Число переходов при обжиме и предельный коэффициент обжима
Если коэффициент обжима больше предельного  , то процесс обжима ведут в несколько переходов. Коэффициент обжима определяется следующим образом
, то процесс обжима ведут в несколько переходов. Коэффициент обжима определяется следующим образом

Предельный коэффициент обжима – это максимальный коэффициент, при котором заготовка деформируется без дефектов.
Можно выделить следующие виды дефектов при обжиме:
Потеря устойчивости заготовки в цилиндрической части
Она возникает, когда 

Продольные складки от действия сжимающих напряжений
Этот вид потери устойчивости определяется условием минимума работ от внешних и внутренних сил на возможных перемещениях.
 – вариация
– вариация


Трещинообразование кромок
Критерий Колмагорова 
 появляется трещина.
появляется трещина.
Интенсивность деформаций  . Из всех критериев выбирается тот, который является наименьшим.
. Из всех критериев выбирается тот, который является наименьшим.

Если необходимо провести обжим повторно, то его следует проводить после отжига заготовки.
Чем более упрочненный материал, тем возможность гофрообразования больше.



 , n округляем до целого числа.
, n округляем до целого числа.


Некоторые особенности процесса обжима

В первую очередь это относится к наличию радиуса свободного изгиба, этот участок деформируясь пластически не касается инструмента. Это относится как к радиусу свободного изгиба между цилиндрической упругой частью и конической, так и к участку заготовки, который выходит из зоны пластической деформации на цилиндрический участок.
Наличие кривизны на участке радиуса свободного изгиба объясняется действием моментов от основных напряжений – меридиональных и тангенциальных.

 – основные напряжения
– основные напряжения
 – изгибающий момент, действующий от неравномерности напряжений по толщине заготовки, отнесенный к срединной поверхности
– изгибающий момент, действующий от неравномерности напряжений по толщине заготовки, отнесенный к срединной поверхности
Условие, из которого определяют радиус свободного изгиба является равенство моментов  .
.
– момент от действия напряжений,
 – внутренний момент сопротивления
– внутренний момент сопротивления
 .
.
определен неравномерностью напряжений по толщине заготовки
Момент – это моменты, которые определены величинами напряжений  и С от действия их на торцевые площадки выделенного элемента относительно сечения О-О.
и С от действия их на торцевые площадки выделенного элемента относительно сечения О-О.
В виду того, что торцевые участки относительно небольшие, считают, что и  постоянны. Тогда радиусы свободного изгиба
постоянны. Тогда радиусы свободного изгиба
 ,
, 

Радиус свободного изгиба следует определять в том случае, если имеются сомнения по поводу того, получится ли деталь с заданными радиусами сопряжения. 
При конструктивно-технологическом анализе для малых радиусов рассчитанные значения радиусов свободной поверхности дают ответ – нужна ли дополнительная операция калибровки.
Способы калибровки таких деталей, а именно имеющие неравномерную толщину заготовки, чрезвычайно сложны и зависят от того, что принимается за базовую поверхность – наружная или внутренняя. В данном случае базовой поверхностью является наружная.

Для получения заданного контура наружной поверхности необходимо очень точно выполнить размеры пуансона, соответствующие профилю сечения детали.

Особенно сложен момент, когда используется многопереходной процесс обжима, в виду того, что остаются следы от переходов.
Схема калибровки по внутренней по внутренней поверхности
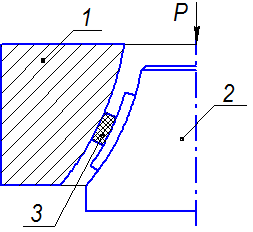
1 – матрица,
2 – оправка,
3 – эластичный наполнитель.
Дата добавления: 2019-07-15; просмотров: 277; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!