Определение количества переходов вальцовки
При вальцовке заготовок прямоугольного поперечного сечения с первоначальной высотой  , шириной
, шириной  и длиной
и длиной  происходит уменьшение высоты заготовки до
происходит уменьшение высоты заготовки до  и увеличение ширины и длины соответственно до и
и увеличение ширины и длины соответственно до и  .
.
Отношение длины заготовки после вальцовки к первоначальной длине называется коэффициентом вытяжки  :
:
 . (6)
. (6)
Коэффициент вытяжки может быть также выражен через отношение площадей поперечных сечений вальцуемой заготовки:
 , (7)
, (7)
где  - площадь поперечного сечения заготовки до вальцовки;
- площадь поперечного сечения заготовки до вальцовки;  - площадь поперечного сечения заготовки после вальцовки.
- площадь поперечного сечения заготовки после вальцовки.
Общий максимальный коэффициент вытяжки при вальцовке
 , (8)
, (8)
где  и
и  - площадь исходной заготовки и минимальная площадь поперечного сечения эпюры сечения вальцованной заготовки.
- площадь исходной заготовки и минимальная площадь поперечного сечения эпюры сечения вальцованной заготовки.
В общем случае, когда вальцовка производится за несколько переходов  определяется как произведение коэффициентов вытяжки в отдельных переходах, т.е.
определяется как произведение коэффициентов вытяжки в отдельных переходах, т.е.
 , (9)
, (9)
где  - вытяжки в соответствующих переходах.
- вытяжки в соответствующих переходах.
Если коэффициенты вытяжки по переходам равны или если их заменить  , то уравнение примет вид:
, то уравнение примет вид:
 , (10)
, (10)
где  - число переходов.
- число переходов.
Логарифмируя это выражение, и, решая его относительно величины , получаем формулу, для определения количества переходов при вальцовке
|
|
|
 , (11)
, (11)
где - средний коэффициент вытяжки за один переход,  .
.
Необходимое количество переходов при вальцовке различных заготовок можно определить также с помощью графика, где области применения двухручьевой (зона I) и трехручьевой вальцовки (зона II) определяются в зависимости от и отношения  .
.
Из графика видно, что коэффициент вытяжки будет тем больше, чем меньше межцентровое расстояние  при одной и той же высоте заготовки . Вместе с тем необходимо отметить, что беспредельно уменьшить величину отношения нельзя.
при одной и той же высоте заготовки . Вместе с тем необходимо отметить, что беспредельно уменьшить величину отношения нельзя.
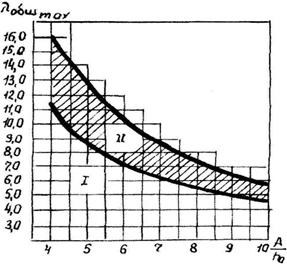
Установлено, что при = 4 захват металла становится невозможным. Из графика также следует, что если необходимый коэффициент вытяжки можно получить при данном отношении вальцовкой за 2 перехода, то на большем типоразмере вальцов для получения такого же коэффициента вытяжки придется назначать 3 и более переходов.
Основные технологические параметры и выбор системы ручьев
Большое влияние на процесс вальцовки оказывает коэффициент внешнего трения  , величина которого зависит от состояния и качества поверхности ручьев секторов-штампов, деформируемого металла, скорости вальцовки, температуры, наличия окалины. По данным ЭНИКМАШа при технологических расчетах коэффициент внешнего трения при температуре 1200-1150°С можно принять: при вальцовке заготовок в овальных ручьях = 0.25, а при вальцовке заготовок в квадратных и круглых ручьях = 0.30.
, величина которого зависит от состояния и качества поверхности ручьев секторов-штампов, деформируемого металла, скорости вальцовки, температуры, наличия окалины. По данным ЭНИКМАШа при технологических расчетах коэффициент внешнего трения при температуре 1200-1150°С можно принять: при вальцовке заготовок в овальных ручьях = 0.25, а при вальцовке заготовок в квадратных и круглых ручьях = 0.30.
|
|
|
Важным технологическим параметром является угол захвата, который представляет собой центральный угол и на дуге которого осуществляется контакт между заготовкой и валками при установившемся процессе вальцовки.
Угол захвата при установившемся процессе вальцовки во избежание проскальзывания заготовки определяется как и при прокатке следующим соотношением:
 . (12)
. (12)
При вальцовке углы захвата можно принять 33-35°, а за счет создания на поверхности ручьев специальных технологических захватов их можно несколько увеличить.
Условия захвата заготовки ограничивают угол  , связанный с абсолютным обжатием
, связанный с абсолютным обжатием  следующим уравнением:
следующим уравнением:

или
 , (13)
, (13)
где  - диаметр секторов-штампов по дну ручья;
- диаметр секторов-штампов по дну ручья;  - рабочий радиус валков,
- рабочий радиус валков,  ;
;  ;
;  .
.
|
|
|
Длина очага деформации определяется по формуле:
 . (14)
. (14)
Таким образом, исходя из условия проскальзывания, предельное абсолютное обжатие при вальцовке будет
 . (15)
. (15)
При  ,
,  .
.
Для обеспечения надежного заполнения полости ручья штампа и минимального расхода металла в облой большое значение при изготовлении заготовки вальцовкой имеет правильный выбор форм поперечных сечений ручьев секторов-штампов.
Основными факторами, влияющими на устойчивость вальцуемой заготовки, является профиль задаваемой в ручей заготовки, форма ручья, отношение осей заготовки, точность постройки и надежность крепления штампов. Обычно для вальцовки применяют ручьи, имеющие круглые, овальные, квадратные и ромбические формы поперечных сечений.
Наилучшую устойчивость заготовки и большую вытяжку при вальцовке обеспечивают системы квадрат-овал, овал-квадрат и круг-овал, овал-квадрат.
Одноручьевую вальцовку осуществляют по системе круг (квадрат)-плоский овал. Двухручьевую вальцовку ведут в I переходе по системе круг-овал или квадрат-ромб.
При II переходе вальцовку следует вести по системе: овал (ромб) — квадрат, так как такая система обеспечивает наилучшую устойчивость заготовки и хорошую укладку ее в ручей.
|
|
|
При трехручьевой вальцовке в I переходе профилирование заготовки производят по такой же системе ручьев, как при двухручьевой вальцовке. Во II переходе вальцовку ведут по системе овал (ромб)-ромб. В III переходе вальцовку ведут на квадрат.
Дата добавления: 2018-06-01; просмотров: 520; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!