ОБТОЧКА ПОВЕРХНОСТЕЙ КАТАНИЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС
18.1 Перед постановкой колесной пары на токарный станок для обточки снять с букс смотровые крышки, с торца оси стрободиски или индукторы.
Допускается отворачивать болты М20 торцевого крепления подшипников без демонтажа подшипников.
Установить на буксы технологические смотровые крышки с отверстиями для центров токарного станка.
Допускается отворачивать болты М20 отъемных задних крышек и снимать корпуса букс у колесных пар с кассетными подшипниками типа TBU 130.
18.2 При обточке поверхности катания колес рекомендуется применять удлиненные центра колесотокарного станка (рис. 18.1).
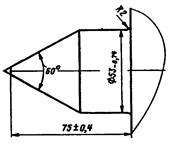
Рис. 18.1 Центр колесотокарного станка
18.3 Обточить поверхности катания цельнокатаных колес.
Количество обточек не регламентируется. Обточке подвергаются колесные пары имеющие устраняемые дефекты на поверхностях катания и имеющие толщину обода с учетом припуска на обточку более 45 мм для колесных пар, подкатываемые под вагоны со скоростью до 160 км/час и более 55 мм для колесных пар, подкатываемые под вагоны со скоростью свыше 160 км/час.
18.4 При обработке поверхностей катания цельнокатаных колес обточке подвергаются: поверхность катания; гребень; внутренняя боковая поверхность обода (по мере необходимости).
Обточка внутренних боковых поверхностей должна производиться только в тех случаях, когда разница расстояний между ними в разных точках у одной колесной пары более 2 мм.
|
|
|
18.5 Точить наружную боковую поверхность обода колеса для устранения поверхностных дефектов и неровностей прокатки при условии, что при обточке не будут срезаны клейма, поставленные в горячем состоянии на заводе-изготовителе, и ширина обода колеса будет не менее допускаемой.
18.6 В целях увеличения срока службы старогодных цельнокатаных колес разрешается устранять обточкой круговой наплыв металла, местный откол кругового наплыва (без трещин, идущих в глубь обода) восстановлением фаски без обточки всей поверхности катания, при этом оставлять черновины на обточенных частях: на гребне глубиной не более 2 мм, расположенные от вершины гребня в пределах от 10 до 18 мм; на поверхности катания глубиной до 0,5 мм; на внутренней грани глубиной не более 1 мм при условии, что расстояние между внутренними гранями цельнокатаных колес в местах нахождения черновин не выходит из допускаемых пределов;
18.7 При обточке поверхности катания фаска наружной грани обода колеса должна начинаться на расстоянии 124 мм от внутренней грани и выполняться под
углом 45º.
18.8 Проверить правильность обточки ободьев цельнокатаных колес максимальным шаблоном, свободно установленным на поверхности катания.
|
|
|
Размеры элементов профиля поверхности катания, а также допускаемые отклонения должны соответствовать указанным в таблице 17.2 п.14.
18.9 После проведения обточки колесной пары наносятся знаки и клейма о производстве обточки на левый торец оси, а также на стопорную шайбу с левой стороны оси колесной пары и бирку под болты при монтаже буксовых узлов согласно разделу 21 и 31 настоящего Руководства.
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ КОЛЕСНЫХ ПАР И ИХ
ЭЛЕМЕНТОВ
19.1 Провести неразрушающий контроль (НК) колесных пар как при поступлении колесных пар в ремонт, так и при формировании колесных пар из новых элементов.
Подлежат НК следующие элементы колесных пар:
а) оси в составе колесных пар;
б) цельнокатаные колеса в составе колесных пар;
в) тормозные диски в составе колесных пар;
г) оси;
д) цельнокатаные колеса;
е) тормозные диски.
19.2 Произвести НК элементов колесных пар в соответствии с требованиями документов:
а) «Магнитопорошковый метод неразрушающего контроля деталей вагонов» РД 32 159-2000;
б) «Вихретоковый метод неразрушающего контроля деталей вагонов»
РД 32.150-2000;
в) «Неразрушающий контроль деталей вагонов. Общие положения»
РД 32.174-2001;
|
|
|
г) Руководящий документ. Контроль неразрушающий приемочный. Колеса цельнокатаные, бандажи и оси колесных пар подвижного состава. Технические требования. РД 32.144 – 2000 (Изменение №1 от 8 апреля 2004).
д) Руководство по комплексному ультразвуковому контролю колесных пар вагонов РД 07.09-97;
е) «Технологической инструкции по НК венцов тормозных дисков пассажирских вагонов» №269 от 11.12.2008 г.
19.3 Провести НК оси в составе колесной пары:
а) проверить шейки, предподступичные, открытые части подступичных и среднюю части оси магнитопорошковым методом для выявления трещин, раковин на наружной поверхности оси: – трещины, раковины и другие наружные дефекты не допускаются;
б) проверить ось ультразвуковым методом для выявления внутренних трещин, полостей, посторонних включений: – трещины, полости, посторонние включения не допускаются;
в) средняя часть оси колесной пары с редуктором магнитопорошковым методом не контролируется.
19.4 Провести НК цельнокатаных колес:
а) проверить обод и поверхность катания колеса ультразвуковым методом для выявления внутренних и наружных трещин, полостей: – трещины, полости не допускаются;
б) проверить наружную поверхность обода, приободную зону диска, переход от диска к ступице, кромку ступицы вихретоковым методом для выявления трещин, полостей: - трещины и полости не допускаются.
|
|
|
в) для подтверждения результатов вихретокового контроля по п. «б», в случае обнаружения дефекта, производится дополнительно магнитопорошковый контроль;
19.5 Провести НК свободной оси:
а) проверить ось ультразвуковым методом для выявления трещин, внутренних полостей: - трещины и полости не допускаются;
б) проверить шейки, предподступичные, подступичные и средние части оси магнитопорошковым методом для выявления трещин, раковин на наружной поверхности оси: – трещины, раковины и другие наружные дефекты не допускаются.
19.6 Провести НК тормозных дисков.
а) проводят НК поверхностей трения тормозных дисков колесной пары согласно п. 4.2.3-4.2.4, ступиц тормозных дисков вихретоковым методом для выявления трещин: - трещины не допускаются;
б) для подтверждения результатов вихретокового контроля по п. «а», в случае обнаружения дефекта, производится дополнительно магнитопорошковый контроль.
19.7 Организация НК на вагоноремонтном предприятии.
19.7.1 Лаборатория НК на вагоноремонтном предприятии должна быть аккредитована по ПР 32.151-2000 «Система аккредитации лабораторий НК предприятий железнодорожного транспорта. Привила и порядок аккредитации лабораторий НК» на соответствие требованиям П САЛНК-04.
19.7.2 Общее руководство организацией и обеспечением работ по НК осуществляет технический руководитель (главный инженер) предприятия.
19.7.3 Руководитель подразделения НК назначается приказом по предприятию из числа инженерно-технических работников и должен быть сертифицирован на уровень квалификации не ниже второго, хотя бы по одному из применяемых методов НК и должен повышать свою квалификацию не реже одного раза в 5 лет.
19.7.4 Дефектоскописты назначаются приказом по предприятию и должны пройти профессиональную подготовку в дорожных (региональных) учебных центрах и сдать экзамены в соответствии с требованиями ЕТКС, а также должны повышать свою квалификацию не реже одного раза в три года или после перерыва в практической работе более 6 месяцев.
19.7.5 Аттестация специалистов по НК должна проводиться в соответствии с ПР 32.113-98 « Правила сертификации персонала по неразрушающему контролю технических объектов железнодорожного транспорта».
Для проведения НК колесных пар и их элементов должны применяться стандартные образцы, соответствующие требованиям ГОСТ 8.315-97, ПР 32.77,
ПР 32.140, сертифицированные (аттестованные) и внесённые в Реестр средств измерений, допущенных к применению на железнодорожном транспорте в соответствии с требованиями ПР 2.82.
Дата добавления: 2019-02-22; просмотров: 2174; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!