Я ручная шлифовальная пневматическая машина 4 страница
Вспомогательные документы применяют при разработке, внедрении и функционировании технологического перехода (операции).
К основным документам технологического процесса изготовления сварной конструкции относится технологическая карта — основной производственный документ, в котором приведены все данные по деталям, сборке и сварке конструкции. Технологическая карта находится в строгом соответствии с принципиальным технологическим процессом.
Основные документы полностью и однозначно определяют ТП (операцию) изготовления изделий и содержат информацию, необходимую и достаточную для решения инженерно-технических, планово-экономических и организационных задач. Основные документы бывают общего и специального назначения.
Вспомогательные документы применяют при разработке, внедрении и функционировании технологического процесса. Общие правила заполнения основных и вспомогательных документов технологического процесса установлены ГОСТ 3.1705—81.
Документы общего назначения применяют в отдельности или комплекте на технологический процесс вне зависимости от методов изготовления изделий. К ним относятся титульный лист (ТЛ), карта эскизов (КЭ) и технологическая инструкция (ТИ).
Документы специального назначения применяют при описании ТП (операции) в зависимости от видов процессов изготовления изделий, типа и вида производства. К ним относятся:
§ маршрутная карта (МК);
§ карта технологического процесса (КТП);
§ карта типового технологического процесса (КТТП);
§ универсальная карта типового технологического процесса (КТТП/У);
§ операционная карта (ОК);
§ карта типовой операции (КТО);
§ комплектовочная карта (КК);
§ технико-нормировочная карта (ТНК);
§ карта кодирования информации (ККИ);
§ ведомость технологических маршрутов (ВТМ);
§ ведомость оснастки (ВО);
§ ведомость оборудования (ВОБ);
§ ведомость материалов (ВМ) и др.
Комплектность технических документов (ТД) определяют в зависимости от типа производства (единичное, серийное, массовое) и видов разрабатываемых процессов по их организации (единичный, типовой, групповой). Каждый разработанный документ должен иметь самостоятельное обозначение.
Технологическая карта— основной производственный документ, в котором приведены все данные по деталям, сборке и сварке конструкции.
Технологическая карта находится в строгом соответствии с принципиальным технологическим процессом.
Разработанные ТП утверждают в установленном порядке. Подписи лиц, разработавших и проверивших документ, а также лица, ответственного за нормоконтроль документов, являются обязательными.
Контрольные вопросы
1. Каковы принципы классификации сварных конструкций?
2. На какие типы классифицируют сварные конструкции?
3. Каковы особенности работы сварных конструкций?
4. Что включают в себя технические условия на изготовление сварных конструкций?
5. Что понимают под технологичностью изготовления сварных конструкций?
6. Что включают в себя технические условия на изготовление сварных конструкций?
7. Что понимают под технологическим процессом изготовления сварных конструкций?
8. Каковы общие принципы проектирования технологических процессов сварки?
9. По каким признакам классифицируют нормативные документы на сварку?
ГЛАВА2Механизация заготовительных операций
· 2.1. Технологическое оборудование
· 2.2. Линия термической резки
· 2.3. Механизация работ на складах комплектации деталей
2.1Технологическое оборудование
При изготовлении деталей сварных конструкций выполняются следующие заготовительные операции: правка, очистка и подготовка поверхности, разметка и маркировка, резка (механическая и термическая), гибка, штамповка, механическая обработка. Все эти операции выполняются с применением соответствующего оборудования.
Правка необходима для выправления проката до обработки и заготовок после вырезки и производится путем пластического изгиба или растяжения материала. По принципу действия оборудование для правки разделяется на ротационные машины, прессы и растяжные прави́льные машины.
К ротационным машинам относятся листоправильные многовалковые и сортоправильные многороликовые машины.
Листоправи́льные многовалковые машины предназначены для правки листового проката и листовых заготовок. Металлический лист проходит между двумя рядами вращающихся валков, расположенных в шахматном порядке. Расстояние между нижним и верхним рядами валков регулируется и устанавливается в зависимости от толщины выправляемого листа. При прохождении между валками каждый участок листа получает многократный изгиб в противоположные стороны и выправляется. В зависимости от величины искривлений листа правка производится за один или несколько проходов. Для правки тонких листов металла применяют машины с больши́м числом валков. Ряды валков могут быть расположены параллельно и непараллельно. Непараллельное положение рядов валков обеспечивает постепенное уменьшение кривизны перегиба листов в валках, что повышает качество правки.
Сортоправи́льные многороликовые машины предназначены для правки сортового и фасонного проката. Заготовка проходит между двумя рядами прави́льных роликов, расположенных в шахматном порядке, многократно изгибается и выправляется. Расстояние между верхними и нижними рядами роликов регулируется в зависимости от сечения выправляемой заготовки. Сменные ролики можно менять в зависимости от конфигурации сечения выправляемого материала, что позволяет править на одной машине различные профили.
Прессы, используемые для правки, могут быть винтовые, гидравлические колонные, гидравлические с передвижным порталом, гидравлические и кривошипные горизонтальные, гидравлические и кривошипные одностоечные.
Винтовые прессы применяют для правки листовых заготовок длиной и шириной до 1000 мм. Правка производится ударами ползуна по заготовке с применением плоской прави́льной плиты, установленной на столе пресса, и плоской плиты, закрепляемой на ползуне. Для правки используют винтовые фрикционные прессы и винтовые прессы с дугостаторным приводом.
Гидравлические колонные прессы предназначены для правки и гибки крупногабаритного листового и полосового проката и заготовок толщиной до 100 мм. Правка производится с применением прокладок. Одну прокладку устанавливают на искривленную часть листа, а две другие — с противоположной стороны заготовки по краям искривлений. Под действием ползуна заготовка изгибается и выправляется.
Гидравлические прессы с передвижным порталом предназначены для правки проката и заготовок из фасонного, сортового и листового материала.
Гидравлические колонные прессы и прессы с передвижным порталом применяют как в заготовительном производстве, так и для правки сварных узлов.
Гидравлические и кривошипные горизонтальные и одностоечные прессы предназначены для правки и гибки фасонного и сортового проката. При правке на этих прессах обратный прогиб гнутой заготовки происходит под действием пуансона, который давит на выпуклую часть заготовки, опирающуюся на опорные колодки. Регулированием расстояния между колодками и хода пуансона достигается необходимый обратный прогиб заготовки.
Растяжные прави́льные машины предназначены для правки проката и заготовок малой толщины и сечения. При правке растяжением выправляемую заготовку закрепляют концами в зажимных головках машины. Затем рабочую головку перемещают, растягивая заготовку на определенную величину относительного удлинения и тем самым выправляя ее.
Очистка поверхности применяется для удаления с нее средств консервации, загрязнений, смазочно-охлаждающих жидкостей, ржавчины, окалины, заусенцев, грата и шлака, затрудняющих процесс сварки, вызывающих дефекты сварных швов и препятствующих качественному нанесению защитных покрытий. Очистка проката, деталей и сварных узлов выполняется механическими и химическими методами. Механическая очистка выполняется на дробеструйных и дробеметных аппаратах, на зачистных станках, в галтовочных барабанах, с помощью ручных пневматических и электрических машин. К химическим методам очистки относятся обезжиривание и травление, выполняемые способом погружения в ванны или струйным способом.
Дробеструйные и дробеметные аппараты применяются для очистки листового и профильного проката и сварных узлов толщиной не менее 3 мм. При такой очистке дробь выбрасывается с большой скоростью на очищаемую поверхность и, ударяясь о металл, удаляет имеющиеся на нем загрязнения, ржавчину и окалину. В дробеструйных аппаратах дробь выбрасывается на очищаемую поверхность через сопло с помощью сжатого воздуха, в дробеметных аппаратах — лопатками ротора под действием центробежной силы.
Дробеструйные и дробеметные аппараты устанавливают в очистных камерах, где также находится оборудование для размещения и транспортирования очищаемых изделий, устройства для сбора, сепарации (очистки) и возврата дроби, для удаления загрязненного воздуха. Дробеструйная очистка с применением беспыльных аппаратов не требует специальных камер, однако этот метод менее производителен по сравнению с очисткой в камерах. Дробеметная очистка по сравнению с дробеструйной более производительна, обеспечивает полную механизацию процесса и улучшение условий труда.
После дробеметной и дробеструйной очистки прокат обычно подвергают пассивированию или грунтованию для предохранения от ржавчины в процессе изготовления сварных конструкций.
Для очистки поверхностей фасонного проката и труб наряду с дробеметными и дробеструйными аппаратами применяются зачистные станки, рабочими органами которых служат металлические щетки, иглофрезы, шлифовальные круги или ленты.
Подготовка поверхности состоит в ее зачистке, обезжиривании и травлении.
Зачистку выполняют для удаления с поверхностей заготовок и деталей инородных примесей.
Для зачистки деталей сварных конструкций применяются универсальные точильно-шлифовальные станки, специализированные станки и галтовочные барабаны.
Обезжиривание и травление поверхности осуществляются химическими методами.
При обезжиривании с поверхности изделия удаляются жировые вещества, содержащиеся в консервационных и штамповочных смазках, в эмульсионных и охлаждающих жидкостях. Обезжиривание очищаемых изделий выполняют щелочными растворами способом погружения или струйным способом. После обезжиривания изделия промывают водой и сушат.
При травлении с поверхности металла удаляются ржавчина и окалина. Травление выполняют растворами соляной, серной или ортофосфорной кислоты теми же способами. После травления необходимо нейтрализовать поверхность раствором кальцинированной соды, промыть водой, пассивировать изделие в растворе нитрита натрия, снова промыть водой и просушить.
Обезжиривание и травление струйным способом предпочтительнее, чем погружением, так как сокращает длительность технологического процесса и обеспечивает высокое качество очистки.
Обезжиривание и травление способом погружения выполняют в ваннах. Для проведения нескольких операций химической подготовки поверхности необходимо иметь несколько ванн. В таких случаях их объединяют в одну установку с механизированными загрузкой и переносом изделий из ванны в ванну.
Для очистки струйным способом используют проходные камеры туннельного типа. В камерах изделие проходит сквозь контур — систему труб с насадками, через которые изделие обливают соответствующими растворами или водой.
Резка выполняется для отделения частей от листового или сортового материала. При изготовлении деталей сварных конструкций применяются различные виды резки: ножницами, на отрезных станках, термическую, в штампах на прессах.
Ножницы применяют для резки листового, фасонного и сортового материала малой и средней толщины и сечения. Резка на ножницах основана на упруго-пластической деформации и скалывании металла под давлением ножа. Разрезаемый материал заводят между нижним и верхним ножами, под давлением верхнего ножа вначале происходит вдавливание ножей в металл на глубину 0,2…0,4 толщины, затем скалывание металла по поверхности между остриями режущих кромок. В производстве сварных конструкций применяют разнообразные ножницы: листовые с наклонным ножом, высечные, дисковые, комбинированные, сортовые, механизированно-ручные (пневматические и электрические), комбинированные пресс-ножницы.
Листовые ножницы с наклонным ножом (рис. 2.1, а) предназначены для разделительной и прямолинейной (продольной и поперечной) резки листового материала. В зависимости от вида привода ножницы разделяют на кривошипные, гидравлические и пневматические. Листовые ножницы специальной конструкции с наклонным ножом позволяют также снимать фаску под сварку. В этих ножницах на ножевой балке закреплено два ножа: нижний служит для прямой резки, верхний — для снятия фаски. При ходе ножевой балки вниз выполняется прямой рез, затем балка поворачивается и вторым ножом снимается фаска.
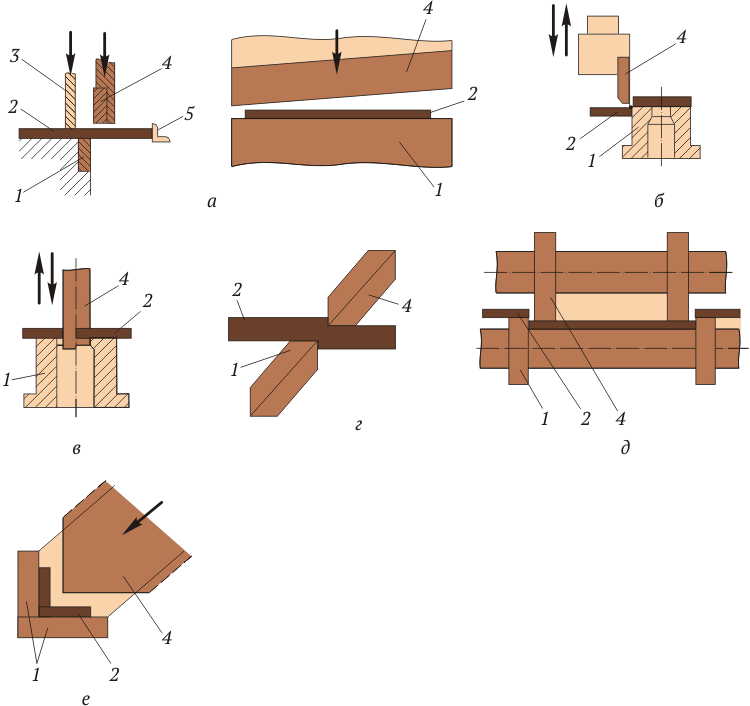 Рис. 2.1.Схемы резки ножницами различных типов:
Рис. 2.1.Схемы резки ножницами различных типов:
а — листовыми с наклонным ножом; б, в — высечными; г — двухдисковыми с наклонными ножами; д — многодисковыми; е — для резки уголка; 1 — нижний нож; 2 — разрезаемый материал; 3 — прижим; 4 — верхний нож; 5 — упор
Высечные ножницы применяются для прямолинейной, круговой и фигурной резки листового материала. На высечных ножницах (рис. 2.1, б, в) резка выполняется при быстром вертикальном перемещении верхнего ножа и горизонтальном перемещении заготовки. Современные высечные ножницы снабжены координатным устройством, обеспечивающим позиционирование заготовки в процессе резки. Позиционирование заготовки осуществляется по шаблону или автоматически по чертежу либо по программе, записанной на перфоленте.
Дисковые ножницы характеризуются наличием круглых ножей, при вращении которых происходит резка. Дисковые ножницы могут быть однодисковыми с наклонным ножом, двухдисковыми с наклонными ножами и многодисковыми. Двухдисковые ножницы с наклонными ножами (рис. 2.1, г) предназначены для прямолинейной, круговой и фигурной резки листового материала. Такие ножницы позволяют снимать фаску под сварку, выполнять отбортовку и гибку листового материала. Однодисковые ножницы с наклонным ножом предназначены для снятия фаски под сварку на прямолинейных и криволинейных кромках деталей из листового материала. Многодисковые ножницы (рис. 2.1, д) предназначены для продольной резки рулонного и листового материала.
Комбинированные пресс-ножницы состоят из четырех устройств, смонтированных в станине: устройство для резки сортового и фасонного материала, дыропробивной пресс, устройство для резки листового материала и зарубочное устройство. Привод всех четырех устройств осуществляется от одного электродвигателя через систему передач и кривошипно-шатунный механизм. Комбинированные ножницы отличаются от комбинированных пресс-ножниц тем, что не имеют устройства для пробивания отверстий.
Сортовые ножницы включают в себя только одно устройство для резки сортового и фасонного материала.
Наряду с универсальными ножницами для резки фасонного и сортового материала применяются специализированные ножницы для резки уголка (рис. 2.1, e), швеллеров и двутавров.
Механизированно-ручные ножницы (пневматические и электрические) выпускаются двух разновидностей: для прямолинейной и фигурной резки листового материала; для скоса кромок под сварку.
Отрезные станки предназначены для резки труб, фасонного и сортового материала. На отрезных станках возможны резка материала бњльших сечений, чем на ножницах, и более высокое качество резки. Однако трудоемкость при резке на отрезных станках выше, чем при резке на ножницах. Поэтому отрезные станки применяют для резки профилей, которые невозможно резать на ножницах (например, для резки труб, профилей бњльших сечений, профилей под углом), а также при необходимости обеспечить высокую точность резки. В производстве деталей сварных конструкций применяют отрезные станки с дисковыми и ленточными пилами, трубоотрезные станки, а также станки с отрезными шлифовальными кругами.
Термическую резку применяют для листового материала средней и большой толщины и труб большого диаметра. С помощью термической резки выполняется прямолинейная и фигурная резка листа толщиной до 300 мм и более, а также снятие фаски под сварку. При термическом способе применяется газоплазменная резка и плазменная резка. Для термической резки используются специальные установки, состоящие из станины с элементами крепления, портала с узлами перемещения горелок (плазматронов), газовых баллонов и источника питания для создания плазменной струи.
Дата добавления: 2021-04-24; просмотров: 121; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!