Определение размеров исходной заготовки
Целесообразность применения ковочных вальцов определяется необходимостью использования протяжного или подкатного ручья или их сочетания для штамповки заданной поковки.
Для определения форм и размеров фасонной заготовки, изготовляемой вальцовкой, строится расчетная заготовка. Определяют массу поковки  и коэффициенты
и коэффициенты  :
:
 ;
;  .
.
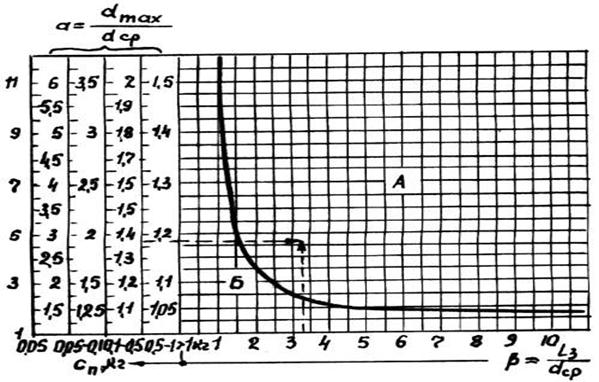
Пользуясь видоизмененной диаграммой А.В. Ребельского, устанавливают необходимость применения вальцовки для получения фасонной заготовки при штамповке данной поковки.
Разработку технологического процесса вальцовки производят в следующем порядке:
1) конструирование вальцованной заготовки и определение исходных размеров заготовки;
2) определение количества пропусков;
3) выбор формы поперечных сечений вальцованных штампов;
4) определение размеров вальцуемой заготовки после каждого пропуска;
5) определение усилий при вальцовке.
Для определения размеров исходной заготовки, исходя из эпюры сечений расчетной заготовки, производят построение эпюры сечений вальцованной заготовки, после чего конструируют вальцованную заготовку.
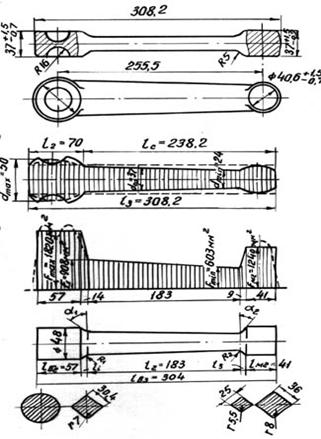
В целях упрощения конструкции ручьев вальцовочных штампов криволинейные участки контура эпюры сечений расчетной заготовки заменяют прямолинейными. Указанная корректировка производится с учетом равенства объемов, причем равенство объемов элементов расчетное и вальцованной заготовки можно заменить равенством соответствующих площадей эпюры сечений расчетной и вальцованной заготовки.
|
|
|
Концевые участки контура эпюры сечений вальцованной заготовки выполняются в виде пряных линий, перпендикулярных к оси заготовки, а длины этих участков из соображений удобства укладки заготовки в ручей штампа, следует делать короче соответствующих участков эпюры сечений расчетной заготовки. Длины промежуточных участков эпюры сечений вальцованной заготовки и получаемой заготовки после вальцовки должны быть равны. Для исключения зажимов при вальцовке и последующей штамповке между отдельными участками вальцуемой заготовки должны быть предусмотрены переходные участки  и
и  , с углом наклона
, с углом наклона  и
и  , равным 45-60° и радиусами закруглений
, равным 45-60° и радиусами закруглений  и
и  , равными 5-40 мм.
, равными 5-40 мм.
Для удерживания заготовки клещами в процессе вальцовки на одном конце ее необходимо оставить необжимаемый участок (клещевину) длиной не менее 0.4-0.5 диаметра или стороны исходной заготовки. В целях экономии металла в качестве такого участка следует использовать необжимаемую головку вальцованной заготовки.
Поперечные размеры исходной заготовки  выбираются по максимальной площади поперечного сечения эпюры сечений вальцованной заготовки
выбираются по максимальной площади поперечного сечения эпюры сечений вальцованной заготовки  с учетом потери металла на угар
с учетом потери металла на угар
|
|
|
 , (1)
, (1)
где  - потеря металла на угар (при индукционном нагреве - = 1.006; при газовом нагреве - = 1.013-1.016; при мазутном нагреве - = 1.016-1.02.
- потеря металла на угар (при индукционном нагреве - = 1.006; при газовом нагреве - = 1.013-1.016; при мазутном нагреве - = 1.016-1.02.
Исходя из выбранной формы сечения исходной заготовки, подсчитывают для круглой заготовки диаметр:
 , (2)
, (2)
а для квадратной заготовки – сторону квадрата
 , (3)
, (3)
Затем по сортаменту выбирают ближайший большой размер исходной заготовки с площадью поперечного сечения  .
.
Объем  и длину
и длину  определяют по формулам:
определяют по формулам:
 ;
;  , (4)
, (4)
где  - угар металла в % (при мазутном нагреве 2-3 %, при газовом – 1.5-2 %, при индукционном – 0.5-1 %);
- угар металла в % (при мазутном нагреве 2-3 %, при газовом – 1.5-2 %, при индукционном – 0.5-1 %);
 - площадь поперечного сечения исходной заготовки в горячем состоянии.
- площадь поперечного сечения исходной заготовки в горячем состоянии.
Тогда длина заготовки в холодном состоянии
 . (5)
. (5)
Дата добавления: 2018-06-01; просмотров: 416; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!