Я ручная шлифовальная пневматическая машина 16 страница
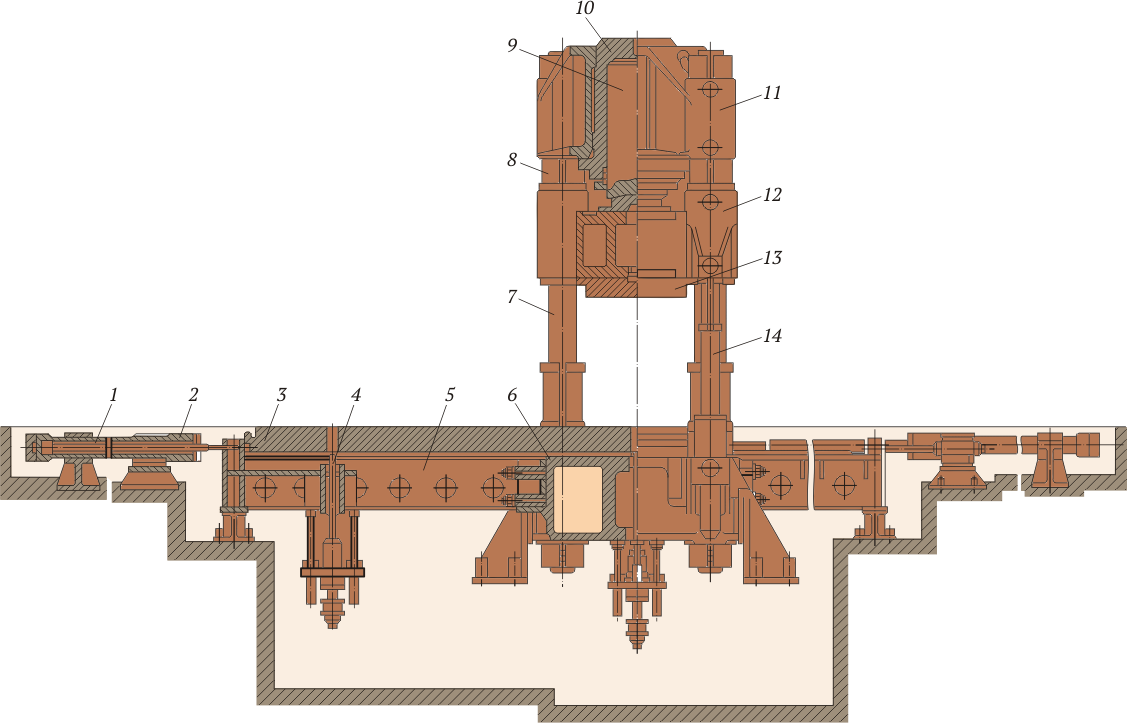 Рис. 7.1.Стационарный гидравлический прави́льный пресс:
Рис. 7.1.Стационарный гидравлический прави́льный пресс:
1 — плунжер гидроцилиндра; 2 — гидроцилиндры для перемещения стола; 3 — подвижный стол; 4 — гидравлический выталкиватель; 5 — консоль; 6 — станина; 7 — колонна; 8 — разъемные гайки; 9 — плунжер рабочего цилиндра; 10 — рабочий цилиндр; 11 — архитрав; 12 — подвижная траверса; 13 — плита; 14 — гидроцилиндры для подъема траверсы
Гидравлический прави́льный пресс с передвижным порталом (рис. 7.2) представляет собой плиту 14 и портал, перемещающийся по ее направляющим. Портал, состоящий из двух стоек 8, поперечины 3, траверсы 6 и передвижной силовой головки 4, перемещается вдоль плиты 14 на четырех колесах 10 с помощью электродвигателя 9, передающего вращение через редуктор и цепную передачу на ходовое колесо. Вертикальное перемещение траверсы 6 обеспечивает электродвигатель 2 через редукторы 1 и ходовые винты 7, укрепленные в стойках портала. При вращении ходовые винты перемещают гайки, закрепленные в траверсе 6. Ходовые винты и гайки рассчитаны на восприятие нагрузки пресса при правке. Силовая головка 4 имеет вертикальный гидравлический цилиндр 11 плунжерного типа и насос 12, который приводится в действие электродвигателем 13. Корпус насоса служит баком для рабочей жидкости (масла). Плунжер цилиндра возвращается с помощью четырех тарельчатых пружин 5, на которых подвешен плунжер. Силовая головка перемещается по направляющим траверсы поперек плиты 14 от отдельного электродвигателя, смонтированного на головке. Пресс управляется кнопками и рычагами с пульта 16, который смонтирован на распределительном шкафу 15, установленном на стойке портала.
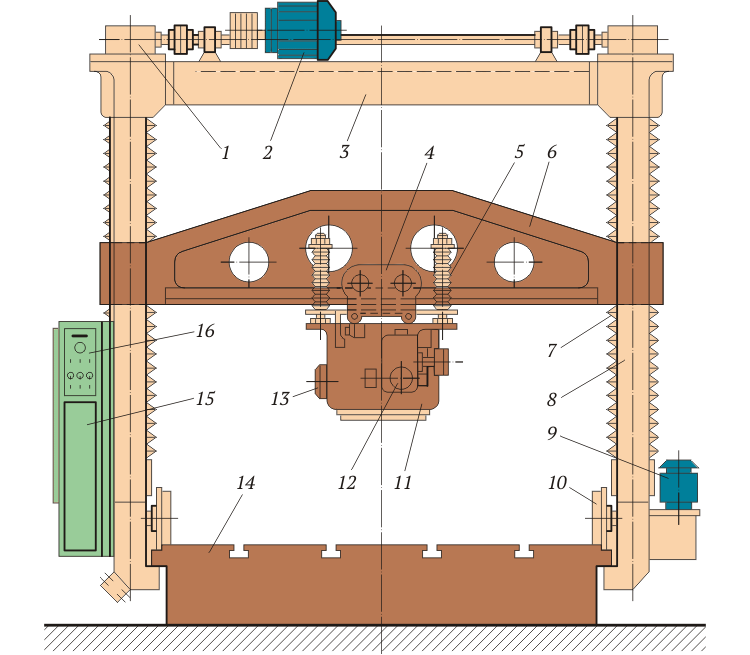 Рис. 7.2.Гидравлический прави́льный пресс с передвижным порталом:
Рис. 7.2.Гидравлический прави́льный пресс с передвижным порталом:
1 — редуктор; 2 — электродвигатель привода механизма вертикального перемещения траверсы; 3 — поперечина; 4 — передвижная силовая головка; 5 — тарельчатая пружина; 6 — траверса; 7 — ходовой винт; 8 — стойка; 9 — электродвигатель перемещения портала; 10 — колесо; 11 — вертикальный гидравлический цилиндр плунжерного типа; 12 — насос; 13 — электродвигатель насоса; 14 — плита; 15 — распределительный шкаф; 16 — пульт управления
Выправляемые изделия укладывают на плиту 14, на которой предусмотрены Г-образные пазы и отверстия, где при необходимости могут закрепляться соответствующие приспособления. Затем продольным перемещением подводят портал к изделию, поперечным перемещением головки и вертикальным перемещением траверсы устанавливают цилиндр 11 над местом правки, включают привод насоса и производят правку, после чего привод насоса выключают. Портал пресса для правки невысоких изделий выполняют с неподъемной траверсой.
Специализированная машина служит для устранения грибовидности сварных двутавровых балок (деформации полок вследствие усадки сварных швов). Машина состоит из нижней и верхней станин, в которые вмонтированы подающие ролики и нажимной ролик, подающий балку в процессе правки. Ролики установлены на вертикальных валах, соединенных посредством зубчатых передач с соединительным валом. Вал нажимного ролика закреплен в подшипниках ползуна, перемещающегося под действием нажимного винта. Ролик, приводимый от электродвигателя через червячный редуктор и зубчатую передачу, движется возвратно-поступательно. Величину перемещения ролика контролируют сельсином, связанным с одним из вертикальных валов червячного (вспомогательного) редуктора через основной редуктор.
Специализированные станки для прокатки швов используются в тех случаях, когда необходимо устранить сварочное коробление и выпуклость сварных швов путем пластического деформирования и тем самым улучшить механические свойства сварных соединений тонкостенных технических сосудов. Принципиальная схема простейшего станка для прокатки стыковых швов полотнищ и продольных швов обечаек показана на рис. 7.3. От электродвигателя 1 через клиноременную передачу 2 и сменные зубчатые колеса 4, позволяющие изменять скорость прокатки, вращение с помощью червячной пары 5 передается на вал 7 верхнего ролика 8. Нижний ролик 9 приводится с помощью карданного вала 6 и сменных зубчатых колес 3, позволяющих получить одинаковые окружные скорости роликов 8 и 9 при любом соотношении их диаметров. Давление между роликами создается рычагом 10 грузового устройства или пневмоцилиндром.
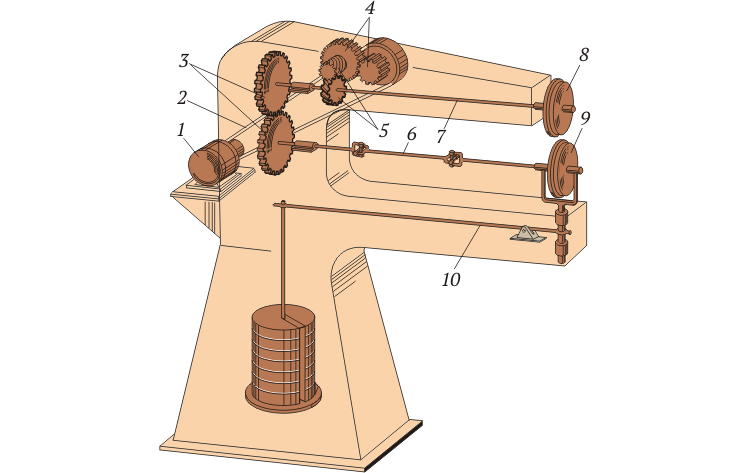 Рис. 7.3.Принципиальная схема станка для прокатки стыковых швов полотнищ и продольных швов обечаек:
Рис. 7.3.Принципиальная схема станка для прокатки стыковых швов полотнищ и продольных швов обечаек:
1 — электродвигатель; 2 — клиноременная передача; 3, 4 — пары сменных зубчатых колес; 5 — червячная пара; 6 — карданный вал; 7 — вал верхнего ролика; 8 — верхний ролик; 9 — нижний ролик; 10 — рычаг грузового устройства
7.2Оборудование для улучшения механических свойств сварных швов
Станки для проковки швов применяются при обработке тонкостенных сварных соединений из труднодеформируемых в холодном состоянии металлов.
Станок типа СПКШ для проковки кольцевых швов используется при устранении сварочных деформаций и улучшении механических свойств кольцевых швов тонкостенных обечаек.
Станки для правки кольцевых швов позволяют путем проковки устранить коробление изделий за счет изменения уровня остаточных напряжений в сварном соединении. Кроме того, при проковке происходит уплотнение металла сварного шва, которое сопровождается повышением прочности сварного соединения в целом.
Чеканочные упрочнители применяются для повышения прочности сварных швов крупногабаритных изделий. Чеканочный упрочнитель (рис. 7.4) представляет собой пневматический молоток с многобойковым наконечником в виде пучка игл, наносящих сильные частые удары по обрабатываемой поверхности, благодаря чему образуется упрочняющий наклеп сварных швов и околошовной зоны. Упрочнители работают от сети сжатого воздуха под давлением 0,4…0,5 МПа. Иглы изготовляются из стальной проволоки диаметром 1,2…3 мм, закаленной до твердости 45…50 HRC. Основные технические характеристики пневматических чеканочных упрочнителей приведены в табл. 7.1.
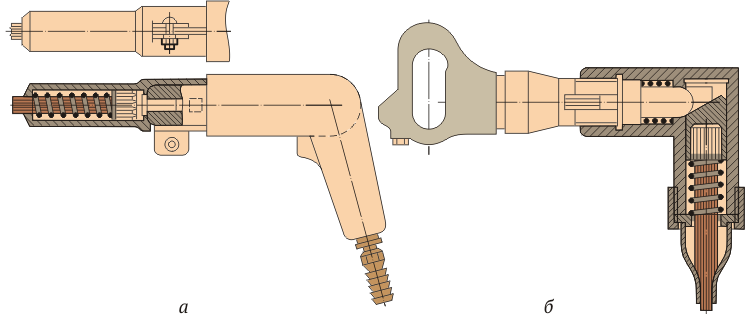 Рис. 7.4.Прямой (а) и угловой (б) чеканочные упрочнители с многобойковыми наконечниками
Рис. 7.4.Прямой (а) и угловой (б) чеканочные упрочнители с многобойковыми наконечниками
Таблица 7.1. Технические характеристики пневматических чеканочных упрочнителей с многобойковчниками
Таблица 7.1. Технические характеристики пневматических чеканочных упрочнителей с многобойковыми наконечниками
Модель упрочнителя Марка пневматического молотка Сила удара, Н Число ударов в минуту Длина иглы, мм Высота упрочнителя, мм Масса упрочнителя, кг
П-2а МР-4 0,9 3500 178 425 7,0
МР-4 0,9 3500 150 397
МР-5 1,2 2200 178 425
МР-5 1,2 2200 150 397
П-3 МР-6 1,6 1600 178 232…400 11,0
П-4 57 ПМ-4 0,6 1800 98 300 2,0
П-5 KМ-5 0,97 1600 100 330 2,5
П-6 57 KПМ-6 0,76 1800 100 330 3,0
7.3Оборудование для отделки сварных конструкций
Ручные шлифовальные и зачистные пневматические машины. Эти машины в сварочном производстве применяются для очистки металлических поверхностей от загрязнений, ржавчины, окалины, брызг и краски, а сварных швов — от наплывов и шлака. Главной частью машин является пневмодвигатель (обычно ротационный). Ротационный двигатель состоит из статора и ротора, в радиальных пазах которого помещены лопатки. Ротор монтируется на шариковых подшипниках, которые устанавливают в передней и задней крышках, и располагается с эксцентриситетом относительно внутренней цилиндрической поверхности статора. Сжатый воздух поступает через отверстия задней крышки, давит на выступающую часть лопаток и заставляет ротор вращаться. Лопатка при вращении ротора под действием центробежной силы выдвигается и прижимается к поверхности статора. Удаляемый воздух выходит через отверстия крышки. Для выравнивания давления воздуха на торцы лопаток и для выхода воздуха из пазов при задвигании лопаток в роторе имеются каналы. Вал ротора передает вращение шпинделю, на котором укреплен шлифовальный круг.
Ручные шлифовальные пневматические машины по расположению шпинделя подразделяются на прямые, угловые и торцовые.
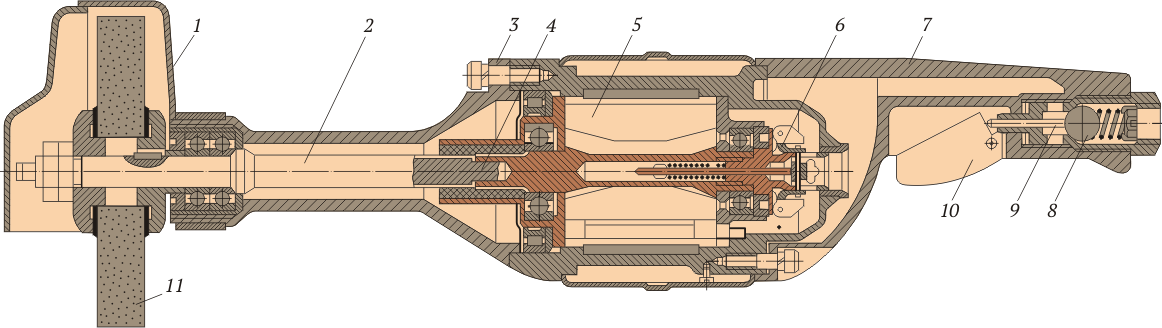
Рис. 7.5. Прямая ручная шлифовальная пневматическая машина:
1 — защитный кожух; 2 — шпиндель; 3 — корпус; 4 — муфта; 5 — пневматический ротационный двигатель; 6 — центробежный регулятор; 7 — рукоятка; 8 — шарик; 9 — игла; 10 — курок пускового механизма; 11 — шлифовальный круг
Прямая ручная шлифовальная пневматическая машина (рис. 7.5) состоит из корпуса 3 с вмонтированным ротационным пневмодвигателем 5, рукоятки 7 с пусковым механизмом и шлифовального круга 11, закрытого защитным кожухом 1. Пуск машины осуществляется при нажатии на курок 10 пускового механизма. При этом игла 9 отводит шарик 8, открывая доступ сжатому воздуху в полость между статором и ротором. Сжатый воздух давит на лопатки и вращает ротор и шпиндель 2, соединенный с валом ротора муфтой 4. Шлифовальный круг закреплен на шпинделе с помощью фланцев и гаек. При снятии руки с курка 10 игла 9 и шарик 8 под действием пружины возвращаются в исходное положение, доступ воздуха прекращается и ротор останавливается. Для ограничения частоты вращения шпинделя на заднем конце вала ротора установлен центробежный регулятор 6, который может перекрывать впускной канал.
Рис. 7.5. Пряма 
Рис. 7.6. Угловая ручная шлифовальная пневматическая машина:
1 — шпиндель; 2 — ведомое коническое зубчатое колесо; 3 — корпус; 4 — ведущее коническое зубчатое колесо; 5 — пневматический ротационный двигатель; 6 — центробежный регулятор; 7 — основная рукоятка; 8 — пусковое устройство; 9 — рычаг; 10 — защитный кожух; 11 — шлифовальный круг
я ручная шлифовальная пневматическая машина
Угловая ручная шлифовальная пневматическая машина (рис. 7.6) состоит из корпуса 3 с вмонтированным ротационным пневмодвигателем 5, двух рукояток и шлифовального круга 11, закрытого защитным кожухом 10. В основной рукоятке 7 смонтировано пусковое устройство 8, управляемое рычагом 9. Сжатый воздух, пройдя пусковое устройство, поступает в полость между статором и ротором и вращает ротор. На конце вала ротора установлено ведущее коническое зубчатое колесо 4, зацепляющееся с ведомым коническим зубчатым колесом 2, укрепленным на шпинделе 1, на котором установлен шлифовальный круг 11. Для ограничения частоты вращения шпинделя на заднем конце вала ротора установлен центробежный регулятор 6, который может перекрывать впускной канал. Дополнительная рукоятка ввинчивается в резьбовое отверстие в передней части корпуса, через которое в конический редуктор подается смазка.
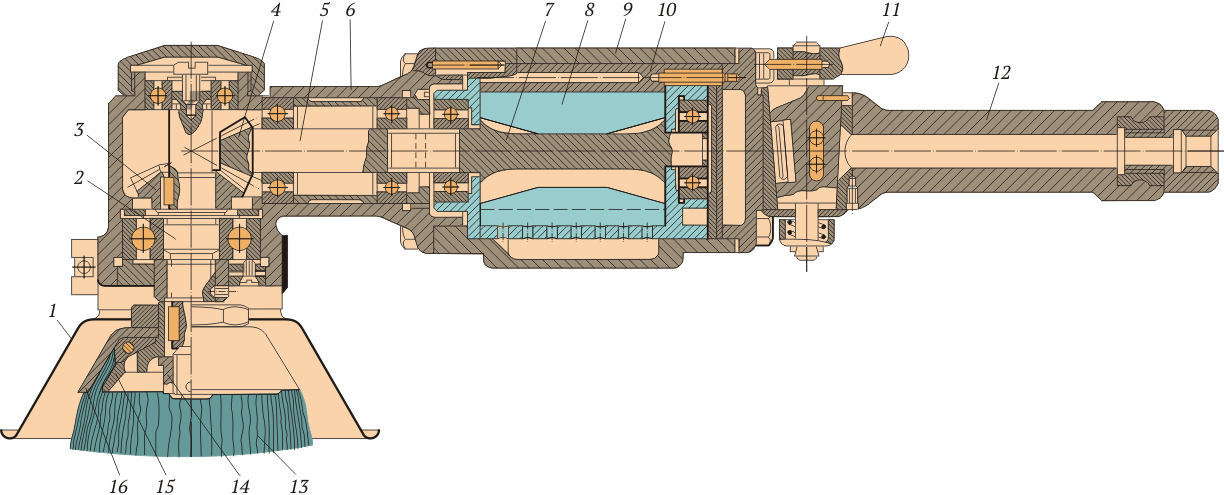
Рис. 7.7. Угловая ручная пневматическая щетка:
1 — защитный кожух; 2 — шпиндель; 3 — ведомое зубчатое колесо; 4 — ведущее зубчатое колесо; 5 — вал; 6 — угловая головка; 7 — ротор; 8 — лопатка; 9 — корпус; 10 — статор пневмодвигателя; 11 — пробковый кран; 12 — рукоятка; 13 — сменный проволочный вкладыш; 14 — гайка; 15, 16 — конусные чашки
Рис. 7.6. Угловая ручная шлифовальная пневматическая машина
Угловая ручная пневматическая щетка (рис. 7.7) предназначена для очистки металлических поверхностей от загрязнений, ржавчины, окалины и краски. Щетка состоит из корпуса 9 с вмонтированным реверсивным ротационным пневмодвигателем, рукоятки 12, угловой головки 6, проволочной собственно щетки и защитного кожуха 1. Сжатый воздух из магистрали поступает через пробковый кран 11 во впускные отверстия статора 10 пневмодвигателя, давит на лопатки 8, вращает ротор 7 и соединенный с ним вал 5. При этом ведущее коническое зубчатое колесо 4 вращает ведомое зубчатое колесо 3 и шпиндель 2, на котором укреплена проволочная щетка. Удаляемый воздух выходит в атмосферу через отверстия статора и полости корпуса, служащие одновременно камерами шумопоглощения. Проволочная щетка состоит из двух конусных чашек 15 и 16, между которыми с помощью гайки 14 зажимаются два сменных проволочных вкладыша 13. Вкладыши набирают из отходов пружинной проволоки диаметром 0,3…0,5 мм. Для повышения срока службы проволочной щетки в машине применен реверсивный пневмодвигатель, позволяющий при повороте пробкового крана 11 изменять направление вращения ротора. При этом изменяется направление вращения щетки. Стойкость проволочных вкладышей составляет 1—3 смены беспрерывной работы, после чего их заменяют новыми.
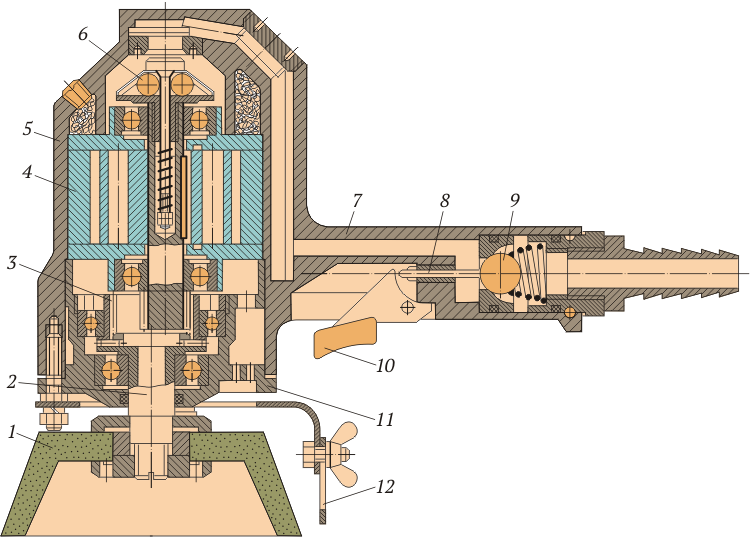
Рис. 7.8. Торцовая ручная шлифовальная пневматическая машина:
1 — шлифовальный круг; 2 — шпиндель; 3 — одноступенчатый цилиндрический редуктор; 4 — пневматический ротационный двигатель; 5 — корпус; 6 — центробежный регулятор; 7 — основная рукоятка; 8 — игла; 9 — шарик; 10 — курок; 11 — нижняя крышка; 12 — защитный кожух
Рис. 7.7. Угловая ручная пневматическая щетка
Торцовая ручная шлифовальная пневматическая машина (рис. 7.8) состоит из корпуса 5 с вмонтированным ротационным пневмодвигателем 4 и двумя рукоятками и шлифовального круга 1, закрытого защитным кожухом 12. В основной рукоятке 7 смонтировано пусковое устройство, управляемое курком 10. При нажатии на курок игла 8 отводит шарик 9, открывая доступ сжатому воздуху в полость между статором и ротором двигателя. Сжатый воздух давит на лопатки ротора и вращает его. От вала ротора вращение передается шпинделю 2 через одноступенчатый цилиндрический редуктор 3 с внутренним зацеплением. Зубья ведущего зубчатого колеса нарезаны непосредственно на выступающем конце ротора. Ведомое зубчатое колесо (с внутренними зубьями) установлено в подшипниках и штифтами соединено со шпинделем, на конце которого укреплен шлифовальный круг 1. Удаляемый воздух через выхлопные каналы корпуса поступает в полости, служащие одновременно камерами шумопоглощения, затем через нижнюю крышку 11 — в атмосферу. Для ограничения частоты вращения шпинделя на заднем конце вала ротора установлен центробежный регулятор 6, который может перекрывать впускной канал.
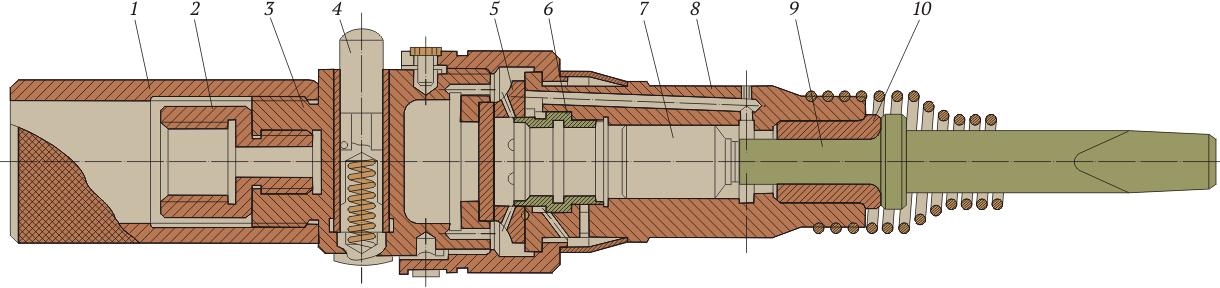
Рис. 7.9. Ручной пневматический рубильный молоток:
1 — рукоятка; 2 — штуцер; 3 — пусковое устройство; 4 — пусковой клапан; 5 — воздухораспределительное устройство; 6 — золотник; 7 — ударник; 8 — ствол; 9 — хвостовик зубила; 10 — концевая букса
Рис. 7.8. Торцовая ручная шлифовальная пневматическая машина
Ручной пневматический рубильный молоток (рис. 7.9) предназначен для очистки сварных швов и прилегающей зоны от шлака и брызг. Молоток состоит из ствола 8, ударника 7, воздухораспределительного устройства 5, пускового устройства 3 и рукоятки 1. В корпус пускового устройства вмонтированы пусковой клапан 4 и штуцер 2. На конце ствола запрессована концевая букса 10, в которую входит хвостовик 9 зубила. Возвратно-поступательное движение ударника осуществляется путем подачи воздуха поочередно в одну и другую полость его цилиндра по каналам воздухораспределительного устройства и ствола. Переключение подачи воздуха производится автоматически золотником 6.
Ручные шлифовальные и зачистные электрические машины. Эти машины также предназначены для очистки металлических поверхностей от загрязнений, ржавчины, окалины, брызг и краски, а сварных швов — от наплывов и шлака. Машины выпускаются двух типов: со встроенным электродвигателем и с вынесенным электродвигателем и гибким валом.
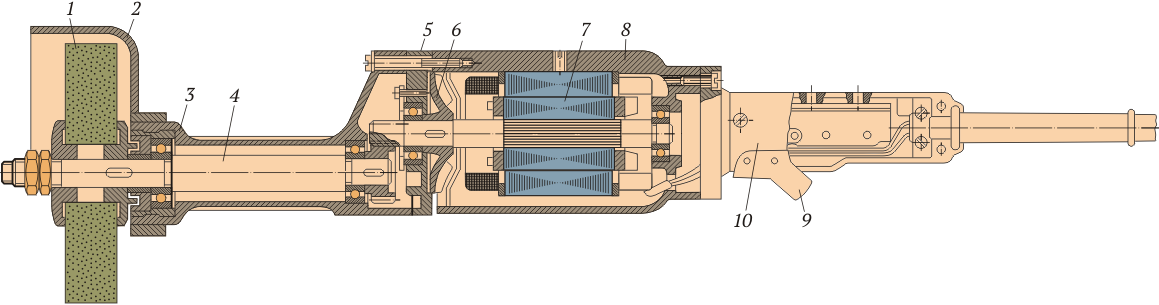
Рис. 7.10. Прямая ручная шлифовальная электрическая машина:
1 — шлифовальный круг; 2 — защитный кожух; 3 — корпус редуктора; 4 — шпиндель; 5 — промежуточная крышка; 6 — вентилятор; 7 — асинхронный трехфазный электродвигатель повышенной частоты; 8 — корпус машины; 9 — курок выключателя; 10 — рукоятка
Дата добавления: 2021-04-24; просмотров: 113; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!