Установка поршней с кольцами и шатунами в цилиндры
Перед установкой поршня в сборе с кольцами и шатуном в ци-
линдр смажьте поршень маслом для двигателя и прокрутите каж-
дое кольцо в канавке.
Затем расставьте замки колец так, чтобы замки каждой сосед-
ней пары располагались диаметрально противоположно (рис. 43).
Сожмите кольца специальной оправкой и введите поршень
в соответствующий цилиндр.
После установки цилиндров с поршнями и шатунами в картер
стрелки на днищах поршней и цифры на стержнях шатунов должны
быть направлены в сторону шкива (центрифуги) коленчатого вала.
Для выполнения этого правила перед установкой поршней в ци-
линдры их необходимо соответствующим образом сориентировать.
Установите между каждым цилиндром и картером картонную
прокладку толщиной 0,3 мм, наружным диаметром 86 мм и внутрен-
ним диаметром 78 мм; снимите крышки шатунов с вкладышами.
Смена вкладышей шатунных подшипников
Замена вкладышей производится при зазоре между вклады-
шами и шейкой вала более 0,25 мм
Для замены изношенных вкладышей шатунных подшипников
в запасные части поставляются вкладыши стандартного размера.
Перед установкой новых вкладышей в постели шатуна и крыш-
ки их необходимо тщательно вымыть, соблюдая при этом осторож-
ность, чтобы не повредить рабочую поверхность.
Затем установите вкладыши в постель шатуна и крышки так,
чтобы фиксирующие выступы вкладышей вошли в пазы на посте-
лях шатуна и крышки.
|
|
|
Далее поверните коленчатый вал так, чтобы шатунная шейка
остановилась в положении нижней мертвой точки, смажьте маслом
для двигателя вкладыши и шейку вала, подтяните шатун к шейке
и соберите подшипник, обратив внимание на совпадение меток
шатуна и крышки.
Заверните гайки шатунных болтов равномерно, но не оконча-
тельно. Окончательную затяжку производите после установки всех
шатунов, применяя динамометрический ключ и обеспечивая момент
затяжки 3,2—3,6 кгм.
Проверьте, легко ли вращается коленчатый вал, и зашплинтуйте
гайки шатунных болтов. При этом шплинты гаек обязательно
должны иметь натяг в отверстиях болтов и шлицах гаек.
Качание шплинта с разведенными концами в пазах гайки
не допускается.
Притирка клапанов
Как упоминалось выше, при текущем ремонте двигателя с за-
меной поршневых колец и вкладышей рекомендуется притереть
клапаны.
Перед снятием клапанов пометьте головки цилиндров (левая
или правая), а также пометьте клапаны соответствующими поряд-
ковыми номерами, рисками или кернами.
Для снятия клапана необходимо сжать его пружину и удалить
сухари. Эту операцию выполняйте при помощи приспособления
(см. рис. 44), обеспечивающего снятие сразу двух клапанов. Скобу
|
|
|
съемника расположите так, чтобы постоянный упор прижимал
головки клапанов, а винт с нажимной планкой находился поверх
опорных тарелок клапанных пружин снимаемых клапанов.
Заворачивая винт, сожмите пружины клапанов и снимите суха-
ри с конца стержня.
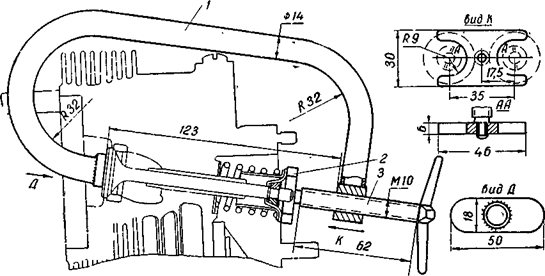
Рис, 44, Приспособление, обеспечивающее снятие сразу двух клапанов.
I — скоба; 2 — планка нажимная; 3 — винт.
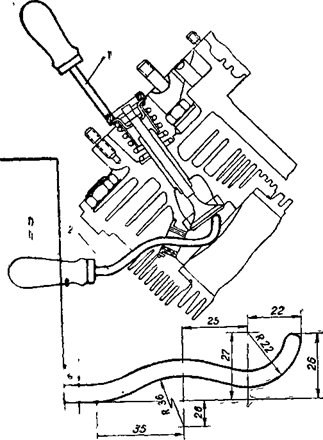
Рис. 45. Приспособление для снятия пружины клапана без разборки
двигателя
1 — кольцо нажимное с ручкой, 2 — крючок поддерживающий.
Постепенно отворачивая винт, освободите пружины клапанов
и снимите съемник.
Снимите опорные тарелки, маслозащитные стаканы, пружины
и опорные шайбы, а затем удалите клапаны из направляющей.
Таким же образом снимите все остальные клапаны.
Сборку клапанов производите в обратном порядке.
Примечание. В эксплуатации может возникнуть необходимость в замене
пружины клапана, которую можно заменить, не разбирая двигателя, применяя
специальное приспособление, состоящее из нажимного кольца с ручкой и под-
держивающего крючка (см. рис. 45).
Выверните свечи и тщательно очистите камеры сгорания голо-
вок от нагара с помощью стальной щеточки.
Очистите всю головку, особенно ребра охлаждения, от пыли и
грязи и промойте ее в керосине или бензине.
|
|
|
Очистите клапаны от нагара и промойте все детали.
Следы точечной эрозии на рабочей фаске не являются основа-
нием для шлифовки клапанов, если они не нарушают уплотнения.
При значительном износе рабочих фасок — прошлифуйте их.
Шлифование рабочих фасок клапанов производится на спе-
циальных шлифовальных станках. Если такого станка нет, клапаны
можно шлифовать на универсальном шлифовальном станке или
на токарном станке при помощи суппортно-шлифовального при-
способления.
Рабочую поверхность клапанов шлифуют под углом 45° к оси
стержня клапана.
При шлифовании нужно снимать минимальное количество ме-
талла, необходимое для того, чтобы вывести раковины и кольце-
вую выработку.
После шлифования нужно проверить высоту цилиндрического
пояска головки клапана. Если после шлифования фаски этот раз-
мер окажется меньше 1 мм, клапаны заменяют. Заменять клапаны
нужно также при обнаружении погнутости стержня.
Седла впускных и выпускных клапанов обладают высокой твер-
достью, и во время текущего ремонта их следует лишь очистить
от нагара.
После того, как рабочие фаски клапанов будут окончательно
отшлифованы или чисто проточены, произведите притирку клапа-
нов. Притирку производите и в том случае, когда ввиду малого
износа шлифования не требуется.
|
|
|
Для притирки нанесите на фаску головки клапана тонкий слой
притирочной пасты, приготовленной в виде смеси мелкого наждач-
ного порошка (карборунда) с маслом для двигателя, вставьте
клапан в соответствующую направляющую втулку и при по-
мощи приспособления (рис. 46), состоящего из толстостенного
шланга внутренним диаметром 4—5 мм и ручки, произведите при-
тирку.
Притирку производите поворотом кисти руки вправо и влево
на 90° с одновременным прижимом клапана к седлу. После 3—4 по-
воротов меняйте положение клапана.
Притирать клапаны нужно очень осторожно, не снимая с рабо-
чих фасок излишне много металла.
Признаком удовлетворительной притирки является однотонный
серый цвет без заметных рисок на всей поверхности фаски после
промывки клапана в бензине
Выполнять притирку следует аккуратно, чтобы паста не попала
в направляющую втулку клапана, в противном случае, произойдет
усиленный износ стержня и направляющей втулки.
После притирки всех остальных клапанов необходимо тщатель-
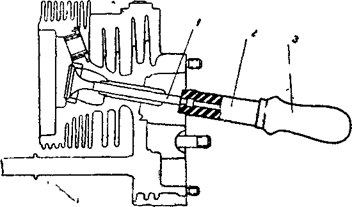
Рис 46 Приспособление для притирки клапанов
1 — клапан 2 — шланг резиновый, 3 — ручка
(во промыть бензином места притирки, направляющие втулки и
чистить направляющую втулку тряпочкой, одетой на проволоку.
Смажьте стержни клапанов моторным маслом, установите в головки и соберите клапаны с пружинами в последовательности,
обратной разборке.
Дата добавления: 2019-02-12; просмотров: 431; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!