Базовых поверхностей для окончательной обработки вала
На операции №160 производится обработка отверстий во фланце, на
конусной образующей и на стебле вала на радиально сверлильном
станке.
Операции 165–175 предусматривают формирование методом токар-
ной обработки и шлифования основных конструкторских и рабочих
поверхностей вала. На этих операциях изготавливаются высокоточные
поверхности лабиринтных контуров, резьб, фасонных канавок и других
точных элементов вала.
200
|
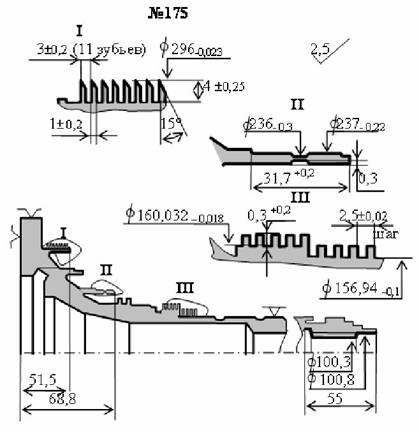
Операции № 175 – проточка лабиринтов и нарезка резьбы выполня-
ется на токарном станке мод. 1М63 (рис. 5.9). Заготовка устанавливает-
ся в технологической системе по наружной образующей и торцу флан-
ца в специальную центрирующую планшайбу. Дополнительное ориен-
тирование осуществляется по роликам неподвижного люнета на конце
стебля вала. После установки вала производится контроль возможного
его смещения в технологической системе. Это смещение контролируют
по специальным пояскам. Биение не должно превышать 0,01 мм. На
данной операции производится окончательное формирование лаби-
ринтного профиля, элементов установки и закрепления подшипниковой
группы, выполняется подготовка установочной поверхности для обра-
ботки шлицов и обрабатываются другие важные элементы вала.
Четвертая часть технологического процесса изготовления вала
является завершающим этапом механической обработки. В этой части
|
|
|
процесса окончательно формируются показатели основных рабочих
поверхностей вала. Производится отделка поверхностей и обрабатыва-
ются мелкие выемки, пазы, отверстия и другие элементы.
На операциях №180–195 выполняются шлицы в отверстии вала со
стороны «стебля», соединяющие турбину низкого давления с ротором
компрессора. От качества этого соединения зависит работоспособность
ГТД. Перед выполнением данных операций производится подготовка
специального технологического образца, который устанавливается в
вал по подготовленному пояску и закрепляется. Технологический обра-
зец выполняется с высокой точностью методом токарного точения и
шлифования. Установочные элементы образца выполняются с точно-
стью 0,01…0,018 мм. После установки и проверки положения вала и
образца в технологической системе производится долбление шлиц на
образце на горизонтально-долбежном станке «Felloy».
Число зубьев шлицев 50, модуль 2,5 мм, толщина зуба – 4,171…0,06
мм, блочный размер при этом соответствует 63,884…0,052. При долб-
лении технологического образца обеспечивается шероховатость по-
верхности Ra = 2,5 мкм. Последующее шлифование шлицев на образце
|
|
|
осуществляется на станке с ЧПУ мод. RS – 2003. При этом толщина
зуба шлицевого элемента 3,88…0,04 мм, блочный размер 63,593…0,035
мм, шероховатость поверхности Ra = 1,25 мкм.
После тщательной проверки правильности выполнения технологи-
ческого образца и точности расположения шлицевого венца (смещение
не более 0,02 мм) относительно номинального положения производится
201
обработка рабочих шлицов на валу в два приема. Вначале производится
долбление, а затем шлифование шлицев.
Перед проверкой качественных показателей шлицевого венца про-
изводится слесарная обработка острых кромок по всему контуру зубча-
того венца.
На операциях № 230–235 производится обдувка шлицев дробью на
специальной установке мод. ПДК-В127. Эти операции предусматрива-
ют настройку и проверку дробеструйной установки, проверку качества
полученного поверхностного слоя технологического образца и выпол-
нение операции на «рабочем» валу. При выполнении операции осуще-
ствляется контроль веса «закладки» рабочих роликов в камеру, размеры
роликов (диаметр 1,6 ± 0,15 мм) и время обработки (20 мин ± 15').
Операции № 240–255 – окончательная доводка методом притирки
|
|
|
отдельных элементов шлицев, фрезерование выемок в пазах, проточка
мелких выемок и фрезерование малых торцевых пазов. Эти операции
выполняются на универсальных станках с использованием стандартных
и специальных инструментов.
Операции № 260–270 проводятся для окончательной обработки от-
верстий во фланце, отверстий для подвода масла к рабочим элементам
вала и для притупления острых кромок в отверстиях. Отверстия во
фланце, служащие для установки призонных болтов, подвергаются раз-
вертыванию (диаметр 12,016 + 0,026 мм).
После окончательной слесарной обработки и промывки (операции
№275–280) вал поступает на контроль.
Операции № 285–290 предусматривают намагничивание детали и
магнитный контроль. Такой контроль позволяет выявлять наружные
дефекты на поверхностях вала.
Операция №295– контроль после промывки и сушки вала. Эта опе-
рация предусматривает проверку всех сопроводительных документов
на вал, контроль качества поверхностей.
Операции №300–315– снятие внутренних напряжений и выполне-
ние, по мере необходимости, шлифования «стебля» вала.
Операции № 320–335– проверка геометрических параметров вала.
После этого вал поступает на сборку.
202
Дата добавления: 2018-05-12; просмотров: 725; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!