Я ручная шлифовальная пневматическая машина 5 страница
Для резки в штампах на прессах используются специальные штампы, состоящие из пуансона и матрицы. На пуансоне выполнена режущая кромка, которая при смыкании пуансона и матрицы обеспечивает резку заготовки.
Гибка выполняется путем пластического изгиба заготовки. По принципу действия оборудование для гибки подразделяется на ротационные машины и гибочные прессы.
К ротационным машинам относятся листогибочные трех- и четырехвалковые машины, листогибочные машины с поворотной гибочной балкой, профилегибочные многовалковые станы, зигмашины, сортогибочные роликовые машины, трубо- и профилегибочные машины с индукционным нагревом, трубогибочные машины.
Листогибочные трех- и четырехвалковые машины предназначены для гибки цилиндрических обечаек и правки обечаек после сварки. Трехвалковые машины выполняются с симметричным и асимметричным расположением валков.
В трехвалковых симметричных машинах (рис. 2.2, а) верхний валок нажимает на заготовку, лежащую на нижних боковых валках, и изгибает ее. Боковые валки (приводные), вращаясь, перемещают заготовку, и изгиб происходит равномерно по всей длине заготовки. При гибке на этих машинах концы заготовки получаются плоскими. Длина плоского концевого участка равна половине расстояния между боковыми валками, поэтому концы заготовки предварительно загибают на прессе или в листогибочной машине с применением специальных приспособлений.
 Рис. 2.2.Схемы гибки на листогибочных валковых машинах:
Рис. 2.2.Схемы гибки на листогибочных валковых машинах:
а — трехвалковой симметричной; б — трехвалковой асимметричной; в — четырехвалковой
В трехвалковых асимметричных машинах (рис. 2.2, б) передний боковой валок смещен к середине, и заготовка изгибается под нажимом заднего бокового валка. Приводным служит верхний валок; боковые валки можно регулировать по высоте. Регулируемый передний боковой валок обеспечивает поджим листа к верхнему валку. Один конец заготовки сгибается почти полностью. Для получения обечайки с двумя согнутыми концами ее заводят в валки машины дважды.
В четырехвалковых машинах (рис. 2.2, в) верхний валок приводной, два боковых — гибочные. Средний нажимной валок обеспечивает прижим листа к верхнему валку. При гибке на этих машинах заготовка зажимается между верхним и нижним валками при нажиме среднего валка, далее на заготовку нажимает правый боковой валок, и концевой участок загибается (как на трехвалковых асимметричных машинах). Затем правый боковой валок опускается, включается привод вращения верхнего валка и происходит гибка заготовки по всей длине (включая второй концевой участок при нажиме левого бокового валка).
На листогибочных машинах с поворотной гибочной балкой (рис. 2.3) осуществляется гибка различных профилей, листового и полосового материала. Заготовку 5 устанавливают по упору на столе 4 машины и сверху прижимают траверсой 3. Вращением поворотной гибочной балки 1 вверх выступающая часть заготовки изгибается по шаблону-вставке 2, укрепленной в прижимной траверсе. Величина угла гибки определяется углом поворота балки, а радиус гиба — профилем съемного шаблона. Гибка сложных деталей осуществляется за несколько переходов при соответствующем перемещении заготовки.
 Рис. 2.3.Листогибочная машина с поворотной гибочной балкой (а) и схемы гибки на ней различных деталей (б):
Рис. 2.3.Листогибочная машина с поворотной гибочной балкой (а) и схемы гибки на ней различных деталей (б):
1 — поворотная гибочная балка; 2 — шаблон-вставка; 3 — прижимная траверса; 4 — стол; 5 — заготовка
Профилегибочные многовалковые станы служат для изготовления гнутых профилей из ленточного и полосового материала. Процесс профилирования заключается в постепенном превращении плоской заготовки в профиль требуемой формы при последовательном прохождении полосы или ленты через несколько пар вращающихся валков, каждая из которых имеет соответствующие направляющие ручьи. Количество пар валков, необходимое для изготовления профиля, зависит от его конфигурации. На профилегибочных многовалковых станах изготовляют открытые, полузакрытые и закрытые профили. Станы комплектуют рулонницей для размотки рулонов, ножницами для обрезки дефектных концов рулона, сварочной машиной для соединения концов рулонов, прессом для отрезки профиля.
Зигмашины предназначены для гибки кромок, закатки соединений кромок, рельефной формовки и резки тонкостенных листовых деталей. Эти операции выполняются между двумя вращающимися роликами с профилем, соответствующим производимой операции (рис. 2.4). Верхний ролик регулируется по высоте, благодаря чему происходит начальное деформирование заготовки.
 Рис. 2.4.Схемы обработки на зигмашинах:
Рис. 2.4.Схемы обработки на зигмашинах:
а—г — гибка кромок; д, е — рельефная формовка
Сортогибочные роликовые машины предназначены для гибки дуг и колец из сортового и фасонного материала. Гибка происходит между тремя сменными фасонными роликами, имеющими ручьи в соответствии с профилями изгибаемой заготовки. Все ролики—приводные и расположены консольно. В зависимости от расположения осей роликов сортогибочные машины разделяются на вертикальные и горизонтальные. Сортогибочные роликовые машины могут быть трехроликовыми симметричными, трехроликовыми асимметричными и четырехроликовыми.
В трехроликовых симметричных машинах (рис. 2.5, а) боковые ролики установлены стационарно, а средний ролик — регулируемый, благодаря чему достигается необходимое усилие гибки и требуемый радиус изгиба. При гибке на этих машинах концы заготовки остаются несогнутыми, поэтому их предварительно подгибают на прессе.
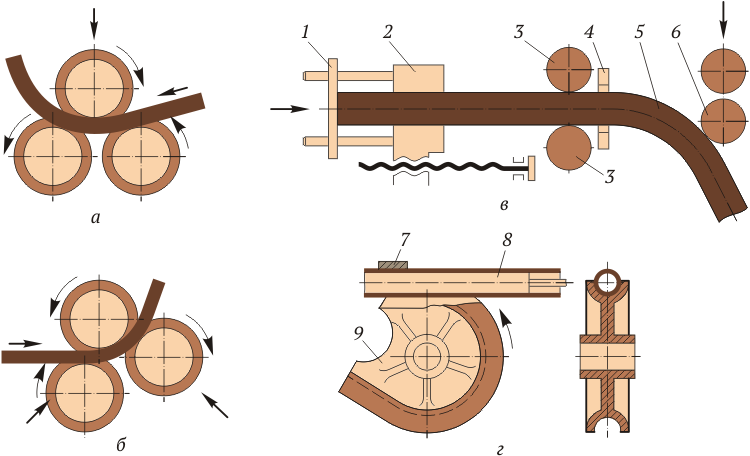 Рис. 2.5.Схемы гибки на сортогибочных трехроликовых симметричной (а) и асимметричной (б) машинах, на трубо- и профилегибочном станке с индукционным нагревом (в) и на трубогибочной машине (г):
Рис. 2.5.Схемы гибки на сортогибочных трехроликовых симметричной (а) и асимметричной (б) машинах, на трубо- и профилегибочном станке с индукционным нагревом (в) и на трубогибочной машине (г):
1 — упор; 2 — каретка; 3 — ролики; 4 — индуктор; 5 — заготовка; 6 — гибочный ролик; 7 — зажим; 8 — труба; 9 — шаблон
В трехроликовых асимметричных машинах регулируемыми выполнены боковые ролики, а средний ролик укреплен стационарно (рис. 2.5, б).
В трубо- и профилегибочных машинах с индукционным нагревом (рис. 2.5, в) изгибаемая заготовка 5 закрепляется в каретке 2 и роликах 3, задний торец заготовки упирается в упор 1. Каретка 2 перемещает заготовку, которая проходит индуктор 4, нагревающий ее на узком участке, и изгибается под действием изгибающего момента, создаваемого гибочным роликом 6. В трубогибочных машинах (рис. 2.5, г) труба 8 зажимается между зажимом 7 и шаблоном 9 и изгибается при их вращении.
Основными видами гибочных прессов являются листогибочные механические (кривошипные) и гидравлические прессы, прави́льно-гибочные механические (кривошипные) и гидравлические горизонтальные прессы, универсальные механические (кривошипные) и гидравлические прессы.
Гибочные прессы предназначены для гибки различных профилей из листового и полосового материала. На этих прессах можно выполнять пробивку отверстий и другие штамповочные операции. Основной способ гибки на гибочных прессах (рис. 2.6) — свободная гибка. Заготовка 3 изгибается под действием пуансона 2, закрепленного в ползуне 1. Угол изгиба определяется шириной матрицы 4 и глубиной опускания пуансона. Матрица имеет на своих гранях несколько пазов разной ширины. Перед гибкой матрицу устанавливают необходимой стороной (в зависимости от требуемой ширины паза) и закрепляют на столе 5.
 Рис. 2.6.Схемы (а, б) гибки на листогибочных прессах:
Рис. 2.6.Схемы (а, б) гибки на листогибочных прессах:
1 — ползун; 2 — пуансон; 3 — заготовка; 4 — матрица; 5 — стол
Гибочные прессы разделяются на механические (кривошипные) и гидравлические. Механические прессы отличаются простотой конструкции и быстроходностью ползуна, однако они уступают гидравлическим по ряду параметров. К тому же гидравлические прессы имеют ряд преимуществ: больший ход ползуна, независимость величины усилия на ползуне от его положения во время рабочего хода, регулируемость величины хода и скорости перемещения ползуна, невозможность перегрузки. Поэтому в последнее время механические прессы все больше вытесняются гидравлическими.
Штамповка — это один из способов обработки металлов давлением.
Для получения деталей из заготовок применяется холодная (листовая) и горячая (объемная) штамповка. Холодная штамповка применяется для получения деталей различного профиля из листового материала толщиной до 10 мм, для обработки металлов и сплавов, обладающих достаточной пластичностью. При этом способе штамповки обработка заготовок производится без нагрева.
При горячей штамповке заготовку нагревают до пластического состояния. В металле толщиной до 25 мм пробивают отверстия. Основные виды холодной штамповки: вырубка, пробивка, гибка, вытяжка, формовка. Схемы некоторых видов холодной листовой штамповки показаны на рис. 2.7.
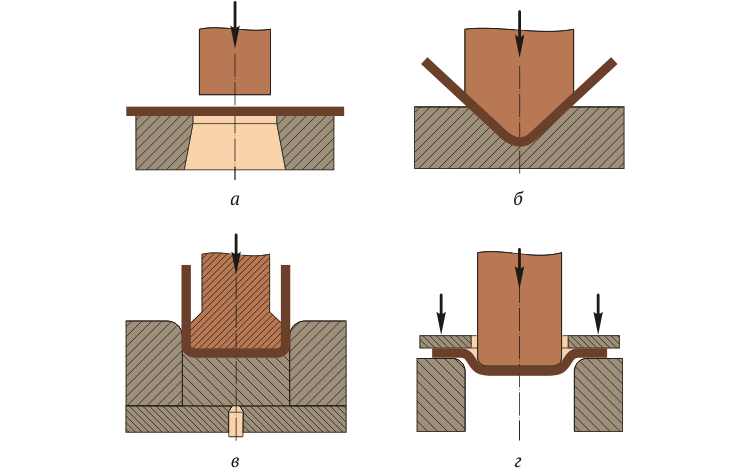 Рис. 2.7.Схемы холодной листовой штамповки:
Рис. 2.7.Схемы холодной листовой штамповки:
а — вырубка; б — одноугловая гибка; в — двухугловая гибка; г — вытяжка
Процессы вырубки и пробивки аналогичны процессу резки на ножницах: вначале происходит упругий изгиб материала под действием пуансона с легким выдавливанием материала в отверстие матрицы; далее пуансон вдавливается в металл и выдавливает его в отверстие матрицы; при дальнейшем погружении пуансона происходит скалывание металла и отделение вырезаемой детали (при вырубке) или отходов (при пробивке).
При изготовлении деталей сварных конструкций холодной листовой штамповкой применяются универсальные механические и гидравлические прессы и дыропробивные прессы.
Универсальные механические и гидравлические прессы по принципу действия подразделяются на прессы простого, двойного и тройного действия.
Механические прессы простого действия имеют один движущийся ползун и служат для вырубки, пробивки, гибки и неглубокой вытяжки. Прессы двойного и тройного действия имеют два или три независимо движущихся ползуна и предназначены для глубокой вытяжки крупногабаритных изделий (преимущественно в автомобилестроении).
Универсальные механические прессы простого действия в зависимости от конструктивного исполнения станины могут быть открытыми или закрытыми. Станина открытых прессов С-образной формы; штамповое пространство обеспечивает доступ с трех сторон, что облегчает обслуживание пресса. Открытые прессы изготовляются трех разновидностей: с передвижным столом и рогом, наклоняемые и ненаклоняемые. У прессов с передвижным столом и рогом стол может перемещаться вертикально, что позволяет увеличить высоту штампового пространства. Наклоняемые прессы устанавливают на специальные стойки, на которых вся конструкция пресса со станиной может поворачиваться так, что плоскость стола составляет угол до 30° к горизонту; это облегчает удаление деталей после штамповки. Ненаклоняемые прессы имеют наиболее жесткую конструкцию и поэтому изготовляются с бо́льшими усилиями, чем остальные прессы. Станина закрытых прессов выполняется в виде симметричной рамы, поэтому они по сравнению с открытыми развивают значительно бо́льшие усилия и имеют бо́льшие размеры штампового пространства. Закрытые прессы по числу точек подвеса ползуна делятся на одно-, двух- и четырехкривошипные.
Гидравлические прессы простого действия применяются для вырубки, гибки, отбортовки. По конструктивному исполнению гидравлические прессы подразделяют на одностоечные (открытые) и рамные (закрытые).
Дыропробивные прессы применяются для вырезки в листовых деталях круговых отверстий диаметром 10…50 мм. Дыропробивные прессы работают следующим образом: при перемещении пуансона в вертикальном направлении режущая кромка пуансона вырезает в листовой заготовке, закрепленной в матрице штампа, отверстие диаметром, равным диаметру пуансона.
Дыропробивные прессы делятся на одноштемпельные (однопуансонные), координатно-револьверные и многоштемпельные. Одноштемпельные прессы, как и пресс-ножницы, позволяют последовательно пробивать отверстия по разметке или по шаблону с отверстиями, который крепят к заготовке. Координатно-револьверные прессы предназначены для последовательной пробивки отверстий. В револьверной головке пресса может быть установлено до 32 единиц сменного дыропробивного инструмента, что по сравнению с одноштемпельными прессами позволяет резко сократить затраты времени на смену инструмента. Координатно-револьверные прессы выпускаются с ручным и программным управлением. При ручном управлении отверстия пробивают по шаблону, устанавливаемому на столе пресса. Прессы с программным управлением обеспечивают автоматическое позиционирование заготовки, что исключает операции разметки и применение шаблонов. Многоштемпельные прессы предназначены для групповой пробивки отверстий без предварительной разметки.
Механическая обработка при изготовлении деталей сварных конструкций выполняется на металлорежущих станках. На них выполняют операции сверления отверстий, обработки кромок и поверхностей, резки, зачистки.
На сверлильных станках сверлят отверстия больших диаметров в толстых деталях, когда невозможно применение дыропробивных прессов или когда особое значение имеет точность отверстий и расстояний между ними. Сверлильные станки применяют также для рассверливания отверстий, полученных пробивкой на прессах, для зенкерования и нарезания резьбы; универсальные вертикально- и радиально-сверлильные, многошпиндельные вертикально-сверлильные — для сверления отверстий; вертикально-сверлильные — для обработки отверстий диаметром до 75 мм в малогабаритных деталях; радиально-сверлильные стационарные и передвижные — для обработки отверстий диаметром до 100 мм в крупногабаритных деталях, а также в сварных узлах; многошпиндельные вертикально-сверлильные — для групповой обработки отверстий.
Строгальные станки применяются для обработки кромок при необходимости получения деталей точных размеров по длине и ширине, в случаях жестких требований к подготовке кромок под сварку, в случаях, когда по условиям эксплуатации изделия требуется удаление зоны наклепа (после резки на ножницах) или зоны закалки (после термической резки), а также при необходимости получения ровных опорных поверхностей деталей, изготовляемых по особым техническим требованиям.
Кромкострогальные станки предназначены для строгания кромок листов и фасонного проката; продольно-строгальные — для строгания кромок листовых заготовок, плоских горизонтальных, вертикальных и наклонных поверхностей, пазов и канавок; поперечно-строгальные — для строгания кромок и плоских поверхностей деталей небольших размеров.
Фрезерные станки подразделяются на продольно-фрезерные (для фрезерования кромок и поверхностей деталей) и торцефрезерные (для фрезерования торцов деталей из фасонного проката и сварных узлов).
Токарно-карусельные станки используются для обработки кромок цилиндрических обечаек и днищ резервуаров.
2.2Линия термической резки
Линия термической резки (раскроя) деталей из листового проката (рис. 2.8), предназначенная для маркировки, вырезки и сортировки фигурных деталей, работает следующим образом.
 Рис. 2.8.Схема линии термической резки деталей из листового проката:
Рис. 2.8.Схема линии термической резки деталей из листового проката:
1, 5 — трансбордеры; 2 — газорезательные портальные машины; 3 — маркировочные машины; 4 — подъемные столы; 6 — трансбордер листа; 7 — приемник-питатель; 8 — кантователь-погрузчик; 9 — возвратный рольганг; 10 — раскроечная рама; 11 — электромагнитный сортировщик; 12 — поворотная секция возвратного рольганга
Разрезаемый лист из приемника-питателя 7 с горизонтальным шагом поступает на трансбордер 6 для доставки листа к кантователю-погрузчику 8, который поворачивает лист из вертикального положения в горизонтальное и укладывает его в раскроечную раму 10. Раскроечная рама с листом подается трансбордером 5 к первой или второй нитке линии. Далее раскроечная рама подающим рольгангом, расположенным под маркировочными и резательными машинами, подается под ту или иную машину и поднимается гидравлическими домкратами подъемного стола 4 в рабочее положение для маркировки или резки. При этом рольганг окажется свободным для перемещения раскроечных рам.
Первая технологическая операция — маркировка деталей — выполняется маркировочной машиной 3 с цифровым программным управлением. После маркировки раскроечная рама с листом подается к одной из газорезательных портальных машин 2 с фотокопировальным или с числовым программным управлением. По окончании резки раскроечная рама с деталями поступает по рольгангу на трансбордер 1, который доставляет раму к поворотной секции 12 возвратного рольганга. Секция 12 выставляет детали в необходимое положения для их приема электромагнитным сортировщиком 11 с программным управлением. Электромагнитный сортировщик раскладывает детали на транспортные рольганги, обеспечивающие их передачу на участки дальнейшей технологической обработки или непосредственно на участки комплектации. Свободная раскроечная рама 10 перемещается по возвратному рольгангу 9 к кантователю-погрузчику 8.
Дата добавления: 2021-04-24; просмотров: 103; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!