Центробежные машины с перемещающейся изложницей для литья труб.

А – начало работы (исходное положение)
Б – промежуточное положение ротора
В – завершение заливки
Г – извлечение отливки из формы
1 – двигатель 2 – изложница 4 – жолоб 5 – ковш
Билет № 9
Поворотные кокильные машины.

Оборудование для кристализации под поршневым давлением и жидкой штомповки.
Жидкая штамповка занимает промежуточное положение между горячей объемной штамповкой и литьем под давлением. Сущность процесса заключается в том, что в полость пресс-формы, подобной штампу для закрытой объемной штамповки, заливают дозу расплавленного металла, после чего на поверхность расплава посредством формообразующего инструмента – пуансона – прикладывают высокое давление, под воздействием которого и происходит кристаллизация отливки. Процесс осуществляется на гидравлическом прессе, при этом пуансон перемещается, компенсируя усадку кристаллизующегося металла и обеспечивая тем самым заполнение усадочных пустот не затвердевшим расплавом. Газы, растворенные в расплаве, остаются в твердом растворе, а не выделяются в виде пор, как при обычных видах литья; постоянное воздействие давления и быстрое охлаждение в металлической пресс-форме приводит к возникновению значительного числа дополнительных центров кристаллизации. В результате заготовки получаются плотными, с мелкозернистой структурой и высокими физико-техническими и эксплуатационными свойствами. Кроме того, метод жидкой штамповки дает возможность получения композиционных изделий с металлокерамическими вставками путем размещения в пресс- форме закладных элементов из пористой керамики с их последующей пропиткой жидким металлом под высоким давлением. Для реализации технологии жидкой штамповки предлагается «Автоматизированный литейно-прессовый комплекс» оборудования, включающий в себя:
|
|
|
· специальный гидравлический пресс
· литейно-прессовую оснастку
· плавильные и раздаточные печи
· печь для алитирования
·устройства механизации технологических операций. Наибольшее распространение получила жидкая штамповка алюминиевых сплавов, что вызвано следующими факторами:
· низкой температурой заливаемого в пресс-форму металла, обеспечивающая высокую стойкость формообразующих элементов оснастки, ее сравнительную простоту, а следовательно, и экономичность процесса в целом;
· существенным повышением механических свойств получаемых изделий по сравнению с литьем, и снижением стоимости по сравнению с объемной штамповкой;
|
|
|
· большим разнообразием видов изделий, в которых не допускается дефектов литейного происхождения, но которые прежде получали литьем в силу ряда причин;· возможностью использования более широкого диапазона алюминиевых сплавов, чем при литье или объемной штамповке;· возможность получения новых композиционных материалов, в том числе металлокерамики различных классов.
Центробежные машины с перемещающимся желобом для литья труб.
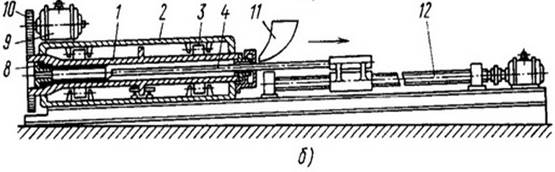
1 — изложница, установленная в корпусе 2 на роликовых опорах 3, 4 — неподвижный желоб, 5 — заливочный ковш, 6 — рельсовый путь для тележки 7, перемещающей корпус с изложницей в направлении В, 8 — песчаный стержень для формирования фланца и раструба, 9 — электродвигатель, приводящий во вращение изложницу через систему шестерен 10 (либо клиноременную передачу), 11 — заливочное устройство, 12 — винтовой привод перемещения желоба
Билет № 10
Дата добавления: 2020-04-08; просмотров: 74; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!