты; 8 — шатунно-кривошипный механизм; 9 — диски; 10 — кулачки; 11 — электропривод; 12 — конечные выключатели; 13 — электропривод
Изделие укладывают на подпружиненные планки 2, соединенные с верхней плитой. После включения приводов изделие вводится в зону сварки. При срабатывании конечных выключателей 12 от кулачков 10 электромагнитные муфты отключают электроприводы плит, и изделие останавливается. Одновременно включается сварочная машина, производится сварка очередной точки, реле времени сварочной машины включает электропривод верхней или нижней плиты (в зависимости от положения следующей точки), и изделие перемещается на шаг. По окончании сварки последней точки приводы выводят плиту с изделием из зоны сварки, и изделие снимается с верхней плиты с помощью съемника 6. Во время сварки верхний электрод машины, нажимая на изделие, опускает его вместе с подпружиненными планками до соприкосновения с нижним электродом.
|
|
|
Для закрепления изделий на манипуляторах и вращателях при контактной сварке используются крепежные приспособления: самоцентрирующие устройства, патроны, переставные кулачки и прихваты.
Патроны предназначены для закрепления по окружности изделий типа тел вращения. По конструкции они аналогичны патронам для токарных станков. Патроны устанавливаются на планшайбе или непосредственно на шпинделе манипулятора.
|
|
|
Кулачки могут закреплять изделия снаружи и изнутри. Для закрепления изделий любой формы используются переставные кулачки. Переставной съемный кулачок (рис. 4.21, а) состоит из ползуна 5, корпуса 6, крепежных болтов 4 с гайками 7, винта 8 и упора 3. При установке кулачка упор 3 входит в гнездо, а головки болтов 4 — в пазы планшайбы 2. При необходимости центрирования изделия 1 кулачки предварительно устанавливают точно по его окружности, затем ползун одного из кулачков отводят, изделие устанавливают и прижимают отведенным кулачком к двум остальным. Такие кулачки для манипулятора М-1 имеют ход 75 мм и развивают усилие прижима до 9 кН.
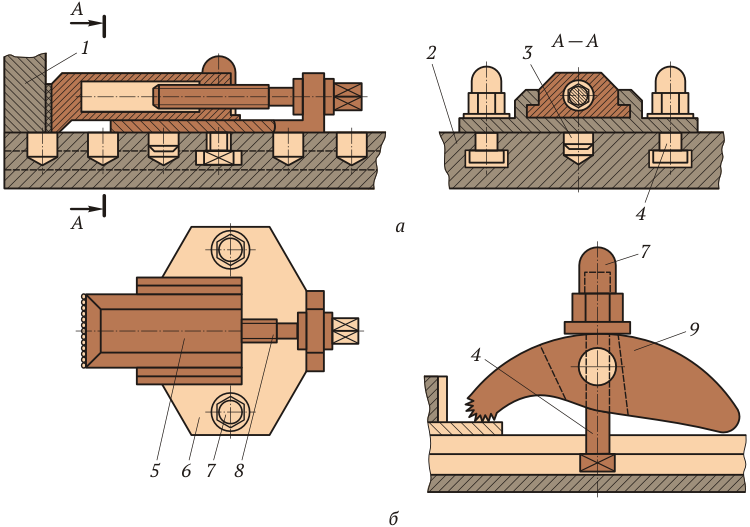 Рис. 4.21.Крепежные приспособления:
Рис. 4.21.Крепежные приспособления:
а — переставной съемный кулачок; б — прихват для закрепления плоского изделия; 1 — закрепляемое изделие; 2 — планшайба; 3 — упор; 4 — крепежные болты; 5 — ползун; 6 — корпус; 7 — гайки; 8 — винт; 9 — фасонный рычаг
На рис. 4.21, б показан прихват для закрепления плоского изделия высотой до 110 мм, состоящий из крепежного болта 4 с гайкой 7 и фасонного рычага 9. Для предохранения резьбы крепежных болтов от сварочных брызг гайки 7 выполнены закрытыми.
4.3Оборудование для установки и перемещения сварочной аппаратуры
Устройства для установки и перемещения сварочных аппаратов.Эти устройства (колонны, тележки и направляющие устройства) находят применение при механизированной сварке с использованием для перемещения изделий поворотных приспособлений.
Колонны различаются по типу размещаемых на них аппаратов: колонны для размещения несамоходных или самоходных аппаратов. Первые используются при сварке кольцевыми швами, вторые — кольцевыми и прямолинейными швами. Большинство колонн — поворотные, что обеспечивает возможность установки изделия под сварочным аппаратом с помощью крана. Неповоротные колонны применяются в тех случаях, когда изделие подается какими-либо специальными средствами (например, роликовыми или другими конвейерами в поточных линиях).
Поворотная колонна ПК-1 для установки несамоходных сварочных аппаратов (рис. 4.22, а) состоит из основания 9, стойки 8, консоли 5, направляющей 4, каретки 7 и двух электроприводов (вертикального и горизонтального перемещения консоли). Каретка с консолью получает вертикальное перемещение от электродвигателя 1 через двухступенчатую зубчатую передачу 2, ходовой винт 3 и гайку 6, укрепленную на каретке. Каретка перемещается по вертикальным направляющим стойки на четырех роликах. Горизонтальное перемещение консоли осуществляется от электропривода, размещенного внутри консоли. Стойка с консолью поворачивается вокруг оси основания вручную. Для закрепления стойки в основании предусмотрен фрикционный зажим 10.
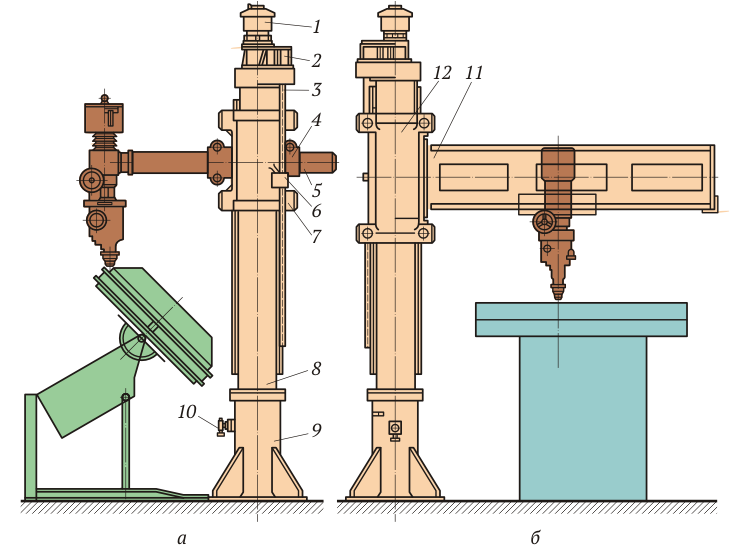 Рис. 4.22.Поворотные колонны для установки несамоходных (а) и самоходных (б) сварочных аппаратов:
Рис. 4.22.Поворотные колонны для установки несамоходных (а) и самоходных (б) сварочных аппаратов:
1 — электродвигатель; 2 — двухступенчатая зубчатая передача; 3 — ходовой винт; 4 — направляющая; 5 — консоль; 6 — гайка; 7, 12 — каретки; 8 — стойка; 9 — основание; 10 — фрикционный зажим; 11 — консоль
Поворотная колонна ПК-2 для установки самоходных сварочных аппаратов (рис. 4.22, б) унифицирована с колонной ПК-1 и отличается от нее конструкцией каретки и закрепленной на ней консоли. Консоль 11, жестко закрепленная на каретке 12, представляет собой балку с направляющими, по которым передвигается сварочный аппарат. Механизм выдвижения консоли по горизонтали отсутствует.
Колонны для установки несамоходных сварочных аппаратов, оборудованные приводом выдвижения консоли со сварочной скоростью, можно использовать при сварке не только наружными, но и внутренними швами.
Колонны, используемые при сварке крупногабаритных узлов, оборудованы консолью для размещения самоходных сварочных аппаратов (аналогично колонне ПК-2).
Тележки для размещения несамоходных сварочных аппаратов (при сварке кольцевыми швами) и самоходных сварочных аппаратов (при сварке кольцевыми и короткими прямолинейными швами) имеют только маршевую скорость. Тележки для перемещения сварочных аппаратов при сварке кольцевыми и длинными прямолинейными швами имеют маршевую и рабочую (сварочную) скорость. По конструкции тележки делят на три основные группы: велосипедные, глагольные и портальные.
Велосипедные тележки (рис. 4.23, а, б), перемещающиеся по двум рельсам, расположенным в вертикальной плоскости один над другим. Эти тележки монтируются из колонн, установленных на самоходные двухколесные платформы, перемещающиеся по нижнему рельсу; ролики в верхней части колонны перемещаются по верхнему (направляющему) рельсу и удерживают тележку от опрокидывания.
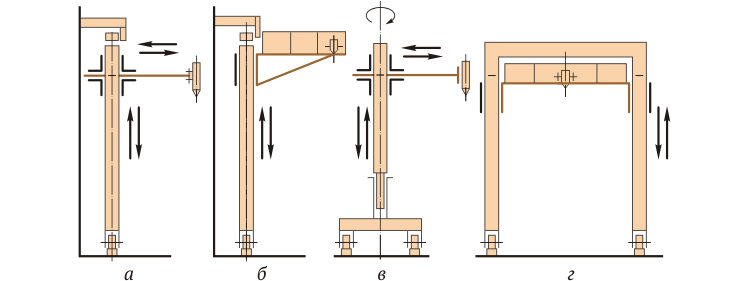 Рис. 4.23.Схемы тележек для перемещения сварочных аппаратов:
Рис. 4.23.Схемы тележек для перемещения сварочных аппаратов:
а — велосипедной с консолью; б — велосипедной с балконом; в — поворотной глагольной; г — портальной
Велосипедные тележки занимают сравнительно небольшую производственную площадь, но могут размещаться только у стены цеха, так как при их размещении в середине пролета требуется устройство специальной металлоконструкции для закрепления верхнего рельса. В некоторых случаях верхний рельс закрепляют на цеховых колоннах. Этот способ может быть применен только при достаточной жесткости колонн; в противном случае при проходе мостового крана колебания колонн будут передаваться сварочному аппарату, что снизит качество шва. Во избежание этого кронштейны, поддерживающие верхний рельс, иногда закрепляют на цеховых колоннах с помощью резиновых амортизирующих прокладок. На рис. 4.23, а показана схема тележки с консолью, на рис. 4.23, б — схема тележки с балконом для размещения крупногабаритных изделий.
Глагольные тележки отличаются от велосипедных тем, что передвигаются по двум рельсам, расположенным на полу цеха. Глагольные тележки монтируются из колонн, установленных на самоходные трех- или четырехколесные платформы. По сути, они являются напольными тележками с консолью. Глагольные тележки достаточно универсальны и могут быть установлены в любом месте цеха, но имеют два существенных недостатка — занимают бњльшую производственную площадь, чем велосипедные тележки (что особенно сказывается при их применении для сварки изделий с небольшим поперечным сечением, например балок), и имеют недостаточную жесткость (особенно тележки больших размеров). Глагольные тележки могут быть поворотными (рис. 4.23, в) и неповоротными.
Портальные тележки (рис. 4.23, г) представляют собой напольные тележки, передвигающиеся по двум рельсам, расположенным с обеих сторон от изделия. Эти тележки обладают наибольшей жесткостью по сравнению с остальными и могут размещаться в любом месте цеха. Недостаток портальных тележек — сложность и громоздкость конструкции.
Типовые портальные тележки используются в основном при сварке цилиндрических изделий. Применяются также специализированные портальные тележки для сварки конкретных изделий (например, балок).
По сравнению с глагольными тележками портальные в этих случаях занимают меньше места по ширине.
На рис. 4.24 показан общий вид велосипедной тележки с балконом.
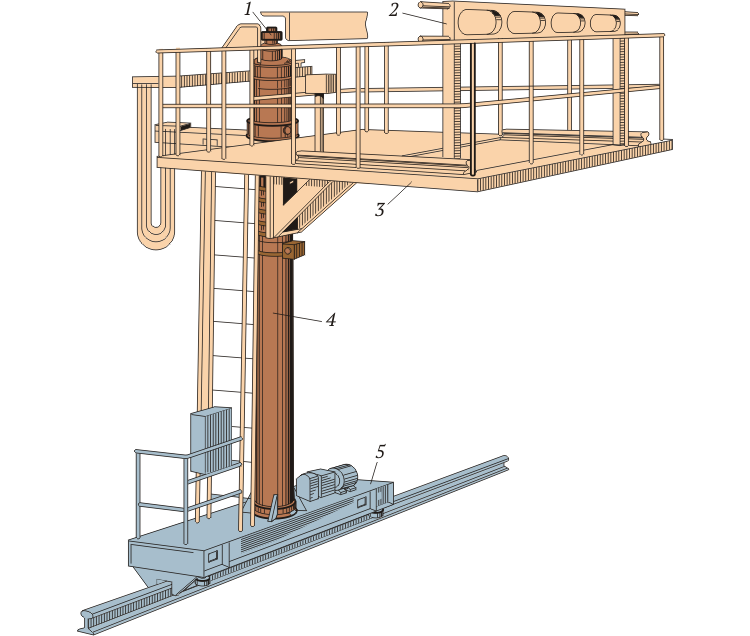 Рис. 4.24.Общий вид велосипедной тележки с балконом:
Рис. 4.24.Общий вид велосипедной тележки с балконом:
1 — верхний ролик; 2 — направляющая для сварочного аппарата; 3 — балкон; 4 — стойка; 5 — самоходная платформа
Приводы велосипедных, глагольных и портальных тележек унифицированы. Во всех типовых тележках сварочная скорость регулируется бесступенчато.
При использовании тележек для сварки крупногабаритных изделий продольными швами иногда наблюдается вибрация сварочного аппарата (особенно на глагольных тележках) или пульсирующий характер движения тележки. Поэтому типовые тележки для сварки изделий диаметром более 4 м, как правило, не имеют сварочной скорости.
Они оборудованы балконами с направляющими длиной до 2,5 м для размещения самоходных сварочных аппаратов, что позволяет выполнять продольные швы в пределах длины одной обечайки без передвижения тележки.
При выборе типовых тележек для установки и перемещения сварочных аппаратов руководствуются следующими рекомендациями:
§ при сварке изделий диаметром до 2 м аппаратами, расположенными в середине пролета цеха, используются глагольные тележки;
§ при сварке изделий диаметром 2…4 м аппаратами, расположенными у стены цеха, используются велосипедные тележки;
§ при сварке изделий диаметром 4…6 м аппаратами, расположенными у стены цеха, и изделий диаметром 2…6 м аппаратами, расположенными в середине пролета цеха, используются портальные тележки.
Устройство типовых тележек рассмотрим на примере глагольной поворотной тележки, предназначенной для установки и перемещения несамоходных сварочных головок при сварке наружными прямолинейными и кольцевыми швами. Тележка состоит из платформы с двумя приводными и одним «холостым» колесами, стойки, каретки с выдвижной консолью и трех электроприводов — передвижения тележки, подъема каретки и выдвижения консоли.
Приводные колеса тележек приводятся в движение от электродвигателя через двухступенчатый цилиндрический редуктор и червячную передачу. Каретка с балконом перемещается вертикально по направляющим стойки на четырех роликах и приводится в движение от электродвигателя через редуктор и ходовой винт. Привод выдвижения консоли размещен внутри нее. Стойка поворачивается ручным механизмом.
Конструкции специальных тележек, применяемых при сварке конкретных изделий, зависят от формы и размеров изделий и от наличия производственных площадей. Специальная тележка (рис. 4.25) предназначена для перемещения двухдуговой сварочной головки с копирующим устройством при сварке криволинейными швами продольных балок 4 грузовых вагонов. Тележка получает движение со сварочной скоростью 40…100 м/ч от электродвигателя через редуктор и зубчатые передачи со сменными колесами. Маршевая скорость включается с помощью кулачковой муфты. Тележка опирается на четыре колеса 7, два из которых (двухребордные) расположены над одним рельсом. Наличие копирующего устройства сварочной головки 2 обеспечивает ее движение вдоль криволинейного шва продольной балки 4. Устройство представляет собой копирный ролик 5, которым выдвижная часть тележки (штанга 1) вместе с кронштейном 3 и закрепленной на нем сварочной головкой опирается на балку. Для прижатия ролика служит груз 6, закрепленный на тросе.
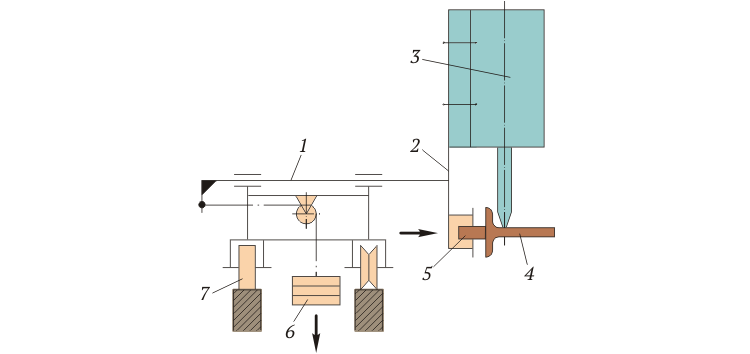 Рис. 4.25.Принципиальная схема специальной тележки для перемещения двухдуговой сварочной головки с копирующим устройством:
Рис. 4.25.Принципиальная схема специальной тележки для перемещения двухдуговой сварочной головки с копирующим устройством:
1 — выдвижная штанга; 2 — сварочная головка; 3 — кронштейн механизма передвижения; 4 — продольная балка (изделие); 5 — копирный ролик; 6 — груз; 7 — колесо
Направляющие устройства (катучие балки и устройства пантографного типа) предназначены для установки и передвижения самоходных аппаратов при сварке прямолинейными швами изделий ограниченной длины в тех случаях, когда конструкция изделия не позволяет применить трактор, передвигающийся непосредственно по изделию. Как правило, направляющие устройства имеют специальное назначение. Исключение составляют передвижные направляющие устройства для установки и перемещения сварочных аппаратов при сварке швами длиной 3…8 м.
Катучая балка (рис. 4.26) представляет собой балку 2 с направляющими для перемещения аппарата, передвигающуюся с помощью двух ведущих колес 5 и двух холостых колес 4. В конструкцию катучей балки входят также соединительный вал 3, штурвалы 1 и стопорное устройство (для фиксации балки над линией шва).
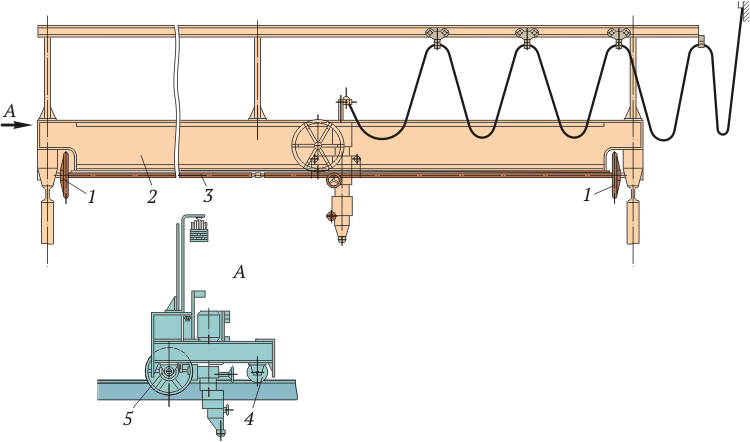 Рис. 4.26.Катучая балка:
Рис. 4.26.Катучая балка:
1 — штурвалы; 2 — балка; 3 — соединительный вал; 4 — холостое колесо; 5 — ведущее колесо
Дата добавления: 2021-04-24; просмотров: 114; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!