Структура сварного соединения 9 страница
Проволока в мотках (катушках, кассетах) должна представлять собой один отрезок, свернутый неперепутанными рядами и плотно увязанный таким образом, чтобы исключить возможность распушивания или разматывания мотка. Концы проволоки должны легко обнаруживаться. Допускается контактная стыковая сварка отдельных кусков проволоки одной плавки; при этом поверхность проволоки в зоне сварного соединения должна соответствовать требованиям ГОСТ 2246—70.
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений. На поверхности проволоки допускаются риски (в том числе затянутые), царапины, местная рябизна и отдельные вмятины. Глубина указанных пороков не должна превышать предельного отклонения по диаметру проволоки.
На поверхности низкоуглеродистой и легированной проволоки не допускается наличие технологических смазок, за исключением следов мыльной смазки без графита и серы.
С согласия потребителя проволоку марок Св-18ХГС и Св-18ХМА для предохранения от коррозии разрешается покрывать сплошным слоем нейтральной смазки, хорошо растворимой в бензине.
Высоколегированная проволока должна поставляться в травленном и отбеленном состоянии или после термической обработки в инертной атмосфере со светлой, светло-матовой или серой поверхностью, без всяких следов смазки.
|
|
|
Проволока должна быть принята техническим контролем предприятия-изготовителя. Изготовитель должен гарантировать соответствие поставляемой проволоки требованиям ГОСТ 2246—70.
Сварочная проволока из алюминия и алюминиевых сплавов. При сварке плавлением алюминия и его сплавов в основном используют тянутую и прессованную сварочную проволоку из алюминия и алюминиевых сплавов, произведенную по ГОСТ 7871—75, который предусматривает изготовление проволоки 14 марок.
Овальность проволоки не должна превышать предельных отклонений по диаметру. Поверхность проволоки диаметром 4 мм и менее подвергают химической обработке. После обработки проволока должна иметь блестящую поверхность с параметрами шероховатости Ra < 2,5 мкм.
Внешний ряд намотанной проволоки должен находиться на расстоянии 5…7 мм от наружного края щек катушек диаметром 100 мм и на расстоянии 10…12 мм от наружного края щек катушек диаметром 200, 300 и 430 мм.
|
|
|
Проволоку из сплавов марок Св-А97, Св-А85Т, Св-А5 и Св-АМц наматывают на катушки в нагартованном состоянии с временным сопротивлением разрыву не менее 100 МПа, а проволоку из сплавов марок Св-АМг3, Св-АМг5, Св-1557, Св-АМг6, Св-АМг63, Св-АМг61, Св-АК5 и Св-1201 по заказу потребителя наматывают в отожженном или нагартованном состоянии.
Проволока на катушках должна состоять из одного отрезка. Допускается стыковая сварка проволоки одной плавки; при этом проволока в местах сварки должна удовлетворять требованиям стандарта. Проволоку диаметром более 4 мм поставляют в мотках или пучках длиной не менее 1 м, без химической обработки поверхности. Внутренний диаметр мотка должен быть не более 750 мм.
Проволока в мотках должна иметь чистую поверхность, без плен, трещин, закатов, вмятин, заусенцев, расслоений и резких перегибов. Не допускаются местные дефекты поверхности проволоки, глубина которых (при их удалении) превышает предельные отклонения по диаметру. На поверхности проволоки допускаются белые и темные пятна без шероховатостей, а также цвета побежалости.
|
|
|
Проволока поставляется партиями. Каждая партия должна состоять из проволоки одного диаметра, сплава одной марки, одной плавки и одного состояния. Масса партии не ограничивается.
Катушки с проволокой помещают в полиэтиленовый мешок вместе с контрольным пакетом порошка обезвоженного силикагеля-индикатора и герметизируют при относительной влажности окружающего воздуха менее 20% в течение 30 мин после химической обработки. Герметичность упаковки оценивают визуально по цвету силикагеля-индикатора. Герметичность следует считать нарушенной, если порошок силикагеля-индикатора имеет розовый цвет.
Герметизированные полиэтиленовые мешки с катушками упаковывают в картонные, пластмассовые или деревянные ящики.
Сварочную проволоку из других алюминиевых сплавов изготавливают по техническим условиям, разработанным, согласованным и утвержденным в установленном порядке.
|
|
|
Сварочная проволока из меди и сплавов на ее основе. При сварке, наплавке и пайке меди и ее сплавов используют сварочные проволоку и прутки из меди и сплавов на медной основе, изготовленную по ГОСТ 16130—90.
Сварочную проволоку по указанному стандарту изготавливают из меди и ее сплавов 17 марок: M1; MCp1; МНЖ5-1; МНЖКТ5-1-0,2-0,2; БрКМц3-1; БрОЦ4-3; БрАМцЭ-2; БрОФ6,5-0,15; БрАЖМцЮ-3-1,5; БрХ0,7; БрХНТ; БрНЦр; БрНЦрТ; Л63; ЛО60-1; ЛК62-0,5; ЛКБО62-0,2-0,04-0,5.
Химический состав проволоки и прутков из меди марок M1; M1p и М3р, бронз марок БрКМц3-1; БрАМцЭ-2; БрАЖМцЮ-3-1,5; БрОЦ4-3 и БрОФ6,5-0,15, латуней марок Л63; ЛМц58-2; ЛО60-1 и ЛЖМц59-1-1, а также из сплава марки МНЖ5-1 должен удовлетворять требованиям ГОСТ 859—2001, ГОСТ 493—79, ГОСТ 18175—78, ГОСТ 5017—2005, ГОСТ 15527—2004 и ГОСТ 17217—79 соответственно.
Поверхность проволоки должна быть чистой и гладкой, без трещин и расслоений. На поверхности проволоки и прутков не допускаются дефекты (плены, закаты, раковины, царапины, уколы, вмятины и др.), глубина которых (при их удалении) превышает половину предельных отклонений по диаметру. Покраснение поверхности после травления и цвета побежалости браковочным признаком не являются.
Проволока должна поставляться мягкой (М), полутвердой (Пт) и твердой (Т). Например, проволока диаметром 2 мм, марки ЛК62-0,5, мягкая: проволока ЛК62-0,5-М-2 ГОСТ 16130—90.
Проволоку и прутки поставляют партиями. Каждая партия должна состоять из проволоки или прутков одной марки, одного диаметра и одного состояния поставки. Масса партии не должна превышать 1000 кг.
В ГОСТ 16130—90 содержится рекомендуемое приложение, в котором указано назначение проволоки и прутков из меди и сплавов на медной основе. Сварочную проволоку из меди и ее сплавов других марок изготавливают по техническим условиям, разработанным, согласованным и утвержденным в установленном порядке.
При сварке никеля и его сплавов используют проволоку диаметром 3…5 мм Н-1 (ГОСТ 2179—75) и НП-1, НП-2 (ГОСТ 492—2006). В качестве присадочного металла применяют также проволоку из сплава НМц-2,5 и нихрома (Х20Н80), изготовленную по ГОСТ 492—2006. Для сварки никеля разработаны специальные комплексно-легированные проволоки, содержащие титан, алюминий, марганец, кремний, марок НМцАТ3-1,5-0,6 и НМцТК1-1,5-2,5-0,15 (ТУ 48-21-284-73). Присадочные прутки для сварки свинца и цинка обычно имеют тот же состав, что и основной металл.
Для сварки серебра применяют серебряную проволоку, раскисленную алюминием (0,5…1,0% Аl) или содержащую редкоземельные металлы. При сварке других благородных металлов состав присадочной проволоки не отличается от состава основного металла.
Титановую сварочную проволоку выпускают диаметром 1…7 мм. Проволоку поставляют с чистой и осветленной металлической поверхностью, в травленом и дегазированном состоянии (содержание водорода — не более 0,003%). Проволоку ВТ1-00 применяют для сварки технического титана, а также наряду с проволокой ВТ2св — для низколегированных a- и псевдо-a-сплавов, проволоку СПТ-2 и СП-15 — для высокопрочных (a + β)-сплавов.
3.4Техника ручной дуговой сварки неплавящимся вольфрамовым электродом
Дуговой сваркой вольфрамовым электродом можно сваривать разные типы соединений в различных пространственных положениях. Применение этого способа целесообразно для соединения металла толщиной до 5…6 мм, однако его можно использовать и для сварки металла большей толщины. Сварку выполняют без присадочного металла, когда шов формируется за счет расплавления кромок, и с присадочным металлом, подаваемым в зону дуги в виде сварочной проволоки. Как правило, сварку ведут при напряжении дуги 22…34 В; при этом длина дуги должна быть 1,5…3,0 мм. Вылет конца электрода из сопла не должен превышать 3…5 мм, а при сварке угловых швов и стыковых с разделкой — 5…7 мм.
Ручную сварку металла толщиной до 10 мм выполняют «левым» способом (рис. 3.6). Поток защитного газа должен надежно охватывать всю область сварочной ванны и разогретую часть присадочной проволоки. При уменьшении толщины свариваемого металла угол между горелкой и изделием уменьшают. Для сварки материала толщиной более 10 мм следует применять «правый» способ сварки, а угол между горелкой и изделием должен быть близок к 90°. Такое положение горелки относительно изделия рекомендуется и при сварке угловых соединений. Проволоку вводят не в столб дуги, а сбоку, и производят ею возвратно-поступательные движения при сварке тонколистового металла. При сварке многослойных швов отдельные валики рекомендуется выполнять не на всю ширину разделки.
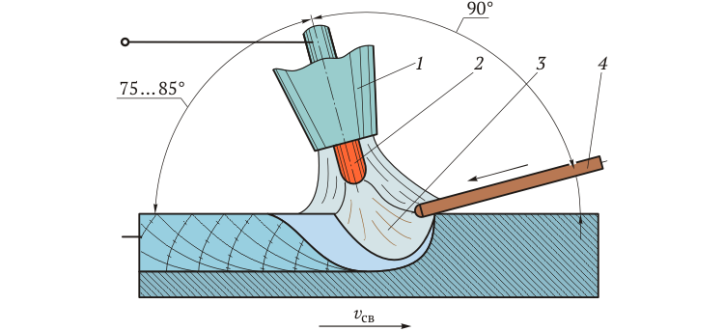 Рис. 3.6.Схема ручной сварки вольфрамовым электродом:
Рис. 3.6.Схема ручной сварки вольфрамовым электродом:
1 — сопло горелки; 2 — вольфрамовый электрод; 3 — сварочная дуга; 4 — присадочный металл; vсв — скорость сварки
Присадочный металл по мере необходимости подается в головную часть сварочной ванны. Сварщик вручную контролирует перемещением сварочной горелки подачу проволоки. Количество присадочного металла, подаваемого в сварочную ванну, выбирают из условия обеспечения требуемой доли участия присадочного металла в образовании шва. При сварке стыковых соединений без разделки кромок присадочный металл необходим в основном для создания выпуклости шва.
Переход присадочного металла в сварочную ванну, минуя дуговой промежуток, исключает его разбрызгивание. Сокращаются потери на испарение и ограничивается взаимодействие расплавленного металла с газами столба дуги. При сварке на постоянном токе дуга горит без треска, щелчков и жужжания.
Основной недостаток процесса — низкая производительность. Другой недостаток — необходима большая практика и высокая квалификация сварщика. К недостаткам процесса сварки неплавящимся вольфрамовым электродом, по сравнению со сваркой покрытым электродом, относится необходимость применения дополнительных защитных мер против световой и тепловой радиации дуги.
Сварка неплавящимся вольфрамовым электродом производится на прямой полярности (минус на электроде). Прямая полярность позволяет получить узкую сконцентрированную дугу, обеспечивающую глубокое проплавление и большую скорость сварки. Электрод получает меньшую часть тепловой энергии дуги и будет иметь меньшую температуру, чем при сварке на переменном токе или при сварке на обратной полярности, что, в свою очередь позволяет уменьшить диаметр вольфрамового электрода и снизить расход защитного газа.
При обратной полярности поток электронов также движется от отрицательного электрода к положительному, но в данном случае — от изделия к электроду. Следовательно, больше теплоты сконцентрировано в дуге около вольфрамового электрода. Поскольку электрод получает значительно больше теплоты при сварке на обратной полярности, чем на прямой, для предотвращения перегрева электрода приходится использовать электроды увеличенного диаметра и уменьшать сварочный ток. Свариваемая деталь при сварке на обратной полярности получает меньше теплоты и, следовательно, получается меньшая глубина проплавления.
Некоторые цветные металлы, например алюминий и магний, быстро образуют на поверхности оксидную пленку. Прежде чем сваривать алюминий, необходимо удалить оксидную пленку, температура плавления которой значительно выше температуры плавления основного металла. Удаление оксидной пленки может производиться механически, например щетками, или химически — травлением, но как только пленка удалена, металл тут же снова начинает окисляться, затрудняя сварку.
Оксидную пленку с поверхности металла во время сварки на обратной полярности может удалять сама дуга. Положительно заряженные ионы, которые двигались от основного металла изделия к электроду при сварке на прямой полярности, теперь двигаются от электрода к изделию. Ударяясь с достаточной силой о поверхность изделия, они дробят и расщепляют хрупкую оксидную пленку, тем самым очищая поверхность.
Очищающее действие дуги при сварке на обратной полярности наилучшим образом подходит для сварки алюминия, магния и их сплавов.
Основным требованием для зажигания и горения дуги является ионизация газа в дуговом промежутке. Ионизированный газ является хорошим проводником электрического тока. Ионизацией называется процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы. В обычных условиях воздух, как и все газы, обладает слабой электропроводностью. Это объясняется малой концентрацией свободных электронов и ионов, поэтому для того чтобы вызвать в воздухе или газе мощный электрический ток, т. е. электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами.
Ионизацию можно произвести, если приложить к электродам высокое напряжение, тогда имеющиеся в газе (в малом количестве) свободные электроны будут разгоняться электрическим полем и, получив большие энергии, смогут разбить нейтральные атомы и молекулы на ионы.
При сварке в защитном газе теплоты, выделяемой дугой, достаточно для ионизации газа. Однако при сварке на переменном синусоидальном токе при переходе тока через нулевое значение теплоты, выделяемой дугой, становится недостаточно и она гаснет. Для устранения этого явления при сварке на переменном синусоидальном токе и для начального зажигания дуги без короткого замыкания электрода на деталь применяют осцилляторы. Они представляют собой источники высокого напряжения и высокой частоты, способные вызывать искровой разряд между электродом и деталью. Для пробоя межэлектродного промежутка длиной 1 мм в воздухе требуется напряжение около 1…3 кВ.
Как правило, при сварке на переменном токе длина дуги должна быть равна диаметру электрода. При сварке на постоянном токе прямой полярности заостренным концом электрода длина дуги может быть значительно меньше диаметра электрода.
Для того чтобы обеспечить нужный газовый охват зоны сварки, выходной диаметр сопла должен быть не менее трех диаметров вольфрамового электрода.
Вылет электрода — расстояние, на которое выступает из сопла вольфрамовый электрод.
Электрод может выступать из торца сопла, но не более выходного диаметра сопла. При большем вылете появляется вероятность прикосновения к сварочной ванне, сварочной проволоке, подаваемой сварщиком, или к боковой поверхности углового шва. Общее правило — начинать сварку нужно с вылета, равного одному диаметру электрода. При сварке корня стыковых и угловых швов вылет электрода увеличивают.
Зажигание дуги. Современные установки позволяют производить контактный высокочастотный поджиг дуги и контактное зажигание дуги. Бесконтактное зажигание дуги производится при сварке на переменном токе, контактное — на постоянном токе.
Для бесконтактного зажигания дуги необходимо приблизить электрод горелки к детали, но не касаться его; нажать кнопку включения триггера (при этом произойдут ионизация дугового промежутка и возбуждение дуги). Если в течение 1 с дуга не загорится, то электронная схема отключит осциллятор. Отпустив кнопку триггера и повторно нажав ее, делают вторую попытку возбуждения дуги. В большинстве случаев возбуждение дуги облегчается, если прикоснуться краем сопла к изделию.
При контактном зажигании дуги электрод приближается к детали в месте начала сварки и на 1…2 с слегка касается поверхности детали; при этом происходит разогрев заостренного конца электрода. Затем электрод медленно приподнимается вверх. Разогретый конец вольфрамового электрода является хорошим источником электронов. Происходят ионизация дугового промежутка и возбуждение дуги. Дуга формируется, когда электрод поднят.
Режим контактного зажигания имеет ограничение сварочного тока при касании электродом изделия. Это предохраняет вольфрамовый электрод от перегрева и прилипания, а металл сварного шва — от загрязнения.
Описанный метод контактного зажигания дуги требует определенного навыка. Более простой метод представлен на рис. 3.7. Для зажигания дуги нужно слегка прикоснуться к изделию 1 и нажать на кнопку триггера; при этом начнет подаваться защитный газ и небольшой ток пойдет через электрод. Затем следует медленно наклонить горелку так, чтобы сопло коснулось изделия 2, и продолжить наклон, чтобы электрод оторвался от изделия; дуга зажигается 3. После этого надо приподнять горелку; ток поднимется до заданного уровня в течение заданного времени нарастания 4.
 Рис. 3.7.Контактное зажигание дуги:
Рис. 3.7.Контактное зажигание дуги:
1…4 — последовательность действий
Получение сварного шва. После того как загорится дуга, нужно держать горелку перпендикулярно поверхности изделия и совершать небольшие круговые движения, пока не сформируется сварочная ванна. После того как сформируется сварочная ванна необходимого размера, следует наклонить горелку под углом 75° к поверхности изделия и начать медленно и равномерно перемещать ее вдоль сварного шва. Скорость перемещения выбирается такой, чтобы сварочная ванна все время оставалась яркой и жидкой. Никаких колебаний или других перемещений, кроме устойчивого движения вперед, производить не следует.
Дата добавления: 2021-04-24; просмотров: 111; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!