Скорости резания при фрезеровании
| Фрезы | Материал режущей части | Операция | Параметры срезаемого слоя, мм | Коэффициент и показатели степени в формуле скорости резания | |||||||||||
| В | t | Sz | С v | q | x | y | и | p | т | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | |||
| Обработка конструкционной углepoдистой стали, σв = 750 МПа. | |||||||||||||||
| Торцовые | T15K6*1 |
Фрезерование плоскостей |
| 332 | 0.2 | 0.1 | 0,4 | 0.2 | 0 | 0,2 | |||||
| Р6М5 *2 | – | – | ≤0,1 >0,1 | 64,7 41 | 0.25 | 0,1 | 0,2 0,4 | 0,15 | 0 | 0,2 | |||||
| Цилиндрические | T15K6*1 | ≤35 >35 | ≤2 >2 ≤2 >2 | – | 390 443 616 700 | 0,17 0,17 | 0,19 0,38 0,19 0,38 | 0,28 0,28 | –0,05 0,08 |
0,1 0,1 | 0,33 0,33 | ||||
| Р6М5 *2 | – | – | <0,1 >0,1 | 55 35,4 | 0,45 | 0,3 | 0,2 0,4 | 0,1 | 0,1 | 0,33 | |||||
| Дисковые со вставными ножами | Т15К6*1 | Фрезерование плоскостей и уступов | – |
| <0,12 ≥0,12 | 1340 740 | 0.2 | 0,4 | 0,12 0,4 | 0 | 0 | 0,35 | |||
| Фрезерование пазов | – | – | <0,06 >0,06 | 1825 690 | 0,2 | 0,3 | 0,12 0,4 | 0,1 | 0 | 0,35 | |||||
| Дисковые со вставными ножами | Р6М5 *2 |
Фрезерование плоскостей, уступов и пазов | – | – | < 0,1 >0,1 | 75,5 48,5 | 0,25 | 0,3 | 0,2 0,4 | 0,1 | 0,1 | 0,2 | |||
| Дисковые цельные | Р6М5 *2 | – | – | – | 68,5 | 0,25 | 0,3 | 0,2 | 0,1 | 0,1 | 0,2 | ||||
| Концевые с коронками |
Т15К6*1 | – | – | – | 145 | 0,44 | 0,24 | 0,26 | 0,1 | 0,13 | 0,37 | ||||
| Концевые с напаянными пластинами | – | – | – | 234 | 0,44 | 0,24 | 0,26 | 0,1 | 0,13 | 0,37 | |||||
| Концевые цельные | Р6М5*2 | – | – |
| 46,7 | 0,45 | 0,5 | 0,5 | 0,1 | 0,1 | 0,33 | ||||
|
Продолжение табл. П2.2.3
| |||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | |||
| Прорезные и отрезные | Р6М5*2 | Прорезание пазов и отрезание | – | – | – | 53 | 0,25 | 0,3 | 0,2 | 0,2 | 0,1 | 0,2 | |||
| Фасонные с выпуклым профилем |
Р6М5*2 | Фасонное фрезерование | – | – | – | 53 | 0,45 | 0.3 | 0,2 | 0,1 | 0,1 | 0,33 | |||
| Угловые и фасонные с вогнутым профилем | Фрезерование угловых канавок и фасонное |
| 44 | 0,45 | 0.3 | 0,2 | 0,1 | 0,1 | 0,33 | ||||||
| Шпоночные двухперые | Р6М5*2 | Фрезерование шпоночных пазов | – | – | 12 | 0,3 | 0,3 | 0,25 | 0 | 0 | 0,26 | ||||
Обработка серого чугуна, НВ 190
|
Торцовые |
р6М5*1 | Фрезерование плоскостей | – | – | – | 445 | 0,2 | 0,15 | 0,35 | 0,2 | 0 | 0,32 | |||||
| – | – | – | 42 | 0,2 | 0,1 | 0,4 | 0,1 | 0,1 | 0,15 | ||||||||
|
Цилиндрические | ВК6*1 | – | <2,5 ≥2,5 | ≤0,2 >0,2 ≤0,2 >0,2 | 923 588 1180 750 |
0,37
0,37 | 0,13 0,40 | 0,19 0,47 0,19 0,47 | 0,23 0,23 | 0,14 0,14 |
0,42
0,42 | ||||||
| Р6М5*1 | – | ≤0,15>0,15 | 57,6 27 | 0,7 | 0,5 | 0,2 0,6 | 0,3 | 0,3 | 0,25 | ||||||||
| Дисковые со вставными ножами | Р6М5*1 | Фрезерование плоскостей,
уступов и пазов | – | – | – | 85 | 0,2 | 0,5 | 0,4 | 0.1 | 0,1 | 0,15 | |||||
| Дисковые цельные | Р6М5*1 | – | – | – | 72 | 0,2 | 0,5 | 0,4 | 0,1 | 0,1 | 0,15 | ||||||
| Концевые | Р6М5*1 | Фрезерование плоскостей и уступов | – | – | – | 72 | 0,7 | 0,5 | 0,2 | 0,3 | 0,3 | 0,25 | |||||
| Прорезные и отрезные | Р6М5*1 | Прорезание пазов и отрезание | – | – | – | 30 | 0,2 | 0,5 | 0,4 | 0,2 | 0,1 | 0,15 | |||||
| Окончание табл.П2.2.3 | ||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Обработка ковкого чугуна, НВ 150
| ||||||||||||
| Торцовые | ВК6*1 | Фрезерование плоскостей | – | – | ≤0,18 >0,18 | 994 695 | 0,22 | 0,17 | 0,1 0,32 | 0,22 | 0 | 0,33 |
| Р6М5*2 | – | – | ≤0,1 >0,1 | 90,5 57,4 | 0,25 | 0,1 | 0,2 0.4 | 0,15 | 0,1 | 0,2 | ||
| Цилиндрические | Р6М5*2 | – | – | ≤0,1 >0,1 | 77 49,5 | 0,45 | 0,3 | 0.2 0,4 | 0,1 | 0,1 | 0,33 | |
| Дисковые со вставными ножами | Р6М5*2 | Фрезерование плоскостей, уступов и пазов | – | – | <0,1 >0,1 | 105,8 68 | 0,25 | 0,3 | 0,2 0,4 | 0,1 | 0,1 | 0.2 |
| Дисковые цельные | Р6М5*2 | – | – | – | 95,8 | 0,25 0,45 | 0,3 0,3 | 0,2 0,2 | 0,1 0,1 | 0,1 | 0,2 | |
| Концевые | Р6M5 *2 | Фрезерование плоскостей и уступов | – | – | – | 68,5 | 0,1 | 0,33 | ||||
| Прорезные и отрезные | Р6М5 *2 | Прорезание пазов и отрезание | – | – | – | 74 | 0,25 | 0,3 | 0,2 | 0,2 | 0,1 | 0,2 |
*1 Без охлаждения.
|
|
|
*2 С охлаждением.
Примечание: Скорость резания для торцовых фрез, рассчитанная по табличным данным действительна при главном угле в плане φ = 60°. При других величинах этого угла значения
скоростей следует умножать на коэффициенты: при φ =15°– на 1,6; при φ = 30° – на 1,25;
при φ = 45° – на 1,1; при φ = 75° – на 0,93;при φ = 90° – на 0,87.
Таблица П2.2.4
Суммарная величина врезания l 1 и перебега l 2 при работе
Сверлами, зенкерами и развертками
| Вид работы | Диаметр инструмента D | |||||||||||||||||
| 3 | 5 | 10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 и более | |||||||||
| Врезание l1 + перебег l2 | ||||||||||||||||||
| Сверление напроход при заточке сверл | одинарной | 2 | 2,5 | 5 | 6 | 8 | 10 | 12 | 15 | 18 | 23 | |||||||
| двойной | – | – | 6 | 8 | 10 | 15 | 17 | 18 | 22 | 27 | ||||||||
| Сверление в упор | 1,5 | 2 | 4 | 6 | 7 | 9 | 11 | 14 | 17 | 21 | ||||||||
| Рассверливание при глубине резания | 5 | – | – | – | 4 | 5 | 6 | |||||||||||
| 10 | – | – | – | – | 7 | 8 | 9 | |||||||||||
| 15 | – | – | – | – | – | – | 11 | 12 | ||||||||||
| 20 | – | – | – | – | – | – | – | 14 | 15 | |||||||||
| 30 | – | – | – | – | – | – | – | – | 18 | |||||||||
| Зенкерование напроход при глубине резания | 1 | – | – | – | 3 | 4 | 5 | |||||||||||
| 3 | – | – | – | 5 | 6 | 7 | ||||||||||||
| 5 | – | – | – | –
| 7 | 8 | 9 | |||||||||||
| 10 | – | – | – | – | – | 12 | 13 | 14 | 15 | |||||||||
| Зенкерование в упор | – | – | – | 2 | 3 | 4 | ||||||||||||
| Развертывание цилиндрических отверстий | напроход | – | 8 | 9 | 15 | 18 | 19 | 24 | 25 | 26 | ||||||||
| в упор | – | 2 | 3 | 4 | 5 | |||||||||||||
| Центрование отверстий | 1–2 | 2 | – | – | – | – | – | – | – | – | ||||||||
| Таблица П2.2.5 Суммарная величина врезания l 1 и перебега l 2 при работе концевыми фрезами
| ||||||||||
| Диаметр фрезы D | Глубина резания t | |||||||||
| 0,5 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | |
| 12 | 4 | 5 | 6 | 7 | 8 | 9 | – | – | – | – |
| 14 | ||||||||||
| 16 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | – | – | – |
| 18 | – | – | – | |||||||
| 20 | 8 | 9 | 10 | 11 | 12 | – | – | – | ||
| 22 | 11 | 12 | 13 | 14 | – | – | ||||
| 25 | 10 | 12 | 13 | 13 | 15 | – | – | |||
| 28 | 6 | 7 | 9 | 11 | 13 | 14 | 15 | 16 | 17 | – |
| 30 | 12 | 14 | 15 | 16 | 17 | 18 | – | |||
| 35 | 10 | 13 | 15 | 16 | 17 | 18 | 19 | – | ||
| 40 | 7 | 8 | 11 | 14 | 16 | 17 | 18 | 19 | 20 | 21 |
| 45 | 8 | 9 | 13 | 15 | 17 | 18 | 19 | 20 | 21 | 22 |
| 50 | 8 | 11 | 14 | 16 | 18 | 19 | 20 | 21 | 22 | 24 |
| Примечание. При чистовой обработке величину врезания и перебега для дисковых фрез следует брать вдвое больше приведенной в таблице | ||||||||||
| Таблица П2.2.6 Обработка фрезами цилиндрическими, дисковыми, прорезными и фасонными
| ||||||||
| Глубина резания, мм | Диаметр фрезы, мм | |||||||
| 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | |
| Врезание и перебег, мм | ||||||||
| 1 5 10 14 15 18 | 6,5 12 – – – – | 7 13 16 – – – | 8,5 15 19 – – – | 9 17 22 24 25 – | 10 20 26 29 29 31 | 11 22 29 33 34 36 | 13 25 33 38 39 42 | 15 28 38 43 44 47 |
| Примечание. При чистовой обработке в целях обеспечения чистой поверхности при выходе фрезы величину врезания и перебега для дисковых фрез следует удвоить | ||||||||
Таблица 2.2.7
Сила резания Р, Н, приходящаяся на 1 мм длины лезвия зуба протяжки
|
Подача на один зуб Sz, мм | Обрабатываемый материал | ||||||||
| Углеродистая сталь | Легированная сталь | Чугун | |||||||
|
НВ ≤ 197 |
НВ 198 - 229 |
НВ > 229 |
НВ ≤ 197 |
НВ 198 - 229 |
НВ > 229 | серый |
ковкий | ||
| НВ ≤ 180 | НВ > 180 | ||||||||
| 0,01 0,02 0,03 0,04 0,06 0,08 0,10 0,12 0,14 0,16 0,18 0,2 0,2 0,25 0,30 | 65 95 123 143 177 213 247 285 324 360 395 427 456 495 564 | 71 105 136 158 195 235 273 315 357 398 436 473 503 545 615 | 85 125 161 187 232 280 325 375 425 472 520 562 600 650 730 | 76 126 157 184 238 280 328 378 423 471 525 576 620 680 785 | 85 136 169 198 255 302 354 407 457 510 565 620 667 730 845 | 91 158 186 218 282 335 390 450 505 560 625 685 738 810 933 | 55 81 104 121 151 180 207 243 273 305 334 360 385 421 476 | 75 89 115 134 166 200 236 268 303 336 370 402 427 465 522 | 63 73 94 109 134 164 192 220 250 276 302 326 349 376 431 |
Примечание. Значение силы резания приведены для нормальных условий эксплуатации:
а) передние и задние углы зубьев оптимальные; б) величина износа не превышает допускаемую.
ЛИТЕРАТУРА
1. Обработка металлов резанием: Справочник технолога./А. А. Панов, В. В. Аникин, Н. Г. Бойм и др.; Под общ. ред. А. А. Панова.– М.: Машиностроение . 1988. – 736 с.: ил.
2. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. A. M. Дальского, А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. - М.:Машиностроение, 1986, 496 с., ил.
Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. A. M. Дальского, А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. - М.:Машиностроение-1, 2001. - 944 с., ил..
3. Альбом «Металлорежущие инструменты». – М.: 1979. Кучер А. М., Киватицкий М. М., Покровский А. А. Металлорежущие станки. – М.: Машиностроение, 1965.
 3.Работа. Выбор шлифовального круга
3.Работа. Выбор шлифовального круга
Общие сведения .
Шлифование является одним из производительных методов обработки различных поверхностей. Парк станков для абразивной обработки достигает 20% общего станочного парка.
Обработка осуществляется абразивным инструментом (шлифовальные круги, бруски, сегменты, шкурки и т. п.), абразивные зерна которых являются режущими элементами. Абразивные зерна в инструменте закреплены связующим компонентом – связкой с обязательным наличием пор (рис.3.1).
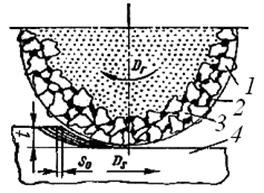
| Рис. 3.1. Схема срезания припуска при шлифовании и конструктивные особенности абразивного инструмента: 1 – зерна; 2 – связка; 3 – поры,4 – заготовка |
Дата добавления: 2019-02-13; просмотров: 344; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!