Определение числа переходов при вытяжке
Часто коэффициент вытяжки, необходимый для получения детали, больше предельного коэффициента
 .
.
 - коэффициент вытяжки.
- коэффициент вытяжки.
Предельный коэффициент вытяжки – это самый большой коэффициент, при котором заготовка вытягивается без дефектов.
Дефекты при вытяжке:
1. Обрыв дна заготовки
Образуется если:
1)  ;
;
2)  ;
;
3)  ;
;
4)  .
.

2. Чрезмерное утонение
 Допускается минимальное утонение до 15%.
Допускается минимальное утонение до 15%.
Образуется если:
1) ;
2) ;
3)  ;
;
4)  .
.

3. Образование полос на детали
Полосы – это наличие мелких гофр, которые выправляются при переходе через ребро матрицы.
Образуется, если  .
.

4. Неровный торец
Образуется, когда прижим неравномерно прижат с одной из сторон.
5. Такая форма заготовки образуется в результате большого зазора между матрицей и пуансоном.

Предельный коэффициент вытяжки  определяется из условия
определяется из условия 
 .
.
В этот момент определяют  .
.



Отсюда находим предельный коэффициент  .
.
Другими словами, если процесс вытяжки происходит в нестандартном режиме (прижим, радиус закругления матрицы и др.), то находят  , то есть
, то есть  .
.
Число переходов при вытяжки определяют следующим образом:
 ,
,
 ,
,
перепишем выражение в следующем виде
 ,
,
в результате получим
 ,
,
то есть процесс можно разбить на n операций вытяжки.
Число операций вытяжки n легко бы нашлось, если бы задались, что 
|
|
|
Однако практика показывает, что коэффициенты вытяжки на разных операциях – разные. Причем на первых операциях наибольший, на последующих он значительно меньше, примерно в  раза. Однако, начиная со второй операции
раза. Однако, начиная со второй операции  , а
, а  .
.

То, что на последующих операциях коэффициент вытяжки значительно меньше, чем на первой операции, объясняется следующими причинами:
1. Заготовка в виде цилиндра уже упрочнена. Фланец упрочняется и утолщается, и его значительно труднее тянуть.
2. Имеет место дополнительное напряжение от изгиба и трения не только по радиусу матрицы, но и по радиусу прижима (участок bc).
1 – пуансон,
2 – прижим,
3 – деталь,
4 – матрица.

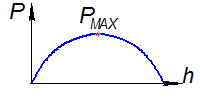
Диаграмма усилия при вытяжке на последующих операциях выглядит следующим образом:
1 – диаграмма первого перехода,
2 – диаграмма последующих переходов.
Диаграмма 1 короче, однако, усилие процесса выше за счет площади сечения. На последующих – усилие меньше, так как площадь сечения уменьшается.
График изменения напряжений в опасном сечении:

Но напряжения в первом и последующих переходах в опасном сечении одинаковы, они не должны превышать предел прочности.
При вытяжке последующих переходов опасными сечениями являются участки прежде недеформируемые.
|
|
|
Возможность последующих операций вытяжки в первую очередь объясняются снижением коэффициента вытяжки или уменьшением зоны сопротивления очага деформации.
Поэтому последнее равенство запишется следующим образом: на последующих операциях приняты одинаковые коэффициенты, их число n-1, а на первом переходе – отличный от вышесказанных.
 .
.
Прологарифмируем данное выражение, в результате получим:
 .
.
Найдем число переходов:
 .
.
Опыты показывают, что  ,
,  .
.
Полученное количество переходов  округляют до целого числа
округляют до целого числа  .
.
Пример: полученное число переходов 

 .
.
После этого нужно скорректировать коэффициенты вытяжки по переходам следующим образом: снижая пропорционально эти коэффициенты так, чтобы их произведение было равно этому целому числу

Коэффициент вытяжки можно снизить на одной операции, но на ней снизится надежность (оснастки, оборудования и др.), а на другой останется прежней. То есть так делать нежелательно, так как нужно, чтобы истирание проходило равномерно, тогда будет получена надежная технология и производство.
Специальные способы вытяжки
|
|
|
Специальные способы – те, которые редко встречаются, нетрадиционные. Как правило, они находят применение в авиационном производстве.
К специальным относятся:
1. Способы вытяжки с применением эластичной или жидкостной среды
2. Способы вытяжки с применением взрывных устройств (высокоскоростная вытяжка)
3. Виды вытяжки с нагревом в различных частях заготовки
Дата добавления: 2019-07-15; просмотров: 217; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!