И ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
§ 58. КУЗОВ, КАБИНА, ПЛАТФОРМА, ОБОРУДОВАНИЕ И МЕХАНИЗМЫ
Наиболее распространенными дефектами металлических сварных конструкций кузовов, кабин и платформ автомобилей являются прогибы и перекосы стоек / (рис. 194), вмятины и выпучины 2, пробоины 3 и разрывы 4, трещины 5, коррозия 6, разрушения сварных соединений. При ремонте восстанавливают поврежденную резьбу в местах крепления деталей, удаляют некачественно установлен-
КУЗОВ, КАБИНА, ПЛАТФОРМА, ОБОРУДОВАНИЕ И МЕХАНИЗМЫ
261
|
|
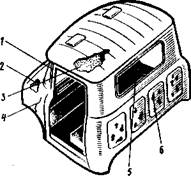
Рис. 194. Основные повреждения кабин грузовых автомобилей
ные накладки и заменяют их дополнительными ремонтными деталями, заменяют элементы пола, разрушенные коррозией или не поддающиеся правке.
Ремонт металлических сварных кузовов, кабин и платформ выполняют в такой последовательности: предварительная правка панелей, имеющих аварийный характер; вырезка панелей, не подлежащих восстановлению правкой или поврежденных сквозной коррозией; устранение имеющихся трещин и разрывов; приварка предварительно изготовленных и собранных панелей или ремонтных деталей вместо удаленных; проковка и зачистка сварочных швов; окончательная правка и тонкая рихтовка поверхностей.
Предварительную правку кузова или кабины после аварии проводят на стенде с использованием комплекта приспособлений (растяжек) (рис. 195, а). При больших деформациях правку выполняют с нагревом поврежденных мест, а при малых — в холодном состоянии. Предварительной правкой устраняют глубокие вмятины (рис. 195, б), изгибы (рис. 195, в) и перекосы (рис. 195, г). Предварительную правку проводят перед сварочными работами, так как в процессе ее выполнения могут образоваться трещины или разрывы, которые в дальнейшем следует устранить.
|
|
|
Вырезку поврежденных участков кузовов, кабин и платформ выполняют газовой резкой или пневматическим резцом. Пневматический резец обеспечивает более высокую производительность и лучшее качество кромок в местах вырезки. Производительность пневматического резца составляет 0,08 ...0,1 м/с, а газовой резки 0,02 м/с.
Трещины и разрывы устраняют в кузовных элементах газовой или электродуговой сваркой в углекислом газе (рис. 196). Качество работ, выполняемых электродуговой сваркой в углекислом газе, лучше, чем при газовой сварке. Для ограничения распространения трещины в процессе сварки ее концы сверлят сверлом диаметром 8 мм. Трещины и разрывы в деталях толщиной не более 1 мм устраняют газовой сваркой горелкой ГС-53 с наконечниками № 1 проволокой Св-08 или Св-15 диаметром 1,5 мм. Для предотвращения коробления при нагреве сварку выполняют вначале в отдельных точках, расстояние между которыми 10 ... 30 мм, а затем по мере необходимости проваривают сплошным швом. Заварку трещин с использованием электродуговой сварки в углекислом газе выполняют сварочной проволокой диаметром 0,7 мм, постоянным током обратной полярности силой 40 А и напряжением 30 В. Для сварки кабин применяют проволоку марки Св-08ГСА или Св-08Г2СА диаметром 1 мм.
|
|
|
Приварке ремонтных деталей или панелей предшествует прихватка отдельными точками, расстояние между которыми 80 ... 120 мм.
Используют проволоку диаметром 0,8 мм той же марки, что и для сварки основных швов при силе сварочного тока 90 ... ПО А и напряжении на дуге 18— 28 В. Окончательную приварку панелей проводят внахлестку с перекрытием краев, сплошным швом силой тока 45 ... 180 А при напряжении 17 ...21 В. Для соединения ремонтных деталей в отдельные панели при ремонте кузовов, кабин и платформ широко используют контактно-точечную сварку.
262
Кузов, кабина, платформа и дополнительное оборудование
Проковку и зачистку сварочных швов применяют для их уплотнения с целью создания лучшей герметичности, а также для придания панелям требуемого профиля. Проковку проводят пневматическим пистолетом с помощью поддержек. Зачистку мест сварки осуществляют шлифовальными кругами, установленными в пневматических или электрических машинках.
|
|
|
Окончательной правкой и тонкой рихтовкой обеспечивают правильную геометрическую форму кузова или кабины, а также удаляют мелкие вмятины и вы-

Рис. 195. Приспособления для выполнения правки деформированного участка кузова:
я — комплект приспособлений для устранения перекосов и прогибов; 6—г — использование приспособлений при правке; / — оправка для вытягивания вогнутых деталей; 2 и 3 — самозакрепляющне гидравлические зажины; 4 — оправка с зубцами для захвата выпрямляемой панели; 5 — гидравлическая струбцина; 6 — насос; 7 — правильное устройство; * — двойной захват; 9 — натяжной цилиндр с вытягивающим устройством; 10 — натяжной цилиндр с захватами
Дата добавления: 2019-01-14; просмотров: 369; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!