Процесс изготовления моделей исходных заготовок лопаток
включает следующие операции:
приготовления модельных составов;
получение модельных отливок лопаток и литниково-питающей
систем;
отделку и контроль последних.
Заливка модельной массы в пресс-форму модели лопатки происхо-
дит после установки в нее керамического стержня. Базовыми элемен-
тами стержня являются поверхности цилиндрической и плоской фор-
мы, которые расположены у его основания. Для уменьшения перекоса
стрежня при сборке с пресс-формой его поджимают упором. Модель-
69
ную массу при температуре не более 140°С заливают в форму. Процесс
заливки должен быть медленным, плавным, без разрыва «единой лен-
ты». После остывания пресс-форму разбирают. Вначале удаляют часть
формы с вкладышем, которая формирует профиль верхней бандажной
полки. После полной разборки пресс-формы и ремонта модели в случае
необходимости она поступает на следующий этап – сборку модельного
блока.
На участке сборки моделей и блоков необходимо поддерживать
строгий температурный режим (23…28°С). Влажность при этом долж-
на соответствовать 40…60%, так как материал модели гигроскопичен.
К свойствам модельных составов предъявляют комплекс требова-
ний, которые могут иметь существенное различие в зависимости от
конфигурации размеров и назначения отливок, необходимой размерной
точности и качества поверхности. Необходимо, чтобы модельные со-
ставы обеспечивали получение высококачественных моделей при од-
новременной технологичности составов (простоте их приготовления,
удобстве использования, возможности утилизации).
В отечественной практике литья по выплавляемым моделям наибо-
лее часто используют парафин, церезин, буроугольный воск, торфяной
воск, канифоль, карбамид, стеарин, полиэтилен и другие добавки, на
основе которых приготавливают модельные составы.
Предварительное приготовление большинства модельных составов
состоит в поочередном и одновременном плавлении составляющих,
фильтрации расплавов и разливке их непосредственно по калеманам
(нагревательное устройство для поддержания температуры модельного
состава) на рабочие места или в формы-изложницы. При подготовке
выплавляемых модельных составов можно использовать до 90% воз-
врата, собранного при удалении моделей из оболочек форм.
Для изготовления моделей лопаток в качестве модельного состава
применяется карбамид с добавками калиевой селитры (МОН-10К). Мо-
дели, изготовленные из составов на основе карбомида, гигроскопичны,
поэтому их покрывают раствором лака АК-593.
Сборка моделей лопаток в блоки, как правило, производится двумя
способами:
припаиванием моделей лопаток к модели литниковой системы с по-
мощью подогретого ножа, шпателя или специального электропаяльни-
ка;
соединением моделей в кондукторе с одновременной отливкой мо-
делей литниковой системы.
70
Основа способа литья по выплавляемым моделям – оболочковая
форма: неразъемная, горячая, негазотворная, газопроницаемая, жесткая
с гладкой контактной поверхностью, точная. Для изготовления отливки
лопаток применяется многослойная оболочка, получаемая нанесением
суспензии на модельный блок с последующей обсыпкой и сушкой.
Суспензия для оболочковых форм – это взвесь твердых частиц микро-
порошков огнеупорной основы (белый электрокорунд, дистенсилима-
нит) в жидкости (связующем) различного размера. В качестве связую-
щего в суспензии применяется гидролизованный этилсиликат-40. В за-
висимости от габаритов модельного блока и технологии заливки формы
применяют семь-десять слоев огнеупорного покрытия. Первый облицо-
вочный слой обсыпают мелкозернистым материалом, чтобы получить
гладкую поверхность.
После формирования оболочковой формы производится удаление
модельного состава (массы). Как правило, восковые составы выплав-
ляются, солевые растворяются в воде, пенополистироловые выжигают-
ся.
В дальнейшем оболочковые формы подвергаются прокаливанию.
При этом решаются три задачи: удаляются газотворные составляющие;
повышается прочность оболочки; осуществляется нагрев для лучшего
заполнения полостей металлическим расплавом. Прокаливают оболоч-
ки в окислительной среде нагревом в газовых или электрических печах
до 900…1000°С.
При изготовлении лопаток турбины применяют вакуумные плавиль-
ные установки, в которых производится подогрев керамической обо-
лочки до технологических температур, плавка металла, заливка оболо-
чек и кристаллизации металла. Плавка металла в вакуумных установках
производится в индукционных печах и печах сопротивления, в которых
тепловая энергия передается оболочке и металлу излучением от нагре-
вателей. Отливку лопаток производят в проходных методических ваку-
умных печах непрерывного действия ПМП–2, ПМП–4 (табл. 3.5).
В таких печах керамическая оболочка с навеской металла в чаше
(бестигельная) устанавливается в графитовую опоку, а опоки одна за
другой проходят через зоны нагревания, охлаждения и кристаллизации
Ι–VII (рис. 3.7). После установки пяти опок в первый отсек печи форва-
куумный насос создает вакуум 6,6…0,3 кПа (5,10…2 мм рт. ст.). Затем
с помощью механизма привода стола предварительно открывается ва-
куумный затвор и опоки поступают на участок подготовки шихты ме-
талла, на котором металл предварительно нагревается.
71
Рис. 3.7. Схема вакуумной печи ПМП-2:
1 – стол загрузки опок; 2, 3 – столы форкамеры с механизмом проталкивания
опок; 4-6 – гидроцилиндры механизмов подвода столов и транспортировки
опок; 7, 8, 12, 13 – воздушные затворы; 9 – вакуумные шиберы; 10 – взрывные
клапана; 11 – термопара ВР5/ВР20; 14-16 – приемные столы для разгрузки;
17, 18 – гидроцилиндры механизмов движения столов при разгрузке опок;
19 – нагреватели в зоне кристаллизации и охлаждения исходных заготовок;
20 – охладительная система печи; 21 – нагреватели печи; 22 – термоизоляция
печи; 23 – смотровые окна; А – к формовакуумному насосу ВН-4Т;
Б – к бустерному насосу
72
|
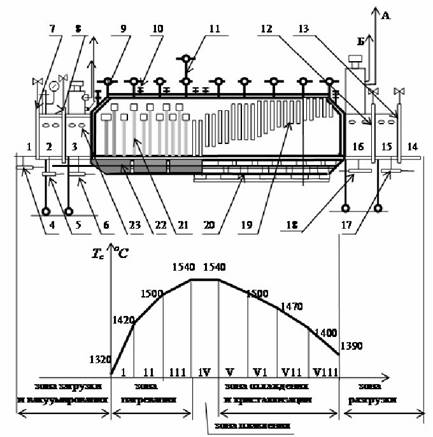
Затем опоки по одной с циклом в 10 мин. поступают на участок
плавки металла, где происходит постепенное его плавление по зонам.
Колебание температуры То в каждой из зон лежит в пределах
+20…10°С.
Таблица 3.5. Характеристика вакуумных печей
Параметры
Мощность, кВт
Температура нагрева, оС
Производительность, шт./ ч.
Ширина блока, мм
Межремонтный срок эксплуатации, дни
ПМП-2
1200
1560
8 – 10
300
20
ПМП – 4
1200
1600
16 – 20
300
120
ПМП-4М
1500
1600
16 – 20
500
120
После полного расплавления шихты металла в литниковой чаше
осуществляется заливка расплава. При этом керамическая пробка, ко-
торая закрывает отверстие в литейную форму, открывается специаль-
ным упором.
В зоне кристаллизации залитые формы в графитовых опоках прохо-
дят по водохлаждаемому кристаллизатору, происходит направленное
охлаждение формы с заданной скоростью (выход из зоны нагрева пу-
тем продвижения вдоль постепенно поднимающихся боковых нагрева-
телей и теплопередачей от формы к катализатору и стенкам печи).
На основе технологического процесса отливки лопаток с направлен-
ной кристаллизацией в серийном производстве разработана технология
литья лопаток с монокристаллической структурой. Формирование мо-
нокристаллической структуры производится затравочным способом,
позволяющим получить отливки любой заданной ориентацией. В про-
цессе заполнения оболочки в зонах плавления металлом происходит
подрастворение торца тугоплавкой затравки жидким сплавом, а при
захождении оболочки в зону кристаллизации – передача структуры за-
травки кристаллизуемой отливке.
Монокристаллические лопатки турбин обычно имеют кристалло-
графическую ориентацию 001 относительно их вертикальной оси.
Применение технологии монокристаллического литья для жаропроч-
ных сплавов с традиционным легированием, содержащих элементы,
упрочняющие границы зерен, не позволяет в полной мере реализовать
потенциальные возможности монокристаллов. Безуглеродистые сплавы
73 


для монокристаллического литья по сравнению со сплавами с направ-
ленной структурой имеют значительное преимущество по характери-
стикам выносливости. Это объясняется отсутствием карбидной фазы,
которая является очагом зарождения микротрещин при циклических и
термоциклических нагрузках.
После охлаждения залитых оболочковых форм на воздухе до темпе-
ратур окружающей среды производится выбивка блоков отливок из ке-
рамической оболочки. Бой керамической оболочки после выбивки под-
вергается разлому и последующей регенерации. Полученный порошок
белого электрокорунда (шлиф) вновь возвращается на операцию нане-
сения огнеупорного покрытия на модельные блоки.
Отделение литниковой системы от залитых лопаток производится на
специализированных станках при помощи абразивно-отрезных кругов
на вулканитовой основе или армированными отрезными кругами.
Из заготовки с керамическим стержнями внутри удаляют керамиче-
ский стержень механическим способом при помощи клепального пнев-
момолотка или химическим способом в расплаве соли бифторида ка-
лия.
Исходную заготовку лопатки с направленной кристаллизацией или
монокристаллической структурой подвергают травлению с целью про-
верки качества поверхности в растворе хлорного железа, затем очистке
сухим способом в песчано-воздушной струе в специальных очистных
камерах. В качестве абразивного материала применяется белый элек-
трокорунд. В дальнейшем заготовка подвергается механической зачи-
стке заусенцев, облоев и других неровностей на поверхности, проверке
профиля пера и подгонке, если необходимо, базовых поверхностей для
обеспечения дальнейшей механической обработке заготовок.
Все исходные заготовки подвергают рентгеновскому контролю на
наличие внутренних дефектов и люминесцентному контролю для выяв-
ления поверхностных микродефектов типа плен, микротрещин, рыхлот.
При переходе заготовки на второй этап обработки в механическом
производстве исходная монокристаллическая бесприпусковая заготовка
(рис. 3.5) должна иметь коэффициент использования материала (КИМ)
не менее 0,8.
Отливка и контроль материала выполняется в соответствии с
ТУ01.1073.
Допуски на литейные размеры в пределах (ЛТ-2). Отливка на меха-
ническую обработку поступает без припуска по профилю пера, входной
кромке, по трактовым поверхностям, по наружной поверхности бан-
74
дажной полки, по поверхностям кармана и ножки хвостовика со сторо-
ны спинки и корыта.
Базы для контроля и механической обработки (поверхности 6-10)
должны быть плоскими, без наплывов и повреждений. Отклонение на-
ружных профилей пера от номинальных размеров при плавном перехо-
де допускается не более 0,2 мм.
При устранении литейных дефектов допускается местное отклоне-
ние профиля до 0,1 мм в сторону утонения, но с выполнением заданной
толщины стенки по профилю пера лопатки.
Между заданными сечениями профилей пера обеспечивается плав-
ный переход. Контур входной кромки пера выполняется без огранки, с
плавным переходом к контурам корыта и спинки. Смещение трактовых
поверхностей верхней бандажной полки и нижней замковой полки не
более 0,15 мм. Радиус перехода пера к полке (3±0,5) мм.
Шероховатость поверхностей спинки пера Ra = 1,25 мкм, корыта и
трактовых полок не хуже Ra = 2,5 мкм, а других необрабатываемых
поверхностей не хуже Rz = 20 мкм. Отклонение контуров внутренней
полости от номинальных размеров не более 0,3 мм. Смещение внут-
ренней полости от номинального положения не более 0,4 мм. Засорение
внутренне полости не допускается.
Дата добавления: 2018-05-12; просмотров: 1062; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!