Розпилювання деревини на круглопильних верстатах.
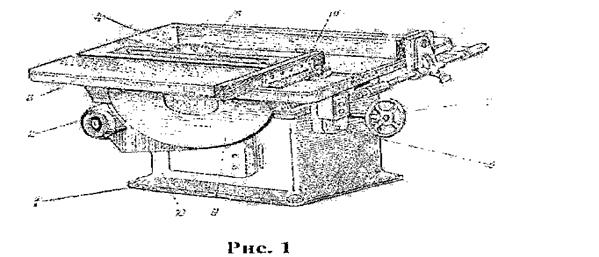
Будова верстата. Круглопиляльні верстати з ручною подачею типу Ц-5 і Ц-6 (рис. 1) універсальні, призначені для поздовжнього, поперечного і під кутом пиляння деревини (дощок, заготовок фанери тощо). На цих верстатах можна вибирати чверті, пази, а при певних пристосуваннях зарізати шипи і вушка. Верстат складається із станини 7, на якій змонтовані всі основні частини і деталі: двигун 2, через клинопасову передачу приводить в обертовий рух пиляльний шпиндель, на якому насаджена циркулярна пила 4. Розпилювальний матеріал пересувають по столу 3, який може підніматись угору і опускатися вниз на максимальну величину пропилу 130 мм, при відповідному діаметрі пили. Під час повздовжнього пиляння користуються напрямною лінійкою 5, яка допускає розпил максимальної ширини 400 мм. При поперечному пилянні - торцюванні користуються кутником 6, який можна пересувати в повздовжньому Т-подібному пазу стола, а також повертати під потрібний кут до площини пили. Нижня частина пили закрита огородженням 9, яке закінчується
74
ексгаустерною воронкою 10 для видалення тирси, а верхня частина закрита спеціальним захистом. Висоту пропилу на верстаті регулюють висотою стола, який піднімається та опускається штурвалом 7. Пуск та зупинка верстата вводиться пультом 8.
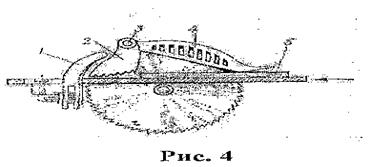
При повздовжньому пилянні обов'язково ставлять розклинюючий ніж та огородження (рис. 4). Розклинюючий ніж 1 встановлюють позаду пили на віддалі, не більшій як 10 мм. Товщина ножа повинна бути більшою на 0,5 мм величини розведення зубів диска, а висота ножа — не нижче верхніх зубів пили.Огородження пили складається із тормозних кігтів 2 ковпака 4, що закріплені на осі 3. Ковпак піднімають при подачі розпилюваної заготовки 5. Після розпилу ковпак автоматично знову опускається. Тормозні кігті, нарізані на двох секторах по обидві сторони пили, тормозять матеріал при виштовхуванні в зворотну сторону подачі.
|
|
|
|
|
Поняття про постав, техніка розрахунку поставів.
Розрізняють два способи поздовжнього розпилювання: індивідуальний і груповий. При першому способі колода розпилюється однією пилкою, що відпилює за один прохід по одній дошці. При груповому за один прохід одночасно випилюється декілька дощок декількома пилами. Індивідуальний спосіб розпилювання використовується на кругло пильних і стрічковопильних верстатах, а також на горизонтальних лісорамах.
Груповий спосіб розпилювання використовується на вертикальних лісорамах і на багатопильних кругло пильних верстатах.
Група пил, встановлена на певній відстані одна від іншої, в порядку, що забезпечує розпилювання колоди (бруса) на пило продукцію визначених розмірів по товщині, а деколи і по ширині, - це розрахунковий постав. Відповідно, постав – це план (схема) розкрою колоди. В залежності від технології розпилювання (числа проходів колоди через лісораму) розрізняють: розвальний постав і брусовий постав.
|
|
|
75
|
|
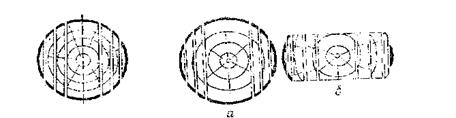
а – розпилювання колоди на брус і необрізні дошки.б – розкрій бруса на дшки.
При розвальному поставі колода проходить через лісораму один раз. При брусовому поставі колода проходить через лісораму двічі. При першому проході із нього випилюють один двохкантний брус ( або два бруси в залежності від їх товщини і діаметра колоди), товщиною що відповідає стандартній ширині пиломатеріалів, і бокові не обрізні дошки. При другому проході цей брус (чи бруси) розпилюють на дошки потрібної товщини.
Із центральної пропиленої частини бруса отримують чисто обрізні дошки, з боків – не обрізні дошки. Розпилювання з брусовою порівняно з розпилюванням в розвал підвищує вихід пило продукції стандартних розмірів на 2,2 – 5%, збільшується вихід високосортної продукції і забезпечується отримання значної кількості обрізних дощок, потрібних по специфікації розмірів. Брусовий постав рекомендується використовувати для розпилювання колод діаметром від 18 см. і товстіше. Тонкомірну сировину до 18 см. розпилюють на тонкі дошки і її брусувати не вигідно, її розпилюють лише в ролзвал. Встановлено, що при брусовці тонких колод об'ємний вихід пилопродукції і інші техніко – економічні показники значно нижчі, чим при розпилюванні таких колод в розвал.
|
|
|
Крім вказаних основних способів використовуються також і інші способи розкрою(на лісорамах, кругло пильних і стрічковопилльних станках); брусово – сегментний – поєднання брусовки з залишенням двох периферійних сегментів, що підлягають індивідуальному розкрою; розвально – сегментний – поєднання розвального способу з залишенням двох периферійних сегментів. Останній спосіб рекомендується для товсто мірної сировини, в умовах випуску цілих і клеєних деталей і щитів, при розпилюванні колод на резонансні пиломатеріали, які повинні бути строго радіальні. В таких випадках сегменти розпилюють на сектори і із них випилюють радіальні дошки. Круговий спосіб розпилювання рекомендують при розпилюванні на однопильних кругло пильних (або стрічкових) станках фаутних колод з несправжнім ядром, серцеванною гниллю, що виходить на один або два торці, і колод з великими сучками. При цьому способі колода повертається і при кожному його повороті від периферійної частини відпилюють здорову деревину.
|
|
|
По розміщенні пил і кількості випалюваних дощок постав може бути симетричним (відносно осі колоди) і несиметричним, парним і непарним.
В симетричному поставі від центра колоди по обидві сторони розміщена однакова кількість парних розмірів, в несиметричному – різна кількість. Несиметричний постав використовують лише для випилювання брускових шпал і брусів із зміщеними від центра торцями верхньої і нижньої пластей.
В одному поставі недопустимі дошки двох суміжних товщин з різницею менше 5 мм., так як при сортуванні цю різницю важко помітити і дошки можуть потрапити у невідповідну групу. Потрібно не допускати багатопильних поставів, що знижує продуктивність лісорами. Для кращого використання форми колоди товсті дошки встановлюють всередині поставу, тонкі - по краях. Серцевинна деревина, особливо сировина із перестійних дерев, повинна потрапити в одну серцевинну дошку або дві центральні дошки.
Для підвищення сортності пило продукції при розпилюванні товстих колод випилювання серцевинних вирізок обов’язкове.
В поставах дошки розміщують в певному порядку:
Дошки ……………….. центральні 1-і бокові 2-і бокові крайні бокові
Межі діаметра колоди до 0,5 до 0,7 до 0,9 до 1- 1,05
При розрахунку поставу враховують не лише верхній діаметр колоди, а і середній збіг, що приймається в розмірі 1 см. на 1 пог. м. колоди. Потрібно враховувати що тонкі колоди мають менший збіг, товстіші – більший. Зона збігу дає дуже низький вихід пило продукції, не більше 15 – 20 % об’єму. Навіть при великому збігові вихід низький і не пропорційний збільшенню об’єму цієї
76
зони в загальному об’ємі колоди. Вкорочення сильно збіжистих колод сприяє кращому використанню зони збігу. Співвідношення вершинного і комлевого діаметрів колоди повинно бути не менше 0,7 тобто.
d/D ≥ 0,7 або D/d ≤ 1,43.
Це підтверджує необхідність раціонального розкряжування сильно збіжистих колод. Основний постав береться в межах 0,9 – 0,92 верхнього діаметра, а для використання зони збігу ставлять додаткові, контрольні пили для випилювання тонких дощок (не товстіше 25 мм.). При брусовці товщина (висота) бруса або двох брусів приймається в межах 0,6 – 0,7 верхнього діаметра колоди (для дуже товстомірних колод 0,8 діаметра). Із зони основного поставу отримують пиломатеріали рівні довжині колоди, із зони збігу – вкорочені. Постав записують в порядку розміщення дощок.
Наприклад, 19-25-60-60-25-19. Це значить, що в центрі поставу дві центральні дошки по 60 мм., за ними з кожної сторони по одній дошці по 25 мм., дальше – по 19 мм. Постав можна записати так: 19-25-60-60-25-19.
1 1 1 1 1 1
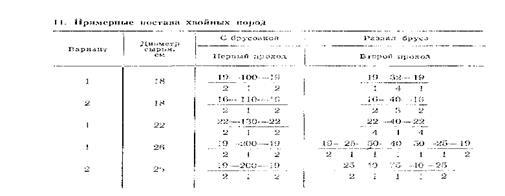
Тут чисельник означає товщину дощок, знаменник – їх кількість. При розкрої з брусовою запис поставу ведеться в дві колонки. Перша означає постав при першому проході через лісораму, друга при розпилюванні бруса. Наприклад, перший прохід через лісораму 19-150-19
1 1 1
другий прохід19-25-50-40-50-25-19
1 1 1 1 1 1 1
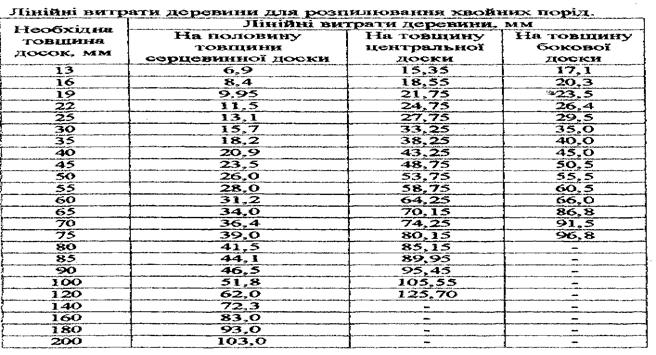
В таблиці приведені приклади розпилювання хвойного пиловочника на пиломатеріали.
Графік – квадрант.
Більш простий спосіб розрахунку поставів це графічний спосіб. Для цієї мети використовується графік-квадрант, який складається із раду концентричних кіп, що являють собою верхні діаметри колод (рис. 40). на похилих радіальних прямих позначаються діаметри
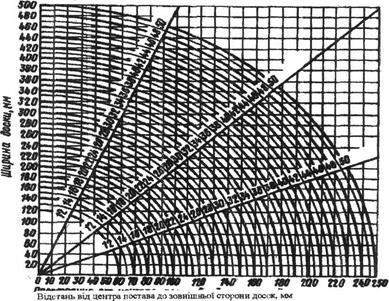
Рив. 40. Графік квадрант
77
колод, на горизонталі - відстань від осі поставу до зовнішньої сторони дощок, цифри на вертикалі - ширину дошки. На графіку відраховують товщину половини постава, тобто відстань від центра колоди до зовнішньої сторони дошки.По графіку можна визначити ширину дощок і діаметр колоди якщо відомі розміри бруса або центральної дошки. Щоб знайти ширину дошки або бруса знаючи відстань від центра постава до зовнішньої площини необхідно цю відстань на горизонтальній вісі графіка. Потім із цієї точки провісти вертикальну лінію до перетину з окружністю заданого діаметром колоди. Точку перетину проектують по горизонталі на ліву шкалу по вертикалі, по якій визначають ширину дошки.Нехай необхідно знайти ширину пропила (зовнішньої сторони) бруса товщиною 14 см, що вирізаний з колоди діаметром 28 см.Відстань від центра постава до зовнішнього пропилу даного бруса дорівнює 70 мм і зточки (70 мм) на горизонтальній осі графіка (рис.40) встановлюємо перпендикуляр до перетину з окружністю діаметром 28 см. Точку перетину проектуємо по горнизонталі на ліву вертикальну шкалу в точку 0, яка показує 240, Це і є розмір пропилу бруса. Для полегшення розрахунку поставу будь-яким способом в таблиці 6 наведені вирахувані лінійні витрати деревини для розпилювання хвойних порід з врахуванням ширини пропила 3,5 мм та стандартних припусків на усушку.В парному поставі розрахунокпроводиться від центральнихдощок. Відповідно, відстань відосі колоди зовнішньої (верхньоїплощини) крайньої дошки буде π/2 — (половина поставу).Нехай необхідно визначити відстань між зовнішніми площинами крайніх дощок, тобто товщину поставу П і товщину половини поставу π/2 — в парномупоставі 16-22-50-50-22-16. Із таблиці 3 видно, що лінійні виграти на половину поставу з усіма припусками складає 53,75 + 26,40 + 20,30 = 100,45мм, а весь поставскладає100,45х2 =200,9мм.
Дата добавления: 2019-07-15; просмотров: 209; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!