Элементы ленточных конвейеров
Грузонесущим и тяговым элементом на ленточном конвейере служит прорезиненная лента (рисунок 21.2).
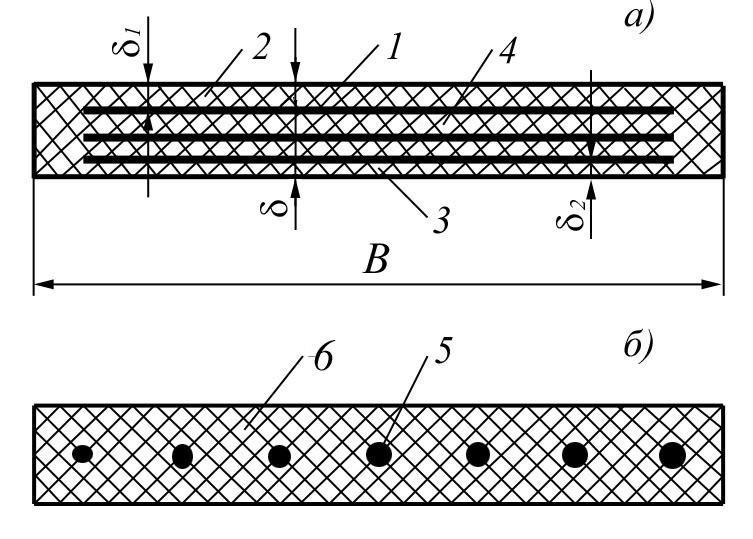
Рисунок 21.2 – Лента конвейерная: а – резинотканевая; б– резинотросовая
Резинотканевая лента состоит из тканевых прокладок 1, которые играют роль тягового элемента и изготавливаются из особо прочной хлопчатобумажной ткани (бельтинга), уточно-шнуровой ткани, капрона, анида, нейлона, лавсана и других синтетических тканей. Общее число прокладок зависит от ширины ленты и составляет 3…10 слоев, толщина каждой прокладки 1,25…2 мм. Между прокладками располагаются резиновые прослойки 4.
На рабочей стороне лента покрыта резиновой обкладкой 2толщиной
δ1 = 1…10 мм, на холостой стороне – обкладкой3толщиной δ2 = 1…3.5 мм. Обкладки предназначены для защиты ленты от влияния влаги и механических повреждений (износа).
В зависимости от условий эксплуатации различают ленты общего назначения (– 45...+ 60 0С), морозостойкие (– 60…+ 60 0С), теплостойкие (до + 100 0С), пищевые, негорючие.
В особо жестких условиях эксплуатации применяют резинотросовые ленты (рисунок 21.2, б), которая состоит ряда канатов 5, завулканизованных в резину 6. Длина конвейера с такой лентой достигает 2…3 км.
Параметры резинотканевых лент регламентирован ГОСТ 20-76.
Ролики – наиболее массовый узел ленточного конвейера. Стоимость роликов достигает 25…30 % общей стоимости конвейера, на ролики приходится 80 % затрат его по обслуживанию и ремонту. Надежность и долговечность работы конвейера в первую очередь определяется качеством роликоопор.
Основное конструктивное исполнение – прямые и трехроликовые опоры, показаны на рисунке 21.3.
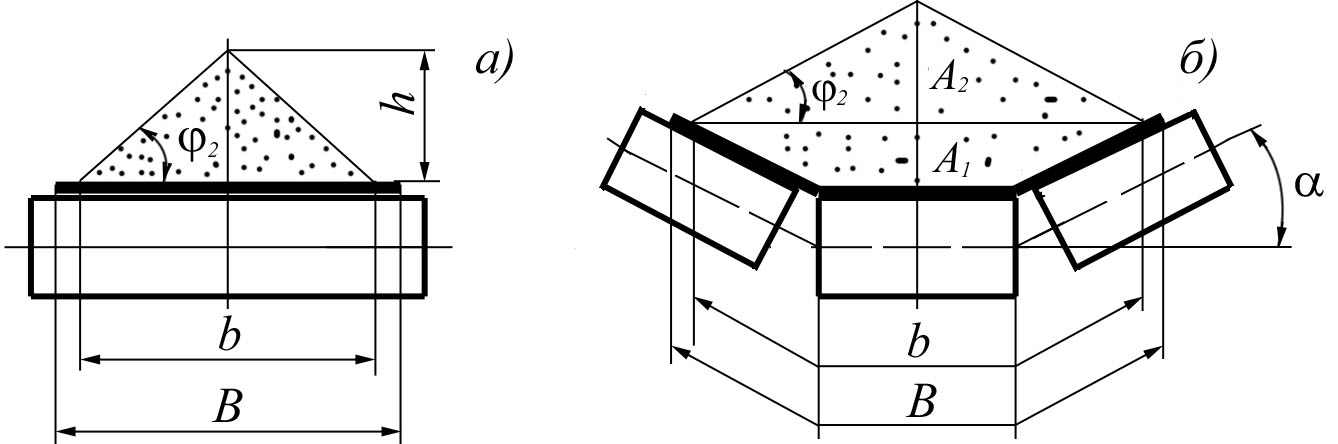
Рисунок 21.3 – Типы роликоопор: а – прямая; б – трехроликовая
Параметры роликов унифицированы по наружному диаметру, длине и конструкции подшипниковых узлов. Различают особолегкие, легкие, нормальные и тяжелые ролики.
Чаще ролики изготавливают из отрезков стальных труб диаметром 89, 108, 133, 159, 194 мм. Для повышения износостойкости, поглощения энергии удара и очистки ленты применяют футерованные ролики в виде набора резиновых колец.
Шаг размещения рабочих роликов составляет 1…1,5 м, холостых – 2…3 м.
Барабаны разделяют на приводные и неприводные, а также – натяжные, концевые, отклоняющие.
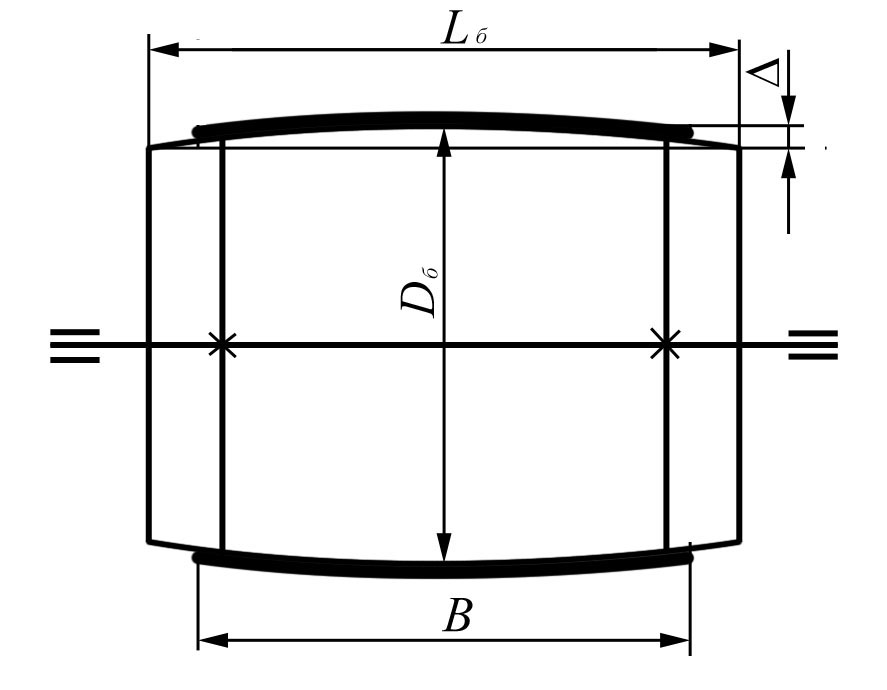
Рисунок 21.4 – Схема барабана
Барабаны унифицированы по диаметру и длине. Изготавливают методом сварки или литья из серого чугуна СЧ15, СЧ18.
Длина барабана зависит от ширины ленты
 . .
| (21.1) |
Для фиксации ленты от бокового увода барабану сообщают бочкообразную форму. Выпуклость в средней части барабана должна составлять
 . .
| (21.2) |
Для повышения сцепления с лентой поверхность барабана покрывают (футеруют) слоем резины.
Разгрузка материала в промежуточных пунктах вдоль трассы производится с помощью плужковых сбрасывателей или барабанных разгрузочных тележек
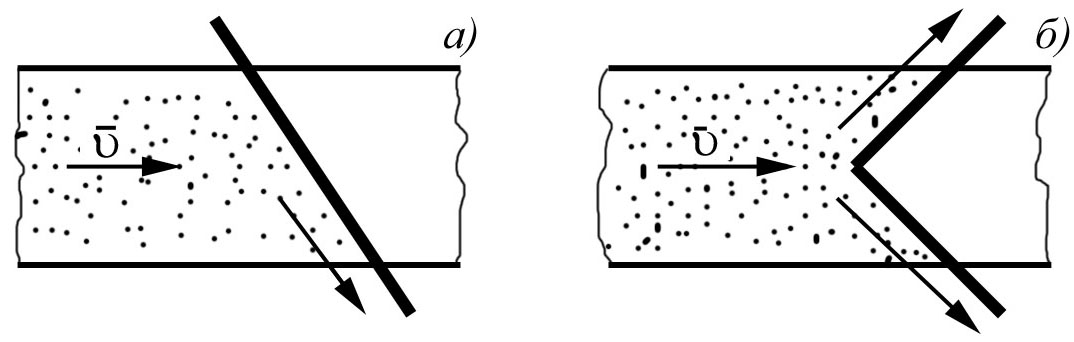
Рисунок 21.5 – Схема плужкового одностороннего (а) и двухстороннего (б) разгрузчика
Рабочую сторону ленты очищают от остатков транспортируемого материала с помощью устанавливаемых после пункта разгрузки скребков и щеток.
Для повышения долговечности ленты используют загрузочные устройства, которые направляют материал в сторону движения ленты со скоростью, близкой к скорости ленты.
Для натяжения ленты используют винтовые, грузовые, грузо-лебедочные и лебедочные устройства.
Расчет ленточных конвейеров
В качестве исходных данных при расчете ленточных конвейеров используют:Q – производительность, т/ч; род транспортируемого груза (песок, пшеница, соль и т. д.); υ – скорость транспортирования, м/с; ρ – насыпная плотность груза, т/м3; L– длина конвейера, м; β – угол наклона конвейера, град.
а)расчет конвейера с плоской роликоопорой (рисунок 21.3, а).
На основании накопленного опыта установлена связь между шириной ленты и шириной основания груза
  . .
| (21.3) |
Откуда ширина ленты
 . .
| (21.4) |
Производительность конвейера по выражению (21.1)
 . .
| (21.5) |
Площадь поперечного сечения груза
 . .
| (21.6) |
где kβ – коэффициент, учитывающий угол наклона конвейера к горизонту; h – высота слоя груза
 . .
| (21.7) |
где φ2 ≈ 0,35φ1 – угол естественного откоса груза в движении.
Отсюда
 . .
| (21.8) |
Тогда
 . .
| (20.9) |
Отсюда
 . .
| (21.10) |
С учетом выражения (21.4)
 . .
| (21.11) |
Полученное значение В согласуют со стандартным рядом: 400, 500, 650, 800, 1000, 1200 мм и т. д.
б)расчет конвейера с желобчатой роликоопорой (рисунок 21.3, б).
При желобчатой роликоопоре общая площадь сечения насыпного груза складывается из суммы площадей равнобедренного треугольника и трапеции
 . .
| (21.12) |
Конфигурация равнобедренного треугольника и трапеции зависит от угла наклона боковых роликов α и угла естественного откоса сыпучего груза φ2, который, в свою очередь, зависит от степени подвижности частиц груза. Эти параметры учитываются поправочным коэффициентом kп (таблица 21.1)
Таблица 21.1 – Значения коэффициента kп
| Угол α, град | Подвижность частиц груза | ||
| легкая | средняя | малая | |
| 20 30 45 60 | 393 480 580 582 | 470 550 633 620 | 550 625 692 662 |
С учетом значений этого коэффициента производительность конвейера
 . .
| (21.13) |
Отсюда ширина ленты
 . .
| (21.14) |
Полученное значение также согласуют с рядом стандартных значений В и проверяяют по кусковатости груза:
для рядовых грузов
 ; ;
| (21.15) |
для сортированных грузов
 , ,
| (21.16) |
где а’ – размер типичного куска груза.
Дата добавления: 2018-04-04; просмотров: 1427; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!