Первая часть технологического процесса механической обра-
ботки заготовок (рис. 4.4) проводится в три этапа и начинается с пред-
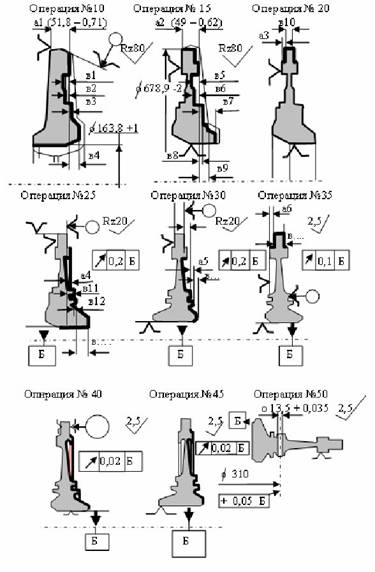
варительного грубого формирования основных поверхностей дисков.
150
Рис. 4.4. Первая часть технологического процесса
Механической обработки диска первой ступени турбины
151
|
Диск первой ступени турбины, представленный на рис. 4.1, имеет
сложнофасонный профиль контура с наличием большого количества
выемок, углублений, торцевых пазов и других конструктивных элемен-
тов. Это требует оптимального разделения припусков и напусков ис-
ходной заготовки по операциям технологического процесса.
На операциях технологического процесса (операции 10-15) исполь-
зуются металлорежущие станки высокой жесткости и мощности. На
этих операциях удаляется основной припуск и напуск. Контур заготов-
ки приобретает форму, близкую к форме готовой детали.
На этих операциях обеспечивается равномерное распределение при-
пуска на дальнейшую обработку контура диска. Припуски на после-
дующие операции составляют 2…3 мм. Шероховатость обрабатывае-
мых поверхностей выполняется не ниже Rz80. Мелкие канавки, уступы
и выемки на данных операциях не обрабатываются.
На операции №20 создаются базовые установочные поверхности,
которые позволяют надежно с достаточной точностью закрепить заго-
товку в технологической системе на последующих операциях техноло-
гического процесса. При выполнении этих операций используются ка-
русельные токарные станки как обычные, так и с ЧПУ моделей 1508,
6751, DFM-30 и др.
Режущий инструмент имеет твердосплавные пластины из высоко-
прочных материалов (ВК8, ВК10, ВК10ХОМ и другие).
Применяемые материалы режущих инструментов обладают хорошей
размерной стойкостью, что позволяет активно использовать на этих
операциях автоматический метод достижения точности на настроенном
оборудовании.
Грубая предварительная обработка цилиндрических и торцевых по-
верхностей диска на операциях № 10-15 осуществляется при скорости
резания v=10…12 м/мин, продольная подача при этом составляет
So = 0,21 мм/об. Для выполнения торцевых канавок на этих операциях
подача уменьшается до So = 0,1 мм/об. Эти условия обработки обеспе-
чивают заданные показатели качества на данном этапе технологическо-
го процесса.
Для подрезки торцов и проточки наружных цилиндрических по-
верхностей используются проходные отогнутые резцы со следующими
основными геометрическими параметрами: ϕ = 60°; ϕ1 = 45°; ã =10°;
á = 8°; ë = 2°. Радиус у вершины резца составляет r = 1 мм сечение
державки резца Н · В = 25 · 16 мм, длина L = 50 мм.
152
Для растачивания отверстий используются прямые расточные резцы
со следующими основными параметрами:ϕ = 45°; ϕ = 45°; ã = 10°;
á = 10°; ë = 2°. Радиус у вершины резца составляет r = 1 мм, сечение
державки Н · В = 25 · 16 мм, длина L = 140 мм. Для проточки торцевых
канавок используются прямые усиленные канавочные резцы со сле-
дующими геометрическими параметрами: ϕ = 90°; ϕ1 = 2°; ã = 7°;
á = 8°; ë = 2°. Радиус переходов r = 1 мм. Сечение державки равно:
Н · В = 25 · 16 мм, длина L = 50 мм. Ширина торцевых канавочных рез-
цов принимается в зависимости от размеров обрабатываемого элемента
диска.
После выполнения предварительной обработки поверхностей диска
на операциях №10–15 и подготовки обода диска на операции №20 в
качестве промежуточной технологической базы производится получис-
товая токарная обработка контура полотна диска (операции №25–35).
На этих операциях обеспечивается шероховатость поверхности до
Rz = 40 мкм, а точность расположения контуров полотна диска относи-
тельно друг друга выполняется с биением не более 0,2 мм.
Необходимо отметить, что при простановке операционных линей-
ных размеров как для предварительной обработки (операции №10-20),
так и для получистовой обработки (операции №25-45) используется
правило связи внутрикомплексных размеров (в1, в2, в3, ..., в10 ... и т.д.) с
базовыми установочными поверхностями заготовок одним операцион-
ным линейным размером. Для операции №10 это размер является раз-
мер а1 = (51,8-0,71) мм, а для операции №15 а2 = 49-0,62 мм и т.д.
Подобная простановка размеров позволяет обеспечивать качествен-
ную обработку комплекса поверхностей заготовки на настроенном
станке в автоматическом режиме, выполнение размеров не обеспечива-
ет выполнение размеров в1, в2, в3,...в10 и т.д. по первой технологической
схеме [11]. В этом случае погрешности, которые возникают в процессе
обработки, определяются только применяемым методом. Размеры
а1, а2, а3,....аn,... и т.д. обеспечиваются по второй технологической схеме
[11], составляющие погрешности которых определяются как приме-
няемым методом обработки, так и погрешностью установки заготовки в
технологической системе.
С целью уменьшения этих составляющих погрешностей произво-
дится подготовка промежуточных и основных базовых технологиче-
ских поверхностей с высокой точностью (см. операции №20, 35 и др.).
Подобная схема простановки операционных размеров осуществляется
также для векторных составляющих, которые определяются техниче-
153
скими требованиями для ориентирования заготовки в технологической
системе. Так, проверка биения в пределах от 0…0,02 мм на операциях
№40 и 45 обеспечивает точное ориентирование контура левой и правой
части полотна диска турбины относительно как друг друга, так и базо-
вого установочного отверстия. Этот показатель точности непосредст-
венно влияет на качественные выходные характеристики ГТД, так как
он определяет неуравновешенность масс элементов диска, а, следова-
тельно, возможную «скрытую неуравновешенность» ротора турбины.
При нарушении правила простановки операционных размеров а1, а2,
а3,...аi и т.д., когда не обеспечивается непосредственная связь обраба-
тываемой поверхности с установочной, может иметь место третья или
четвертая технологическая схемы [11]. В этом случае погрешности ба-
зирования Äá, погрешности установки Äó и остаточная погрешность
метода обработки Äî часто не позволяют выполнить заданные опера-
ционные размеры на настроенном станке в автоматическом режиме.
Тогда для выполнения операционных размеров используется комби-
нированный метод достижения точности. Подобный случай простанов-
ки операционных размеров (см. рис. 4.4) дан на операциях получисто-
вой обработки полотна диска (операции № 25, 30), а также на чистовых
операциях № 40 и 45 (размерные связи не показаны). Такая простанов-
ка размеров принята исходя из удобства контроля размеров на станке в
процессе наладки и обработки.
Контроль положения внутрикомплексных размеров осуществляется
относительно «открытого» и удобного для проведения измерения торца
диска, по которому осуществляется закрепление заготовки в техноло-
гической системе. Такой способ простановки операционных размеров
требует при обработке применения метода достижения заданной точ-
ности пробными проходами и не позволяет выполнить эти показатели
точности в автоматическом режиме на настроенном станке. Это снижа-
ет производительность труда на операции, коэффициент использования
оборудования и требует проведения контроля качества исполнения
этих размеров в процессе обработки.
Необходимо отметить, что выбор способов простановки операцион-
ных размеров и их исполнение определяется состоянием производства,
его культурой и экономическими показателями.
Для улучшения качества изготовления дисков роторов ГТД и повы-
шения производительности труда на операциях технологического про-
цесса находят применение специализированные станки с ЧПУ, которые
позволяют объединять операции при обработке двух сторон диска.
154
В этом случае, совмещение операций №10 и 15, операций №25 и 30,
и других, способствует созданию на предварительном и получистовом
этапах обработки равномерного распределения припуска для после-
дующей чистовой обработки полотна диска.
Совмещение операций №40 и 45 при чистовой обработке полотна
диска улучшает качественные показатели заготовки по расположению
левой и правой части контуров полотна, а следовательно, уменьшает
возможную «скрытую» неуравновешенность ротора ГТД. В то же вре-
мя двухсторонняя обработка дисков позволяет уменьшить влияние ос-
таточных деформаций заготовки в процессе механической обработки.
Благодаря равномерному съему металла с двух сторон диска.
Схема установки заготовки в технологической системе на данном
специализированном оборудовании приведена на рисунке 4.5. Исход-
ная заготовка ориентируется в технологической системе по штампо-
вочным уклонам наружного контура обода диска и приводится во вра-
щательное движение (n). Центрирующее приспособление обеспечивает
совпадение оси заготовки с осями координат технологической системы
(допустимое смещение в примере, составляет 0,5 мм).
Операционный размер а1 задается до оси заготовки и контролирует-
ся в процессе изготовления относительно габаритной специальной кон-
трольной площадки г.п. Размер а1 связывает первую обрабатываемую
поверхность диска с установочным элементом заготовки (осью заго-
товки). Все остальные линейные операционные размеры в1, в2, в3,...и
т.д. обеспечивают внутрикомплексную связь обрабатываемых торце-
вых поверхностей заготовки в этой операции.
Такая схема простановки операционных размеров позволяет обеспе-
чивать их при обработке в автоматическом режиме на настроенном
оборудовании. При этом настройка инструмента может осуществляться
вне станка по эталонам с использованием резцовых блоков. Периодич-
ность смены резцовых блоков определяется качеством режущего инст-
румента, состоянием оборудования, степенью охлаждения зоны обра-
ботки, величиной удаляемого припуска и другими параметрами.
Контроль состояния режущего инструмента проводится периодиче-
ски по величинам качественных выходных показателей заготовок, или
с помощью специальных устройств станка, которые контролируют
«перегрузку» рабочих элементов оборудования или другие параметры
технологической системы.
155
Рис. 4.5. Основные элементы при черновой обработке диска
156
|

Важным условием качественной обработки заготовок диска является
оптимизация размеров удаляемого припуска и разбиение его на отдель-
ные элементы. При выполнении этой работы производится выбор и на-
значение последовательности обработки различным режущим инстру-
ментом и определяется количество проходов, необходимых для удале-
ния припуска. На основании этих данных и возможностей используе-
мого оборудования разрабатывается рабочая технологическая карта
(РТК). Эта карта определяет опорные точки перемещения режущих ин-
струментов в технологической системе.
На рис. 4.5 показаны основные элементы припуска заготовки диска
и последовательность удаления этих слоев металла в процессе обработ-
ки [9,] на совмещенной операции (№ 10 и 15, см. план обработки).
При снятии припуска (элемент 1) заготовки выполняется три пере-
хода. При этом используется схема переходов в виде «петли» [9].
Из нулевой точки прямой проходной резец на холостом ходу
(Sм = 200 мм/мин) движется в точку 1. Из точки 1 на рабочем ходу
(n = 6 об./мин, Sо = 0,4 мм/об.) режущий инструмент перемещается в
точку 2. Затем с целью устранения трения инструмента по задней гра-
ни, он отводится от заготовки на 0,5 мм и перемещается в точку 3. Из
данной точки, выполняя «петлю», режущий инструмент приходит в
точку 4, а затем в точку 5. После этого цикл обработки повторяется.
Выполнив три перехода, режущий инструмент перемещается в точ-
ку, в которой производится смена инструментального блока. Подрезной
резец по схеме «петля» производит удаление припуска (элемент 3) и
обеспечивает получение ступенчатого контура заготовки.
На следующем этапе обработки (элемент 5) усиленный канавочный
резец по схеме «спуск» [9] осуществляет обработку торцевого паза в
несколько переходов. Из нулевой точки резец перемещается сначала в
точку 1, а затем на рабочем ходу (n = 8 мин-1, Sо = 0,24 мм/мин) произ-
водит обработку первой торцовой канавки. Затем резец возвращается в
точку 1 и перемещается вдоль образующей полотна заготовки диска в
новое положение, в точку 3. После этого выполняется обработка второй
канавки на торце диска. Резец перемещается в точку 4 и т.д. При по-
следнем проходе режущий инструмент выполняет зачистку канавки.
Движение вдоль образующих поверхностей завершает обработку ка-
навки.
После этого выполняется смена инструмента в точке 0 и процесс
обработки продолжается. Удаление припуска (элементы 7 и 8) выпол-
няются по схеме «петля» прямым проходным резцом. При необходимо-
157
сти эти переходы могут быть объединены. Объединение переходов
должно проводиться с учетом оптимизации времени работы резцов и
их размерной стойкости. В случае необходимости в инструментальный
магазин или в револьверную головку станка вводят дополнительные
инструментальные блоки, которые дублируют друг друга и увеличива-
ют, при этом суммарное время стойкости резцов.
Подобная последовательность обработки торцевых поверхностей за-
готовки осуществляется также с левой стороны диска (элементы 2, 4, 6,
8 и т.д.).
На специализированном станке с ЧПУ обработка левой и правой сто-
роны заготовки диска выполняется одновременно. Это позволяет умень-
шить влияние напряжений, вызванных процессом резания на геометриче-
скую форму и состояние материала заготовки. Схема одновременной об-
работки заготовки с двух сторон позволяет также увеличить производи-
тельность труда на операциях технологического процесса.
Современное производство исходных заготовок пока не позволяет
получить их форму, близкую к форме готовой детали. Механическая
обработка поверхностей диска для таких заготовок имеет значительный
объем в производстве ГТД. В связи с этим припуски на механическую
обработку дисков остаются достаточно большими.
Так, при черновой обработке торцов диска величина припуска и его
неравномерность у обода в партии заготовок можно определить по сле-
дующей формуле:
Z = aзаг./2 – a1 + aсм,
где азаг – операционный размер толщины обода исходной заготовки (см.
рис. 4.3); а1 – операционный размер, определяющий положение обраба-
тываемого торца до оси заготовки (рис. 4.5); асм – допустимое смеще-
ние заготовки в технологической системе возникающее в процессе ее
установки и закрепления.
Принимая данные в соответствии с рис. 4.3, 4.5 значения операци-
онных размеров
азаг. = (54,5 ±1,3 ) мм; а1 =(24,5 ± 0,3) мм; асм = (0 ± 0,5) мм,
имеем:
Z = (54,5 ±1,3 ) / 2 – 24,5 ± 0,3 + 0 ± 0,5 = (2,75 +1, 45 ) мм,
т.е. Zmax = 4,2 мм; Zmin = 1,65 мм.
В средней части заготовки припуск на обработку увеличивается за
счет конусной формы фланца (рис. 4.3) и соответственно возрастает на
величину 7...8 мм.
158
|
|
|
Таким образом, общая величина удаляемого слоя металла на черно-
вой операции у полотна диска:
Zmax = 12,2 мм; Zmin = 8,65 мм.
При обработке торцов диска (элементы 1 и 2) этот припуск делится
на три части:
4…5 мм при первом проходе,
3…4 мм при втором проходе,
2…3 мм при третьем проходе.
Завершающим этапом обработки диска на представленной операции
является расточка отверстия (элемент 12), в несколько проходов по
схеме «петля»: производится удаление основного припуска и напуска,
полученного в процессе штамповки исходной заготовки. На этом же
этапе формируется также фаска.
При обработки исходной заготовки диска в первой части технологи-
ческого процесса выполнены следующие работы:
1. проведена основная токарная обработка контура;
2. сформирован чистовой контур профиля полотна диска;
3. подготовлены технологические базовые поверхности для даль-
нейшей обработки заготовки.
Дата добавления: 2018-05-12; просмотров: 395; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!