Расчет количества деталей в партии
 шт.;
шт.;  мин.
мин.
(данные из формуляра «Выбор типа производства»)
Периодичность запуска-выпуска изделий  дней.
дней.
Число рабочих дней в году  дней.
дней.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
 шт.
шт.
Расчетное число смен на обработку партии деталей на участке
 смен
смен
Принятое число смен  смен
смен
Принятое число деталей в партии
 шт.
шт.
Определение показателей технологичности
3.1 Определение коэффициента точности

| 
| 
| 
| 
| 
|
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
3.2 Определение коэффициента шероховатости

| 
| 
| 
| 
| 
|
Сопоставление и выбор варианта технологического процесса при различных способах получения заготовки
Общие исходные данные
Материал детали
Масса детали  кг.
кг.
Головая программа  шт.
шт.
Такт выпуска 
Производство
Эскиз заготовки
1-й вариант
2-й вариант
Данные для расчетов стоимости заготовки по вариантам
| Наименование показателей | 1-й вариант | 2-й вариант |
Вид заготовки
Класс точности
Группа сложности
Масса заготовки Q,кг
Стоимость 1 т заготовок, принятых
за базу  руб.
Стоимость 1 т стружки SOTX, руб. руб.
Стоимость 1 т стружки SOTX, руб.
|
Стоимость заготовки по первому варианту:

|
|
|
Стоимость заготовки по второму варианту:

| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
Стоимость механической обработки по первому варианту:
Операция № ; [(наименование)]; станок
Ц= ×1,1=[ ]руб.; f= =[ ]  ; = [ ];
; = [ ];
 = [ ]
= [ ]  = [ ]кВт;
= [ ]кВт;  = [ ]мин;
= [ ]мин;  = [ ];
= [ ];
M = [ ],
 =[ ]; α=[ ]; разряд работы [ ];
=[ ]; α=[ ]; разряд работы [ ];  = [ ] руб./ч;
= [ ] руб./ч;
 руб./ч;
руб./ч;
 руб./ч;
руб./ч;
 руб./ч
руб./ч
 руб./ч;
руб./ч;
 руб./ч;
руб./ч; 

 руб./ч;
руб./ч;
 руб.
руб.
Операция № [ ] [(наименование)] Станок
Стоимость механической обработки по второму варианту
Операция № [ ] [(наименование)] Станок
Сравнение вариантов технологического процесса и методов получения заготовки
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| Наименование позиций | 1-й вариант | 2-й вариант |
| Вид заготовки Стоимость заготовки, руб. Отличающьеся операции механической обработки 1-я операция Стоимость обработки, руб. 2-я операция Стоимость обработки, руб. и т. д. Остальные операции по обоим вариантам одинаковы |
Технологическая себестоимость СО, руб.
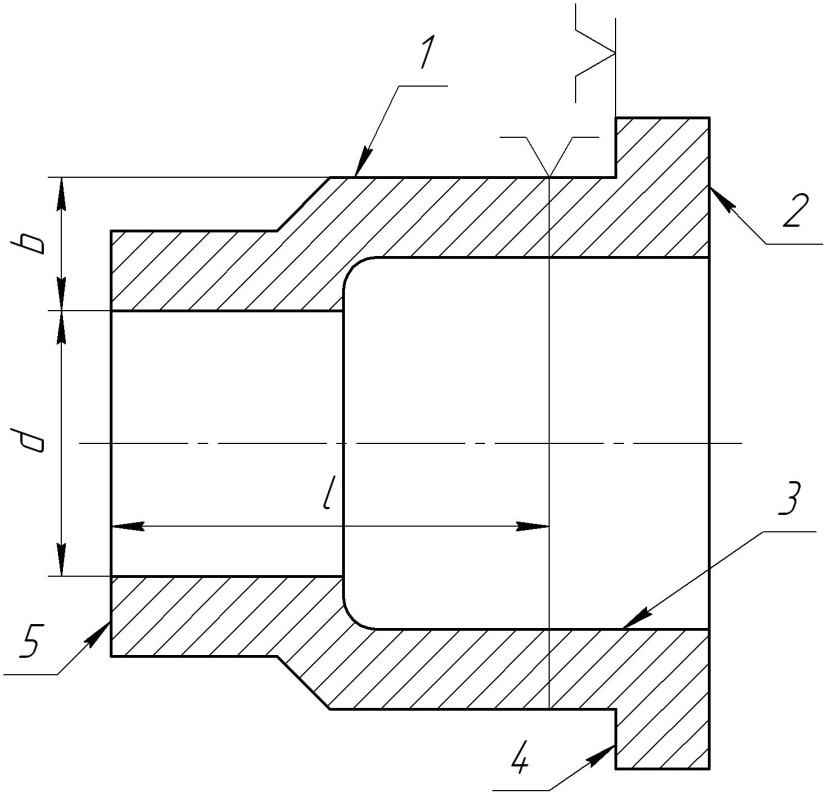
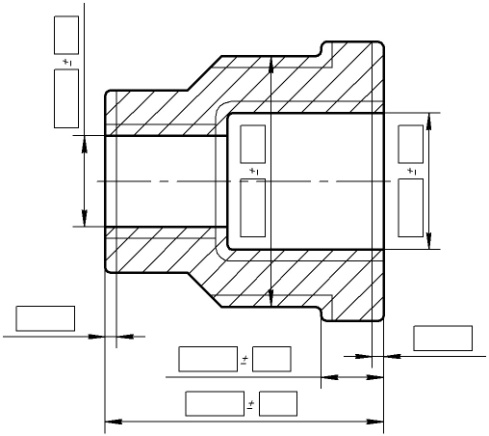
Расчет припусков на обработку
Схема установки
Исходные данные:
|
|
|
Наименование детали [ ]
Заготовка [ ] Масса [ ] кг
Класс точности [ ] Рассчитать аналитически припуск на поверхности [d],на поверхности 1, 2, 3, 4, 5 назначить табличные значения припусков
| Технологические переходы обработки поверхности [ ] | Элементы припуска, мкм |
|
|
мкм |
|
|
мкм |
мкм | |||

| T | 
| 
| ||||||||
| Заготовка | |||||||||||
| 1 | |||||||||||
| 2 | |||||||||||
| I | |||||||||||
| n – 1 | |||||||||||
| n | |||||||||||
 мкм
мкм мм
мм
 мм
мм мм
мм

| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
 мкм;
мкм;  мкм;
мкм;
 мкм
мкм
 мкм;
мкм;  мкм;
мкм;
 мкм;
мкм; 
 = [ ] мкм;
= [ ] мкм;  мкм;
мкм;
 мкм;
мкм;
 принимается только при обработке на многопозиционных станках
принимается только при обработке на многопозиционных станках
 мкм;
мкм;
Для 1-го перехода
 мкм;
мкм;
Для 2-го перехода
 мкм и т.д.
мкм и т.д.
Расчетный размер для n – 1-го перехода
|
|
|
 мм;
мм;
Для п—2-го перехода
 мм;
мм;
Для заготовки
 мм;
мм;
 результаты записываются в таблицу.
результаты записываются в таблицу.
 то же
то же
 то же
то же
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
 мкм;
мкм;
 мкм;
мкм;
Проверка правильности расчетов
 проверка производится по данным таблицы расчета;
проверка производится по данным таблицы расчета;

Номинальный расчетный припуск
 мкм;
мкм;
 мкм;
мкм;  мкм;
мкм;
 мм.
мм.

Схема графического расположения припусков и допусков на обработку поверхности
 Припуски и допуски на обрабатываемые поверхности деталей по ГОСТ 1855-55, мм.
Припуски и допуски на обрабатываемые поверхности деталей по ГОСТ 1855-55, мм.
| Поверхность | Размер | Припуск | Допуск |
| 1 | |||
| 2, 4 | |||
| 3 | |||
| 2, 5 | |||
| Заготовка с начисленными припусками и допусками |
Дата добавления: 2018-05-12; просмотров: 405; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!