Элементы режима резания при шлифовании.
Элементы срезаемого слоя при шлифовании относятся не к единичным режущим зернам, а к их совокупности – режущей поверхности абразивного инструмента. Основными элементами режима резания при шлифовании являются: окружная скорость круга Vкр, окружная скорость (перемещения) заготовки Vз, глубина резания t, подача S.
Элементы режима резания при плоском, круглом шлифовании показаны на рис.3.2, 3.5, 3,7; а при внутреннем шлифовании – на рис. 3.8.
Скоростью (м /с) резания при шлифовании Vкр называют линейную скорость на наибольшей окружности шлифовального круга Vкр = π D n, где n – частота вращения, с – 1.
Скоростью перемещения заготовки при шлифовании называют: при плоском шлифовании – скорость перемещения стола, при круглом шлифовании – окружную скорость заготовки.
Поперечной подачей Sпоп(при плоском шлифовании) и продольной подачей Sпрод (при круглом и внутреннем шлифовании) называют перемещение точки круга вдоль оси за один оборот, ход или двойной ход заготовки. Поперечную подачу измеряют в долях высоты круга Н;
Sпоп = k ·H, где k – коэффициент (табл.П3.1.9).
Глубиной резания при шлифовании называют слой металла между обработанной и обрабатываемой поверхностью, снимаемый за один рабочий ход.
Определение основного времени при шлифовальных работах.
Наружное круглое шлифование методом продольной подачи
напроход (а) и в упор (б).
|
|
|



Наружное врезное шлифование



Шлифование отверстий методом продольной подачи:
а – сквозных; б – в упор



Плоское шлифование торцом круга на станках
с прямоугольным столом

 L = a = H – H1
L = a = H – H1
Плоское шлифование периферией круга на станках
с прямоугольным столом

 ; L = B + Bк + 10
; L = B + Bк + 10
Бесцентровое наружное шлифование врезное
|


где Dвк – диаметр ведущего круга
методом продольной подачи


Абразивные материалы.
Рабочими элементами любого абразивного инструмента являются классифицированные частицы абразивного материала, твердость которых выше твердости обрабатываемого материала. В качестве абразивного материала широко используются электрокорунды, карбид кремния, алмаз, кубический нитрид бора (эльбор). Алмазно-абразивной обработке подвергают самые различные поверхности и материалы. Наиболее широкое применение в машиностроении находят круги из электрокорунда и карбида кремния (рис. 22.12) по ГОСТ 2424 – 83, алмазные круги по ГОСТ 16167 – 80, 16172 – 80Е и др., а также эльборовые круги по ГОСТ 17123 – 79Е.
Электрокорунды (кристаллическая окись алюминия А12О3) получают из естественных бокситов с незначительными примесями некоторых материалов. Выпускают следующие разновидности электрокорундов: нормальный (13А – 16А), белый (22А – 25А), хромистый (32А – 34А), титанистый (37А), монокорунд (43А – 45А), циркониевый (38А). По мере возрастания номера индекса растет процентное содержание окиси алюминия и увеличивается режущая способность. Легируя глинозем в процессе плавки титаном, цирконием, хромом, получают абразивные материалы с требуемыми свойствами.
|
|
|
Карбид кремния (карборунд) содержит 97 – 99 % SiC и незначительные примеси других элементов. Выпускают две разновидности карбида кремния: черный (53С, 54С) и зеленый (63С, 64С). Зеленый карбид кремния более хрупок, чем черный, и применяется для обработки чугуна, твердых сплавов цветных металлов, камня. Черный карбид кремния
более прочен и применяется в аналогичных случаях, но более тяжелых
условиях обработки.
Правильно подобранный круг работает в частичном режиме самозатачивания, т. е. изношенные зерна частично скалываются или вырываются из режущей поверхности круга, образуя или обнажая новые режущие кромки. Поэтому правильный выбор шлифовального круга имеет большое значение
Выполнение работы .
3.5.1.Цель работы.
Научиться выбирать шлифовальные круги в зависимости от материала детали и требований, предъявляемых к ней, изучить шлифовальный станок.
|
|
|
3.5.2.Задание по работе.
Изучить шлифовальный станок. По полученному заданию выбрать схему шлифования и круг. Ознакомиться с работой станка.
3.5.3.Ход работы.
Начертить схему обработки детали на шлифовальном станке, указав стрелками движение резания, движение подачи и вспомогательного движения.
Выбрать станок для шлифования заданной детали по техническим характеристикам станка [1].
Выбрать тип круга по области применения (табл. П3.1.1).
Основные размеры круга принимаются по техническим характеристикам станка [1].
Выбрать примерную характеристику круга в зависимости от материала детали и ее шероховатости (табл. П3.1.2).
В выбранной примерной характеристике отсутствуют ряд параметров круга, предусмотренных стандартом, поэтому ее необходимо дополнить.
Все параметры, входящие в характеристику круга необходимо
расшифровать, указав:
а) абразивный материал – условное обозначение и область применения (табл. П3.1.3), получение абразивного материала, микротвердость, теплоустойчивость (табл. П3.1.4);
б) зернистость инструмента. Уточняется в зависимости от условий обработки (табл.П3.1.5), обозначается по ГОСТ 3647 – 80. Уточняется размер зерна основной фракции и выбирается индекс обозначения содержания зерна в основной фракции (процент). В зависимости от выбранного по условиям обработки процентного содержания основной фракции, номер зернистости в полной характеристике круга дополняется буквенным индексом – В, П, Н, Д;
|
|
|
в) твердость инструмента – параметр, характеризующий способность инструмента сопротивляться нарушению сцепления между зернами и связкой при сохранении характеристик инструмента в пределах установленных норм (табл. П3.1.6);
г) структура абразивного инструмента в примерной характеристике
не приведена, поэтому в соответствии с требованиями ГОСТ 2424 – 83 ее необходимо выбрать по таблице П3.1.7 и привести к полной характеристике. Номер структуры обозначает соотношение объемов шлифовального материала, связки и пор в абразивном инструменте;
д) связка абразивного круга в примерной характеристике не указана, поэтому для полной характеристики ее необходимо выбрать по табл.П3.1.8 в соответствии с примерной характеристикой предназначена для закрепления абразивных зерен и наполнителя и является веществом или совокупностью веществ;
е) в полной характеристике абразивного круга указывается окружная скорость круга. Скорость ограничивается прочностью инструмента, принимается по табл.П3.1.8;
ж) класс точности инструмента. В зависимости от требований к зерновому составу, предельных отклонениям поверхностей, их взаимному расположению, наличию сколов, трещин и раковин абразивные круги выпускаются трех классов точности: АА, А и Б. В зависимости от требуемого класса точности необходимо учитывать, что для кругов класса Б используют шлифовальные материалы со всеми индексами – В, П, Н, Д; для кругов класса точности А – только с индексами В, П, Н; для кругов класса точности АА – только с индексами В и П. Номинальные размеры инструмента и их предельные отклонения указаны в ГОСТ 2424 – 84 [5].
з) класс неуравновешенности инструмента. Во многом определяет производительность обработки, качество поверхности детали, стойкость шлифовального круга – один из показателей качества круга.
Согласно ГОСТ 3060 – К установлены четыре класса неуравновешенности кругов, обозначаемые цифрами 1, 2, 3 и 4.
Для кругов класса АА класс неуравновешенности должен быть первым, для кругов класса А – первым или вторым, для кругов точности Б – первым, вторым или третьим. Цифра класса неуравновешенности указывается в полной характеристике.
и) все выбранные параметры составляют полную характеристику абразивного круга.
к) По таблицам [1] или П3.1.9 определяются режимы резания.
л) По полученным данным изображают эскиз круга с предельными отклонениями (табл. )9999999999
Пример:
ПП 100 × 50 × 20 24А 10П С2 7 К5 35 м/с А 1кл. ГОСТ 2424 - 83


Круг шлифовальный: тип ПП, D = 100, Н =50, d = 20, белого электрокорунда марки 24А, зернистости 10П, степень твердости С2, структура 7, связка керамическая К5, рабочая скорость 35 м/с, класс точности А, класс неуравновешенности 1.
3.5.4.Отчетность по работе.
Отчет выполняется на бланке.  Все рисунки и подписи к ним выполняются аккуратно карандашом
Все рисунки и подписи к ним выполняются аккуратно карандашом
Приложение 3.1
Таблица П3.1.1
Применение основных типов абразивных кругов [1, 2]
| Вид круга | Тип | Область применения |
| Плоский прямого профиля | ПП | Круглое наружное при D < 1000 мм. Внутреннее при D £ 150 мм. Бесцентровое при D £ 600мм. Плоское периферией круга. Заточка инструментов, резьбо-, шлице- и зубошлифование. |
| Плоский с выточкой | ПВ | Круглое внутреннее цилиндрическое шлифование шейки и торца при внутреннем шлифовании. |
| Плоский с конической выточкой | ПВК |
Круглое шлифование шейки и торца вала. |
| Плоский с двухсторонней конической выточкой | ПВДК | |
| Плоский с двусторонней выточкой | ПВД | Круглое, плоское шлифование. Ведущий круг для бесцентрового шлифования. |
| Плоский с запрессованными крепежными элементами | ПН | Обдирочное шлифование. |
| Плоский с двусторонним коническим профилем | 2П |
Заточка многолезвийных инструментов, шлифование зубьев шестерен, резьбошлифование |
| Плоский с коническим профилем | 3П | |
| Кольцо | К | Плоское шлифование |
| Чашечный цилиндрический | ЧЦ | Заточка инструмента, плоское шлифование направляющих станин станков |
| Чашечный конический | ЧК | |
| Тарельчатый | Т | Заточка и доводка передних граней зубьев фрез, заточка червячных фрез |
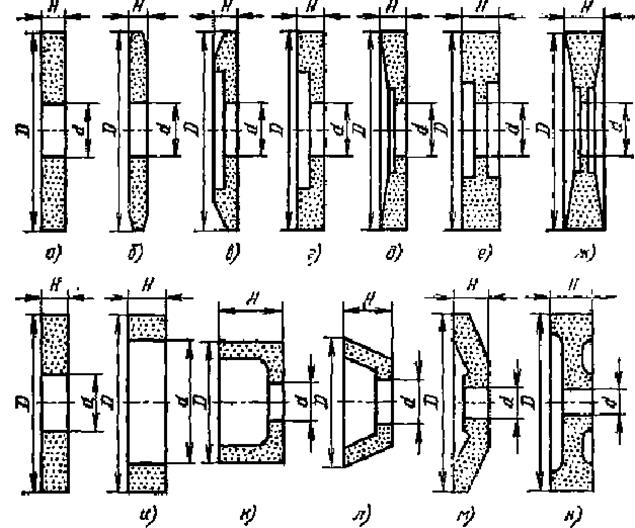
Рис.3.11. Форма сечений шлифовальных кругов по ГОСТ 2424 – 83:
а – с прямым профилем (ПП); б – с двусторонним коническим профилем (2П); в – с коническим профилем (ЗП); г – с выточкой (ПВ); д – с конической выточкой (ПВК); е – с двусторонней выточкой (ПВД); ж – с двусторонней конической выточкой (ПВДК); з – специальный (ПН); и – кольцевой (К); к – чашечный цилиндрический (ЧЦ); л – чашечный конический (ЧК); м – тарельчатый (Т); н – с двусторонней выточкой и ступицей (ПВДС).
Дата добавления: 2019-02-13; просмотров: 3699; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!