ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЛОПАТОК
ПЕРВОЙ СТУПЕНИ КОМПРЕССОРА
Технологический анализ чертежа детали,
Назначение, условия работы и материалы
Лопатки ротора компрессора являются ответственными элементами
ГТД. От качества работы компрессора зависит надежность и экономич-
ность всего изделия.
Вращение компрессора выполняется от различных ступеней турби-
ны ГТД. Так, вращение роторов низкого и среднего давления ГТД,
представленного на рис. 1.1, осуществляется от 2 и 3 ступени турбины.
Соединение ступеней турбины и компрессора обеспечивается шлице-
вым элементом вала ротора низкого давления.
Рабочие лопатки компрессоров испытывают значительные осевые и
радиальные нагрузки. Профильная часть – перо – кроме растяжения от
центробежных сил, изгиба и кручения испытывает переменные напря-
жения от вибрационных нагрузок. При взлете и крейсерском режиме
летательного аппарата температурный режим в компрессоре изменяет-
ся. Эти изменения проявляются во всех ступенях компрессора. Так,
первая ступень компрессора, имеющая крупногабаритные лопатки, ис-
пытывает изменения температурного режима от +50 до – 50оС.
Для производства лопаток первой ступени компрессора используют-
ся качественные материалы. В современных ГТД, используются леги-
рованные стали или титановые сплавы (см. табл. 3.2). Лопатка первой
ступени компрессора, показанная на рис. 3.15, изготовлена из титано-
|
|
|
вого сплава ВТ-9.
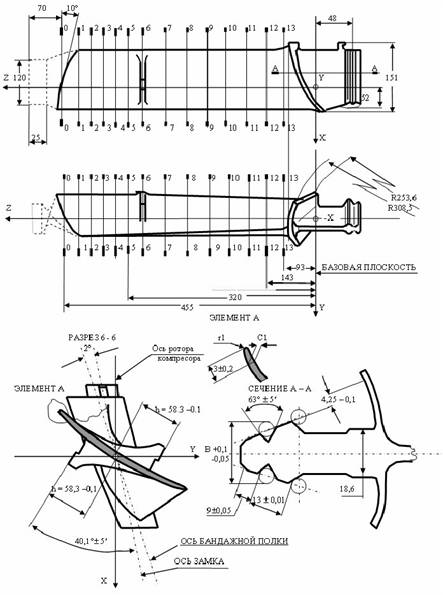
В конструкции лопаток выделены три элемента – замок (хвостовик),
перо и бандажные полки. Хвостовик представляет собой замок елочно-
го типа. В отличие от замка турбины первой ступени (см. рис. 3.2) ко-
личество гребешков елки сведено до минимума. В представленной кон-
струкции используется один елочный паз. Этот замок обеспечивает ос-
новное ориентирование лопатки в диске компрессора первой ступени и
создает координатную систему данной детали. Поверхности профиля
замка являются основными конструкторскими поверхностями и выпол-
няются с высокими показателями качества:
1. Точность угла профиля елочного паза ± 5′.
2. Точность шага елки ± 0,01 мм.
107
Рис. 3.15. Лопатка первой ступени компрессора
108
|
3. Смещение пазов елки относительно друг друга не более 0,01 мм.
4. Допуск на толщину замка (размер В) 0,1…0,15 мм. При установке
лопаток в диск в процессе сборки по размеру В осуществляется подбор
и проверка необходимого зазора. Зазор между лопаткой и диском дол-
жен обеспечить заданное значение качки лопатки.
5. Шероховатость поверхностей елки 0,32 мкм по Ra.
Перо лопатки имеет протяженную сложную пространственную
|
|
|
форму. Длина рабочей части пера составляет 500 мм с переменным
профилем в поперечных сечениях вдоль оси Z (см. рис. 3.15.). Эти се-
чения строго ориентированы относительно базовой расчетной плоско-
сти и профиля елочного замка. В поперечных сечениях заданы расчет-
ные значения точек, определяющих профиль спинки и корыта лопатки
в координатной системе X,Y. Значения этих координат задаются таб-
личным способом. Поперечные сечения повернуты относительно друг
друга и создают закрутку пера лопатки.
6. Точность профиля пера лопатки в координатной системе XYZ оп-
ределяется допустимым отклонением от заданных номинальных значе-
ний каждой точки профиля пера. В нашем примере это отклонение со-
ставляет 0,5 мм. Угловая прогрешность при этом по закрутке пера не
должна превышать значения ± 20′.
Толщина пера С1(элемент А) имеет малые значения. На входе и вы-
ходе воздушного потока в компрессор она для различных сечений из-
меняется от 1,45 мм (сечение 0 – 0) до 2,5 мм (сечение 13 – 13). При
этом допуск на толщину колеблется от 0,2 до 0,1 мм. Высокие требова-
ния предъявляются также для формирования радиуса перехода на входе
и выходе пера лопатки. Радиус при этом изменяется от 0,5 мм для сече-
|
|
|
ния 0 – 0 до 0,8 мм для сечения 13 – 13.
Шероховатость профиля пера лопатки должна быть не ниже 0,32
мкм по Ra.
В средней части пера лопатки расположены опорные бандажные
полки, сложной профильной конструкции (разрез 6 – 6). Эти полки иг-
рают роль вспомогательных конструкторских поверхностей лопаток, и
на их опорные поверхности наносятся твердосплавные покрытия кар-
бида вольфрама и карбида титана (WC, TiC). Средние бандажные пол-
ки, соединяясь между собой, создают единое опорное кольцо в первом
колесе ротора компрессора.
7. Точность стыковочных элементов полок и положение их относи-
тельно координатной системы лопатки задается в пределах 0,1 мм (раз-
мер h = 58,3 … 0,1). Перекос стыковочных поверхностей допускается
109
не более ± 5′. Поверхности полок обеспечивают плавный переход в
профильную часть пера лопатки. Шероховатость поверхностей профи-
ля полки не ниже 2,5 мкм по Ra.
В нижней части лопатки расположена замковая полка, которая имеет
сложную пространственную форму с изменяемыми параметрами сече-
ний. Нижние полки лопаток создают замкнутый контур в колесе ком-
прессора и обеспечивают плавность подачи воздуха в компрессор. Изме-
|
|
|
нение зазора между этими полками выполняется в пределах 0,1…0,2 мм.
Верхняя часть пера лопатки имеет фасонную поверхность, обра-
зующая которой точно расположена относительно профиля елочного
замка и входной кромки пера лопатки. От точности выполнения этого
профиля зависит зазор между вершинами лопаток и корпусом колеса
статора компрессора первой ступени.
Рабочий профиль пера лопатки бандажных полок, карманов (облег-
чений) и замка подвергается упрочняющим методам обработки с целью
создания на образующих поверхностях сжимающих напряжений. Эти
операции выполняются гидродробеструйной обработкой или другими
упрочняющими методами. Высокие требования предъявляются также к
состоянию поверхностей лопаток, на которых не допускаются трещи-
ны, прижоги и другие дефекты производства.
Материал лопатки относится ко второй группе контроля, которая
предусматривает тщательную проверку качества каждой лопатки. Для
партии лопаток готовится также специальный образец, который под-
вергается лабораторному анализу. Требования, предъявляемые к каче-
ству лопаток компрессора весьма высокие.
Способы получение исходных заготовок для таких деталей и исполь-
зование традиционных и специальных методов при дальнейшей обра-
ботке определяют выходные качественные и экономические показатели
производства.
Исходные заготовки лопаток первой ступени компрессора получают
методом штамповки. При этом могут быть получены заготовки повы-
шенной точности, с малыми припусками на механическую обработку.
Штамповки невысокой точности (в пределах IT–15, IT–16, ЛТ–8, ЛТ–9)
увеличивают припуски и напуски и требуют значительного количества
операций для дальнейшей механической обработки.
Выбор способа получения исходной заготовки и соответствующего
технологического процесса механической обработки может быть обос-
нован качественными и экономическими показателями производства.
110
При использовании исходных заготовок невысокой точности требу-
ется введение специальных технологических прибылей для надежного
и точного ориентирования заготовок в технологических системах на
этапе черновой обработки. Кроме того, с целью уменьшения коробле-
ния заготовок в процессе механической обработки необходимы специ-
альные приемы по ориентированию заготовок в технологических сис-
темах и использовать термические стабилизирующие операции.
Ниже рассмотрен технологический процесс изготовления лопаток
первой ступени компрессора, исходная заготовка которой, получена
методом горячей штамповки обычной точности. При создании та-
кой заготовки были определены пути, уменьшающие трудоемкость из-
готовления и выполнения перечисленных показателей качества лопаток
первой ступени компрессора.
При разработке технологического процесса ставились следующие
задачи:
1) создать исходную заготовку методом горячей штамповки с мини-
мальным припуском по перу лопатки;
2) создать технологические прибыли для ориентирования и надеж-
ного закрепления заготовки в технологической системе;
3) разработать технологическую оснастку и применить метод ориен-
тирования исходной заготовки в технологической системе относитель-
но профиля пера лопатки с целью распределения (оптимизации) при-
пуска на различных этапах механической обработки;
4) использовать станки с ЧПУ для обработки сложных контуров на
фрезерных операциях;
5) использовать отделочные методы обработки шлифованием и по-
лированием с гарантированием качественных показателей поверхно-
стей;
6) создать систему контроля качества исполнения операций на ос-
новных этапах производства.
Дата добавления: 2018-05-12; просмотров: 2013; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!