Автоматические линии изготовления оболочковых форм.
Билет №1
Определение специальных видов литья.
В целя макс-го приближения отливки по форме и размерам к готовому изделию, а также повышения физико-механических свойств этих изделий применяют спец. способы: литьё в кокиль, центробежное литьё, литьё под давлением, литьё в оболочковые формы, литьё по выпл-м моделям и др.
Каждый из способов придаёт отливке те или иные св-ва, повыш-е её качество по сравнению с отл-ми, получ-е в песч.глин. формах.
Технологические процессы изготовления отливок спец.способами в значит. степени механизированны и автоматизир-нны, в рез-те чего повышена производ-ть труда, улучшено качество отливок, снижена их себестоимость и улучшены санитарно – гигиенические условия труда.
Общая характеристика группы способов литья с применение низкого давления.
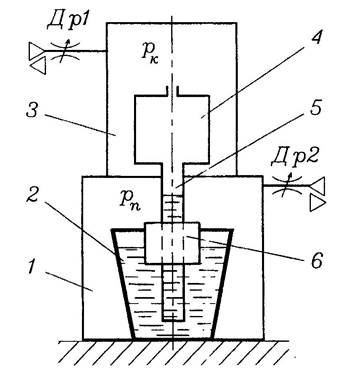
1 – печная камера
2 – тигель с распл жидким Ме
3 – камера
4 – литейная форма
5 – металлопровод
6 – доп ист давления
Условия обычного традиционного ЛПНД
1) Рк=Ратм (чтобы зап-ть металлич форму)
Рп>Ратм -
классич случай
2) Рк>Ратм
Рп>Ратм - случай литья с противодавл.
Рп>Рк
3) Рк<Ратм
Рп>Ратм - вакуумное всасывание
Эти случаи рассм-ся без позиции 6.
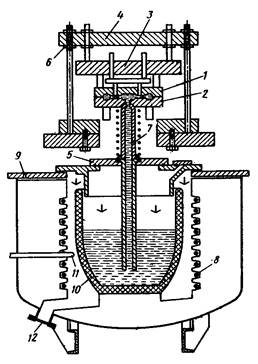
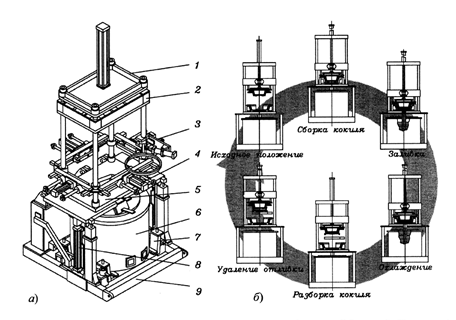
1,2 – половинки кокиля
3 – плита толкателей
4 – плита
5 – крышка
6 – винты
7 – металлопровод
8 – нагреватели
9 – отв для подачи воздуха
10 – тигель
11,12 – каналы для выхода воздуха
Установки для выбивки отливок из оболочковых форм.
|
|
|
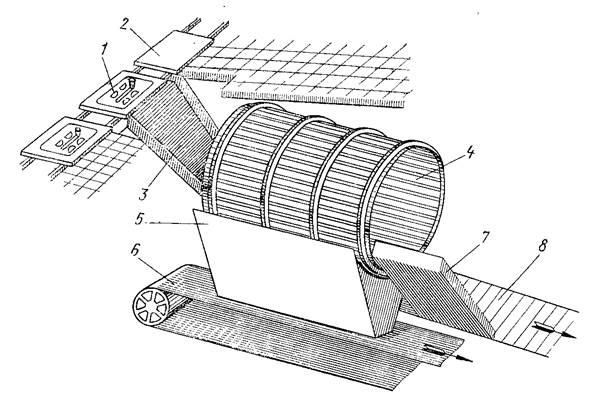
1 – отливки в оболочковые формы
2 – тележка
3 – склиз
4 – барабан
5 - бункер для сбора отработанной смеси
Охлаждённые отливки 1 вместе с форм пневм-им толкателем сталкив-ся с тележки 2 напольного конвеера на склиз 3. Если форма при заливке находиться на подвесном конвеере, отливки с формами сбрасыв-ся на склиз при повороте подвесной люльки.
По склизу отливки с формами попадают во вращающийся выбивной барабан, где формы разбив-ся, и их куски провалив-ся через щели барабана. Отливки, перемещ-ся благод. небольш. наклону барабана, проходят через последний, падают по склизу 7 на пластинчатый конвеер 8 для транспорт-я в обрубное отделение.
Под выбивным барабаном распол. бункер 5 для сбора отраб-ой смеси и ленточный конвеер 6 для подачи её в отвал или на регенерацию.
Билет №2
Классификация специальных видов литья.
Литьё в кокиль,
центробежное литьё,
литьё под давлением,
литьё в оболочковые формы,
литьё по выпл-м моделям
Установки для литья под низким давлением со стационарной печью и выкатным тиглем.
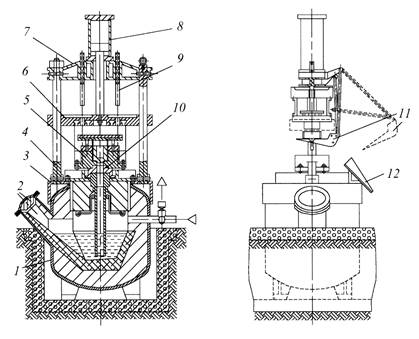
1 – печь
2 – крышка горловины печи
3 – рама кокильной секции
4 – направляющая
5 – мет форма
6 – траверса подвижная
7 – неподвижна траверса
8 – гидроцилиндр
9 – упоры толкателей
10 – металлопровод
11 – механизм съема отливки
12 – склиз
|
|
|
1 – плита неподвижная
2 – подв плита
3 – съемник отливок
4 – эл-ты для установки бок стержней
5 – нижняя неподвижная подкокильная плита
6 – раздаточная печь
7 – механизм подъема печи
8 – гидроцилиндр
9 – рама
Автоматические линии изготовления оболочковых форм.
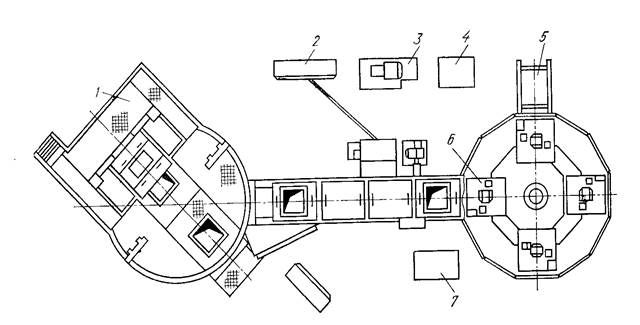
1 – автомат для изгот-я оболочковых форм
2 – электрошкаф
3,4 – гидроагрегат
5 – приёмник для форм
6 – уст-ка для сборки и склейки форм
7 – пульт управления
Автомат сост. из 4-х позиц-го поворотного стола, кот. вращ.вокруг неподвижной колонны. На каждой позиции стола уст-ны печи. Формирование оболочковых полуформ осущ-ся гравитац-ым способом с пом. поворотного бункера с шиберным секторным затвором.
Автомат снабжён загруз-м бункером и съёмником для съёма полуформ с модельной плиты, их кантовки и укладки на приёмный стол тележки автомата для сборки и склеивания.
Для сжатия форм при склейке служат подпружинные штыри. Стержни уст-ся на спец-ной позиции во время остановки нижней полуформы. Готовые формы выталкив-ся из агрегата пресс-я спец-ым устройством на приёмник. С приёмника готовая форма удаляется вручную.
|
|
|
Билет №3
Дата добавления: 2020-04-08; просмотров: 131; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!