Конструкции секторных штампов. Построение профиля ручьев
После определения длины и центральных углов на отдельных участках ручьев производят построение продольного профиля ручьев вальцовочных штампов.
Продольный профиль ручья с постоянной глубиной  ручья по дну выреза на данном участке выполняется по дуге окружности с центром
ручья по дну выреза на данном участке выполняется по дуге окружности с центром  , совпадающим с центром вращения валков. Радиус дуги окружности ручья определяется
, совпадающим с центром вращения валков. Радиус дуги окружности ручья определяется
 . (19)
. (19)
Продольный профиль ручья на участках с непостоянной глубиной ручья, т.е. на участках, соответствующих клиновидной форме вальцованной заготовки, строят следующим образом: вначале определяют радиусы  и
и  на границах этого участка, а затем определяют радиусы
на границах этого участка, а затем определяют радиусы  в точках ручья, расположенных под углами, соответствующими
в точках ручья, расположенных под углами, соответствующими  и
и  центрального угла данного участка, и через полученные точки проводят дугу окружности радиусами, из одного или двух центров
центрального угла данного участка, и через полученные точки проводят дугу окружности радиусами, из одного или двух центров  и
и  и т.д.
и т.д.
Продольный профиль ручья на переходных участках выполняется прямыми линиями, которые сопрягаются с продольным профилем других участков радиусами  = 5-30 мм, определяемыми конструктивно.
= 5-30 мм, определяемыми конструктивно.
Формы и размеры заходной части ручья соответствуют форме и размерам исходной заготовки, а переход от торца сектора штампа до первого участка делают прямыми линиями. Кромки заходной части ручья штампа округляют радиусом  = 5-10 мм.
= 5-10 мм.
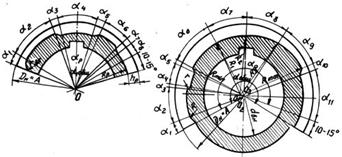
В зависимости от длины вальцуемой заготовки вальцовочные штампы выполняются либо секторными, когда центральный угол рабочей части штампа не превышает 180°, либо кольцевыми, когда угол  180°. Как правило, каждый ручей располагается на отдельном секторе или кольце. Угол
180°. Как правило, каждый ручей располагается на отдельном секторе или кольце. Угол  принимают равным 90, 120 и 180°. Ширина выбирается из учета возможности размещения и закрепления комплекта на валках ковочных вальцов. Минимальная ширина может быть принята на 4-5 мм больше максимальной ширины ручья. Наружный диаметр
принимают равным 90, 120 и 180°. Ширина выбирается из учета возможности размещения и закрепления комплекта на валках ковочных вальцов. Минимальная ширина может быть принята на 4-5 мм больше максимальной ширины ручья. Наружный диаметр  сектора-штампа принимается равным межцентровому расстоянию валков
сектора-штампа принимается равным межцентровому расстоянию валков  , внутренний
, внутренний  - диаметру консоли рабочих валков.
- диаметру консоли рабочих валков.
|
|
|
Ограничивающими условиями интенсификации обжатий при вальцовке является проскальзывание заготовки в ручьях вальцовочных штампов, а также потеря устойчивости, т.е. скручивание или продольный изгиб заготовки относительно ее оси. Для устранения проскальзывания заготовки в процессе вальцовки необходимо применять технологические захваты, т.е. выступы определенной формы, сделанные на поверхности ручьев штампа с шагом, не превышающем длины дуги захвата.
В первом ручье технологические захваты делают через каждые 15-17°, во втором ручье - через 20-23°. Количество технологических захватов на участке ручья с центральным углом  и центральным углом
и центральным углом  , соответствующим длине одного захвата, определяется по формуле:
, соответствующим длине одного захвата, определяется по формуле:
|
|
|
 . (20)
. (20)
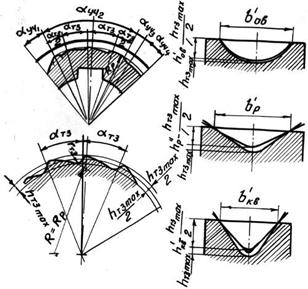
Максимальная высота  технологического захвата в зависимости от высоты заготовки
технологического захвата в зависимости от высоты заготовки  и глубины выреза ручья определяется по соотношению
и глубины выреза ручья определяется по соотношению
 . (21)
. (21)
По ширине ручья высота технологического захвата изменяется от максимального значения в середине ручья до нуля при выходе на поверхность наружного диаметра вальцовочного штампа.
Радиусы сопряжений (  ) технологических захватов принимают
) технологических захватов принимают
 ;
;  . (22)
. (22)
Фиксацию заготовки можно осуществлять двумя способами: по заднему упору - до соприкосновения с ним заднего торца заготовки и по переднему упору с помощью ограничителя, закрепленного на клещах. Для каждой заготовки клещи изготовляют в комплектации с секторами-штампами.
Основными факторами, влияющими на получение требуемых по расчету размеров вальцованной заготовки, является: износ подшипников, пружинение валков, неточность в учете пружинения, колебания  нагрева, различное состояние поверхности ручьев.
нагрева, различное состояние поверхности ручьев.
ОСОБЕННОСТИ ШТАМПОВКИ ПОКОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
|
|
|
ПЛАН ЛЕКЦИИ:
1. Виды сплавов, их характеристика.
2. Штамповка в открытых штампах.
3. Штамповка в закрытых штампах.
Дата добавления: 2018-06-01; просмотров: 430; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!