Технология выполнения неразъемных соединений клепкой
Заклепочные соединения применяют при сборке конструкций, подверженных действию высоких температур или работающих под интенсивным действием ударных и вибрационных нагрузок.
В зависимости от назначения узла и его конструкции заклепки могут быть с полукруглой, полупотайной, конической и потайной головками. Сборка этих заклепок производится ударным обжатием и взрывами. Материал заклепок – сталь, латунь, медь и алюминиевые сплавы.
 Рисунок 8.24 – соединения цилиндрическими (а) и пустотелыми заклепками (б)
Рисунок 8.24 – соединения цилиндрическими (а) и пустотелыми заклепками (б)
|
Примеры заклепочных соединений показаны на рисунке 8.24.
Перед клепкой предварительно собирают соединяемые детали, совмещая отверстия в смежных деталях. Для предотвращения сдвигов в часть отверстий забивают конусные оправки. Далее, проверив полученные совмещенные отверстия калибром, производят, при необходимости, совместную обработку их осевым инструментом и приступают к клепке.
Качество заклепочного соединения в большой степени зависит от того, какой длины выбрана заклепка. Необходимо, чтобы эта длина была равна сумме толщин соединяемых деталей с припуском на образование замыкающей головки, который составляет для выступающих головок 1,3…1,5 диаметра стержня, а для потайных – 0,9 того же диаметра.
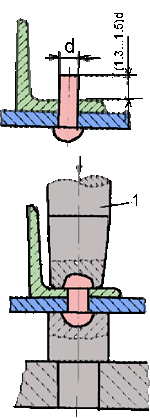 Рисунок 8.25 Схема образования головки заклепки с помощью обжимки 1
Рисунок 8.25 Схема образования головки заклепки с помощью обжимки 1
|
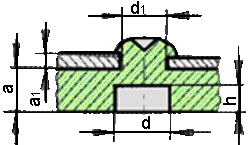 Рисунок 8.26 – Соединение расклепкой
Рисунок 8.26 – Соединение расклепкой
|
После установки заклепки в отверстия соединяемых деталей по выступающей части ее наносится ряд легких ударов, осаживающих стержень заклепки и придающих головке предварительную форму. Дальнейшую же отделку замыкающей головки производят с помощью обжимки (рисунок 8.25), углубление которой имеет форму требуемой головки. В тех случаях, когда в соединении не ставятся монтажные болты или конусные штифты (при клепке небольших деталей), применяют натяжки (рисунок 8.25), которые служат для прижимания склепываемых деталей друг к другу и к головке заклепки.
Механизацию процесса клепки осуществляют внедрением в производство разного рода пневматических или электрических клепальных молотков, клепальных прессов и клепальных машин. Некоторые прессы предназначены для одновременной обработки нескольких заклепок (групповая клепка).
Другой вид заклепочного соединения приведен на рисунке 8.26. Чтобы при выдавливании стержня заклепки пуансоном предохранить металл от разрушения (полного выреза), необходимо выдержать следующие соотношения:
 ,
,

 .
.
Кроме того, пуансон должен иметь коническую форму, а наименьший диаметр его  должен быть больше диаметра заклепки на 0,8 мм.
должен быть больше диаметра заклепки на 0,8 мм.
Такой способ клепки деталей особенно широко распространен при соединении тонких деталей; в этом случае мы имеем не только экономию заклепок, но и сама сборка значительно упрощается.
Вопросы для самоконтроля
1. Технология выполнения неразъемных соединений методом холодной штамповки. Виды
2. Выполнение соединений развальцовкой. Технология. Область применения.
3. Выполнение соединение деталей отбортовкой и закатыванием. Технология. Область применения.
4. Заклепочные соединения. Назначение. Виды соединений. Технология выполнения соединения.
Дата добавления: 2019-01-14; просмотров: 761; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!