Определений усилий при вальцовке
При расчете узлов ковочных вальцов на прочность и при проектировании штампов необходимо определять давление металла на валки и учитывать пружинение валков, величина которого зависит от усилия вальцовки.
Усилие вальцовки подсчитывается по формуле
 , (9)
, (9)
где  - среднее удельное усилие при вальцовке;
- среднее удельное усилие при вальцовке;  - горизонтальная проекция контактной поверхности металла с ручьем сектора-штампа.
- горизонтальная проекция контактной поверхности металла с ручьем сектора-штампа.
Необходимо иметь в виду, что при определении усилия вальцовки основные погрешности вычислений могут получаться, прежде всего, при расчете контактной поверхности из-за сложности конструкции ручьев штампов ковочных вальцов.
Наибольший интерес при определении площади проекции контактной поверхности при вальцовке представляет метод соответственной полосы. Экспериментально установлено, что горизонтальная проекция поверхности контакта при прокатке в калибрах фасонных заготовок равна горизонтальной проекции поверхности контакта, подсчитанной по размерам соответственных полос

или
 , (10)
, (10)
где  - ширина и высота поперечного сечения соответственных полос до и после вальцовки;
- ширина и высота поперечного сечения соответственных полос до и после вальцовки;
 - средняя ширина заготовка, определяемая по формуле
- средняя ширина заготовка, определяемая по формуле  .
.
Среднее удельное усилие при горячей вальцовке в общем виде может быть выражено следующим выражением:
 , (11)
, (11)
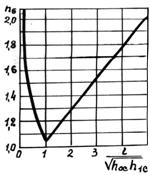
где  - коэффициент, учитывающий влияние среднего главного напряжения, т. е. влияние ширины заготовки;
- коэффициент, учитывающий влияние среднего главного напряжения, т. е. влияние ширины заготовки;
 — коэффициенты, учитывающие влияние на сопротивление деформации температуры, скорости и трения на поверхности контакта металла с секторами-штампами и внешних зон;
— коэффициенты, учитывающие влияние на сопротивление деформации температуры, скорости и трения на поверхности контакта металла с секторами-штампами и внешних зон;
 — предел текучести металла, полученный при линейном статическом испытании на растяжение.
— предел текучести металла, полученный при линейном статическом испытании на растяжение.
Величина коэффициента меняется от = 1 при осесимметричной деформации до = 1.15 при плоской деформации.
Истинные пределы текучести  с учетом скорости и температуры определяются по опытным графикам (в зависимости от марки стали)
с учетом скорости и температуры определяются по опытным графикам (в зависимости от марки стали)
разъединить
 , (12)
, (12)
 - учитывает влияние трения и внешних зон. Определяется по графику.
- учитывает влияние трения и внешних зон. Определяется по графику.
Определение поперечных и продольных размеров ручья

 На основании данных, полученных при расчете вальцованной заготовки, приступают к расчету и проектированию вальцовочных штампов. При расчете вальцовочных штампов определяют:
На основании данных, полученных при расчете вальцованной заготовки, приступают к расчету и проектированию вальцовочных штампов. При расчете вальцовочных штампов определяют:
1) поперечные размеры ручьев вальцовочных штампов для каждого перехода;
2) общую длину ручьев и длины отдельных участков;
3) центральные углы отдельных участков, суммарный угол рабочей части ручья и общий угол вальцовочного штампа;
4) продольный профиль ручьев вальцовочных штампов;
5) конструкцию вальцовочных штампов и способ крепления их на валках;
6) размеры технологических захватов;
7) конструкцию технологической оснастки.
Вследствие пружинения валков происходит увеличение высотных размеров ручьев вальцовочных штампов, поэтому размеры ручьев по высоте делают меньше соответствующих размеров вальцованной заготовки на величину пружинения валков.
Глубина выреза ручьев определяется по следующим формулам:
- для овального ручья:
 ;
;
- для ромбического ручья:
 ;
;
- для квадратного ручья:
 .
.
Здесь  и
и  глубина выреза соответственно овального, ромбического и квадратного сечения ручья.
глубина выреза соответственно овального, ромбического и квадратного сечения ручья.
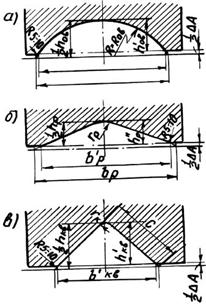
Ширина овального ручья определяется построением по известной глубине  и радиусу
и радиусу  , который равен радиусу соответственного овального сечения заготовки, т. е.
, который равен радиусу соответственного овального сечения заготовки, т. е.
 .
.
Ширина квадратного и ромбического ручьев должна быть уменьшена по сравнению с шириной соответствующего сечения вальцованной заготовки. Кромки ручьев должны быть скруглены по радиусу = 5-10 мм.
Ширина ромбического  и квадратного
и квадратного  ручьев подсчитывается по следующим формулам:
ручьев подсчитывается по следующим формулам:
 ;
;  . (14)
. (14)
Величина пружинения зависит от конструкции ковочных вальцов, от величины усилия в ручье и от месторасположения ручья на бочке валка. Особенно сильно влияет на величину пружинения месторасположение ручья у консольных ковочных вальцов.
Для различных конструкций ковочных вальцов величина пружинения может быть найдена опытным путем.  можно определить по графикам.
можно определить по графикам.
При определении длины и центральных углов ручьев вальцовочных штампов необходимо учитывать явление опережения, которое состоит в том, что при вальцовке скоростъ движений заготовки при выходе из ручья больше окружной скорости валков
 .
.
Длина ручья определится
 . (15)
. (15)
Центральный угол любого продольного участка ручья в каждом переходе определяется по следующей формуле:
 . (16)
. (16)
Суммарный угол рабочей части вальцовочного штампа определяется суммированием центральных углов отдельных участков
 . (17)
. (17)
Общий центральный угол вальцовочного штампа
 (18)
(18)
и не должен превышать 240-270°.
Увеличение центрального угла рабочей части ручья сектора-штампа на 10-15° диктуется необходимостью обжатия концевого участка заготовки в тех случаях, если объем металла этого участка окажется больше расчетного или, если при вальцовке произойдет неточный захват заготовки.
Дата добавления: 2018-06-01; просмотров: 1074; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!