Виробництво дерев ’ яної тари, сировина, верстати.
Переробка низькоякісної (4-ий сорт) м'ягколистяної деревини на звичайні пиломатеріали економічно не вигідна (збиткова). Переробка цієї сировини на коротко мірну тарну пилопродукцію (клепка заливна і сухо тарна, тарні дощечки …) з відбором чорнових заготовок, не дивлячись на значно менший об'ємний вихід і збільшення трудозатрат, рентабельна.
Економічно вигідна також переробка на короткомірну тарну пилопродукцію і низькоякісної дровяної деревини всіх порід. Раціональні схеми розкрою забезпечують рентабельність переробки низькоякісної деревини великих діаметрів навіть із внутрішньою гниллю від ½ до 2/3 діаметра. При переробці вказаної сировини обємний вихід знижується із збільшенням діаметра сировини, так як в тонкомірній сировині менше гнилі. Приблизний корисний вихід із сировини діаметром:
12 – 14 см. 38 – 44 % ,
16 – 18 см. 34 % ,
26 – 30 см. і товстіше 28 – 29 % ,
середній вихід 33 %.
78
Вихід залежить від від співвідношення фаутності, товщини виробляємої продукції, товщини пил, що впливають на ширину пропилу і від схеми розкрою. Раціональний і економічно вигідний розхід, а значить, забезпечення найбільшого об'ємного і якісного виходу можливо при випилюванні продукції декількох видів, однакових по товщині, але різних по ширині і довжині. Це дозволяє більш довгі і широкі дощечки з недопустимими дефектами переробляти на більш короткі і вузькі ( до вимог стандартів).
|
|
|
Найбільш прогресивний спосіб розпилювання – сегментний. Технологія розпилювання по цьому способу складається із наступних операцій. На однопильних станках – перших в потоці – від відрізків із внутрішньою гниллю відпилюють сегменти в межах всієї здорової периферійної зони до границь гнилі, із зони внутрішньої гнилі випилюють товсту серцевинну дошку чи дві центральних дошки (в залежності від діаметра сировини і характеру гнилі). Потім випилені сегменти і дошки розпилюють на однопильному верстаті (двохпильному чи багатопильному) на бруски, товщиною рівною ширині випускаємої продукції. Бруски сортують по якості. Із осикових, кращої за якістю деревини, випилюють більш цінну продукцію – бондарну клепку для заливних бочок. На лісо тарних рамах (кругло пильних верстатах в залежності від обладнання цеху) бруски розпилюють на коротко мірну пило продукцію – клепку, комплект орну тару, і т.д. Готову продукцію сортують за якістю, обрізують крайки і передають на встановлені по потоку станки для торцювання, обрізки крайок і для переробки дощок з дефектами на більш короткі і більш вузькі (за вимогами стандартів).
|
|
|
Із товсто мірної сировини без внутрішньої гнилі із периферії випилюють сегменти. Із центральної зони випилюють одну товсту серцевинну дошку або дві центральні ( в залежності від діаметра сировини і характеру гнилі). Із тонкомірних здорових відрізків без гнилі діаметром 12 – 14 см. і товстіше випилюють двохкантний брус товщиною рівною ширині випускаємої продукції. Відрізки без гнилі діаметром 22 – 24 см. можна розпилювати на два сегменти. Тонкий горбильний обопол, що залишається від сегменту після випилювання з нього брусків, теж перероблюється на дрібну пило продукцію – вузькі дошки шириною 50 – 60 мм., планки, і т.д. Схеми розкрою сировини з гниллю і без гнилі показані на малюнку (мал.1.)
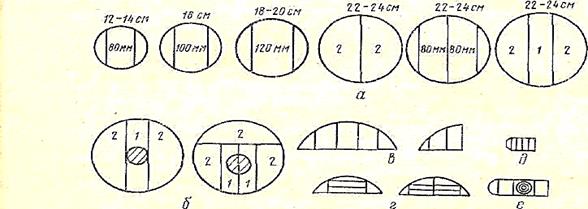
Мал.1. Розпилювання низькоякісної сировини на короткомірну продукцію.
а) із здоровою деревиною; б) із внутрішньою гниллю; в) розкрій сегментів і напівсегментів на дошки; г) випилювання дощечок із горбильного обапола; д) ділення брусків на дощечки; е) випилювання гнилі із двохкантного бруса; 1 – двохкантний брус; 2 – сегменти.
Технологічний процес виготовлення тарних пиломатеріалів.
Основним фактором що визначає структуру виробництва лісо тарного цеху, його потужність і технологічне обладнання є баланс сировини – його види і якість. Комплект обладнання повинен забезпечувати всі операції, пов’язані із переробкою даної сировини. Технологічне розміщення обладнання в цеху повинно створювати умови прямолінійного потоку, тобто станки потрібно встановлювати втакому порядку, щоб із одного кінця в цех поступала сировина, з іншого – виходила готова продукція (мал.2.).
|
|
|
Цех на базі круглопильних станків розрахований на невеликий об’єм виробництва – 10 тис. м³ переробки сировини в рік. На початку потоку встановлені два кругло пильних станки, із яких перший - розвальний призначений для розпилювання сировини на сегменти, дошки і двокантні бруси, інший, з більш тонкою дисковою пилою невеликого діаметра, призначений для формування
79
брусків товщиною, рівною ширині випускаємих дощок, і випитлювання гнилі. Сировина до станка подається транспортером, обладнаним скидачем і дистанційним вмикачем з робочого місця верстатника. Сегменти, дошки і бруси з розвального станка передаються на другий кругло пильний станок для розпиловки на дощечки і обрізки із обзольних крайок. Між цими станками встановлений роликовий стіл. За ділильними станками розміщені: стіл для накопичення дощок, що підлягають торцюванню і розкрою, торцювальний станок, за ним стіл сортування дощечок і ув’язування їх в пачки (якщо потрібно), потім станок Ц-6 (або ЦА-2) для виготовлення дрібних деталей тари і для обрізки обзольних дощечок. Вздовж потоку за межі цеху, починаючи від розміщення станків, проходить стрічковий транспортер, призначений для виносу із цеху відходів і готової продукції. При необхідності він може переміщувати і оброблювані матеріали. Готова продукція вивозиться із цеху в касетах автонавантажувачами. Тирса видаляється із цеху пневмотранспортером.
|
|
|
Цех на базі лісотарних рам в поєднанні з круглопильними станками розрахований на переробку 25- 35 тис.м³ низькоякісної і низькосортної сировини і кускових відходів в рік. Першим на потоці встановлений однопильний шпалорізний станок, призначений для розкрою сировини на бруси, сегменти і випилювання гнилі. Сировина подається ланцюговим транспортером, обладнаним скидачем із дистанційним управлінням з робочого місця верстатника. Від цього станка до рзміщення лісотарних рам проходить привідний роликовий транспортер, за ним стрічковий. На трасі роликового транспортера встановлений чотирьох пильний обрізний станок, призначений для випилювання гнилі із брусків і дощок і для розпилювання їх на бруски товщиною рівною ширині випускаємих дощечок. Через цей же станок по транспортеру направляються також горбильні обаполи, що підлягають діленню на ребровому станку. За шпалорізним станком по обидві сторони потоку встановлені дві лісо тарні рами для розпилювання брусків на тарні дощечки (клепку). Кожна рама спереду обладнана привідним роликовим транспортером, позаду стрічковим транспортером з гвинтовими роликами на кінці і ланцюговим транспортером. За лісорамами по ходу потоку на трасі стрічкового транспортеру встановлені два торцювальних станки. Ребровий станок і прирізний станок ЦДК-4. При випуску дрібної продукції з великою точністю розмірів по довжині торцювальний станок можна замінити на двох пильний кінцерівняч. Дрібні відходи через люки поступають на транспортери встановлені на першому поверсі. Тирса іде по пневмотранспортері.
Готова продукція, відсортована на сортувальних столах, стрічковим транспортером подається на касетну площадку, де вкладається в касети і вивозиться на склад. В умовах таких цехів найбільш ефективним підйомно –транспортним механізмом є автонавантажувач, що забезпечує переміщення вантажів і їх підйом на висоту.
|
|
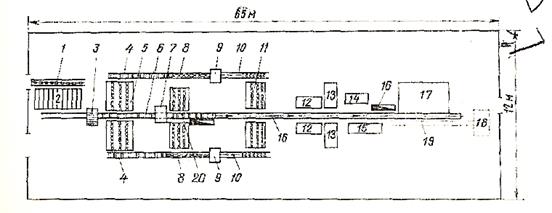
Мал.2. Технологічне планування тарного цеху на базі двох лісотарних рам і круглопильних станків.
1. ланцюговий транспортер; 2. буферна площадка; 3. круглопильний станок ЦДТ-6М;
4,8 транспортери лісорам;5. ланцюговий поперечний транспортер (або роликовий);
6,20 привідні роликові транспортери; 7, обрізний станок, Ц2Д-5; 9, лісотарна рама, РТ-2;
10. стічковий транспортер з гвинтовими роликами;11. поперечний ланцюговий транспортер;
12. торцювальні станки ЦКБ-40;13. столи для сортування і ув’язки дощечок;
14. ділильно реєчний станок ЦА-2; 15. ребровий станок ЦР-4; 16. люки; 17. площадка для касет;
18. подрібнювач відходів;19. стічковий транспортер.
80
Дата добавления: 2019-07-15; просмотров: 189; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!