ДИСКОВ ПЕРВОЙ СТУПЕНИ ТУРБИНЫ
На основании представленной конструкции диска, требований к ним
при эксплуатации, а также в связи с особенностями совершенствования
технологических процессов производства деталей авиационных двига-
телей можно отметить следующие особенности дисков первой ступени
турбины ГТД:
– высокие требования к качеству материала (используется хромо-
никелиевый сплав ХН62БМКТЮ – ПД и др.);
– используемый материал трудно обрабатывается методами лезвий-
ной обработки (коэффициент обрабатываемости равен 0,04);
– диски турбины имеют сложный фасонный профиль поверхностей
вращения;
– профиль замков в пазах диска имеет сложную форму и высокие
требования к точности поверхностей и их расположению относительно
друг друга;
– высокие требования к расположению свободных поверхностей
(допустимое смещение поверхностей относительно номинального по-
ложения не более 0,06 мм);
– высокие требования к качеству поверхностей и состоянию поверх-
ностного слоя.
Перечисленные особенности дисков турбины определили основные
пути получения исходной заготовки и процессы формирования качест-
венных показателей детали в производстве:
– создание исходной заготовки первой группы контроля по ТУ1-807-
175-85;
– изготовление исходной заготовки с минимальными припусками на
обработку поверхностей;
144
– выделение части технологического процесса для предварительной
|
|
|
обработки на высокопроизводительном оборудовании с ЧПУ;
– создание на первом этапе обработки технологических базовых по-
верхностей для точной установки заготовки в технологической системе
и для надежного ее закрепления;
– использование турбоабразивной и абразивно-жидкостной обработ-
ки для основных поверхностей диска;
– использование метода дробеструйной обработки профиля замков в
пазах диска для создания сжимающих напряжений;
– применение современных методов контроля в процессе изготовле-
ния и при окончательной сдаче дисков на сборку.
Маршрутная технология изготовления дисков
Изготовление дисков первой ступени турбины можно условно раз-
делить на следующие основные этапы:
– получение исходной заготовки методом штамповки;
– предварительная обработка поверхностей диска на высокопроиз-
водительном оборудовании;
– термическая обработка;
– получистовая обработка основных поверхностей диска;
– чистовая обработка и доводка конструкторских и рабочих поверх-
ностей диска;
– отделочный этап обработки.
Получение исходной заготовки диска
Исходную заготовку получают горячим деформированием. Для это-
|
|
|
го используют кривошипные горячештамповочные прессы (КГШП) с
усилиями до 110 МН (до 11000 тс). Эти прессы имеют жесткую закры-
тую стальную станину; жесткий кривошипно-шатунный механизм с
надежным направлением шатуна.
Скорость движения ползуна к началу рабочего хода (к моменту со-
прикосновения верхней части штампа с обрабатываемой заготовкой) у
КГШП составляет 0,5…0,8 м/с, что в 10 раз меньше скорости бабы мо-
лота в момент удара [32,33]. В связи с этим пресс характеризуется не-
ударным характером работы.
145
КГШП имеет жесткий фиксированный ход, обеспечивающий со-
вершенно определенное нижнее положение ползуна. Если штамп явля-
ется закрытым, то для штамповки требуются заготовки точного объема,
равного объему полости штампа, в противном случае поковка получа-
ется большей по высоте. Увеличение высоты потребует соответствую-
щего увеличения упругой деформации системы штампа КГШП.
При конструировании поковки, штампуемой на прессе, радиусы за-
кругления, перемычки под прошивку и другие элементы принимаются
такие же, как для молотовых поковок. Существенное отличие имеется
только в величине припусков, допусков и штамповочных уклонов. Ука-
|
|
|
занные преимущества позволяют уменьшить припуски на механиче-
скую обработку и допуски на размеры по сравнению с молотовыми по-
ковками на 25…30%.
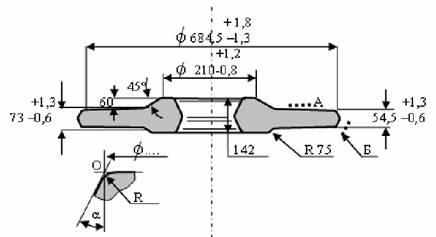
На рис. 4.3 представлен эскиз заготовки диска первой ступени тур-
бины, полученной на КГШП. Допуски на диаметральные размеры заго-
товки выполняются в пределах от 3,3…2,0 мм, допуски на линейные
размеры – в пределах от 0,5…1,9 мм. Свободные штамповочные укло-
ны (угол á) обеспечиваются в пределах 7°. Радиусы переходов плоских
или цилиндрических поверхностей в поверхности со штамповочными
уклонами R = 5±0,5 мм.
Рис. 4.3. Эскиз заготовки диска первой ступени турбины
146
|
Геометрические параметры исходной заготовки задаются до точек
пересечения (точка 0) плоских или цилиндрических поверхностей
штамповочных уклонов. Допустимые отклонения от номинальных зна-
чений при этом задаются в сторону как увеличения размера, так и воз-
можного его уменьшения. Исполнительные размеры гравюры штампов
при этом будут выполняться по номинальным значениям данных раз-
меров с допустимыми отклонениями на порядок точнее, чем они зада-
ются для исходной заготовки. Такой способ назначения размеров и до-
|
|
|
пустимых отклонений для исходной заготовки, а также назначение ис-
полнительных размеров гравюр штампов учитывает природу формиро-
вания производственных погрешностей во времени.
Нижнее отклонение для заданного размера предусматривает воз-
можность не заполнения полости штампа и усадку заготовки при осты-
вании. Верхнее отклонение позволяет учитывать возможные изменения
размеров при износе полости штампа во времени.
На рис. 4.3. показаны исходные базовые технологические поверхно-
сти А и Б, на которых в процессе изготовления исходной заготовки не
допускаются повреждения и различные дефекты.
Коробление заготовки должно быть не более 1 мм. Отклонение от
параллельности торцов заготовки также должно быть не более 1 мм.
Штамповочный уклон по наружной поверхности исходя из технологи-
ческих соображений может быть увеличен до 15о и более. Это выпол-
няется с целью сохранения качественных показателей материала в зоне
обода диска от выгорания легирующих компонентов в процессе горя-
чей штамповки, а также для возможности вырезки технологического
образца для проверки механических свойств заготовки в соответствии с
требованиями первой группы контроля. Повышенный штамповочный
уклон создает также удобства для центрирования и закрепления заго-
товки на первой операции при механической обработке.
С учетом сложность формы диска турбины и условий выполнения
горячей штамповки исходная заготовка недостаточно приближена к
форме готовой детали. В связи с этим в отдельных местах заготовки
возникают значительные напуски материала, которые увеличивают
трудоемкость изготовления дисков. Для снижения трудоемкости меха-
нической обработки и создания исходной заготовки дисков ГТД, при-
ближенных к форме готовой детали, методом горячей штамповки на
КГШП, можно, оценив экономичность вариантов, применять различ-
ные приемы по оптимизации процесса, например: обеспечивать стаби-
лизацию тепла заготовки, более равномерную осадку на каждом из эта-
147
пов штамповки, использовать смазочные материалы, содержащие стек-
ло, создавать степень деформации при осадке не более 20…25% и т.д.
[32,33].
Получение исходной заготовки штамповкой из жидкого металла с
использованием гидравлических прессов и штампов с ручьями закры-
того вида является перспективным направлением совершенствования
исходных заготовок для дисков. В этом случае, подвергаемая давлению
до момента полного затвердевания металла, геометрическая форма за-
готовки может быть близка к форме готовой детали. Этот процесс и
процесс формирования заготовок при температурах, соответствующих
сверхпластичности материала, дают возможность совершенствования
формы и размеров исходной заготовки дисков.
Применение современных методов требует точного дозирования ме-
талла и непрерывного сжатия его во время кристаллизации. При этом
усилия пресса составляют 500 МН/м2, (5 тс/см2). В этом случае металл
получается более высокого качества, чем при отливке.
Дата добавления: 2018-05-12; просмотров: 1082; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!