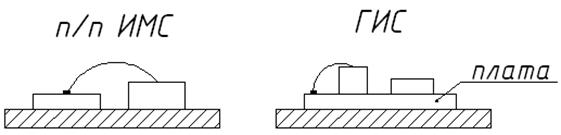
Монтаж компонентов. Присоединение выводов
Для электрического соединения (монтажа) используются следующие методы:
Сварка давлением с косвенным импульсным нагревом (СКИН);
Термокомпрессионная сварка (ТКС);
Сварка сдвоенным электродом;
Ультразвуковая (УЗ) сварка;
Пайка
Монтаж выводов:
Операции группы А: монтаж компонентов к контактной площадке.
Операции группы Б: присоединение контактных площадок к внешним выводам.
Вывода бывают: гибкие, плоские и круглые
Жесткие: шариковые, столбиковые и балочные, луженые пропоем противоположные грани (микрорезисторы и микроконденсаторы).
Если монтаж кристалла осуществляется с помощью проводящих перемычек, то количество соединений будет больше, чем контактных площадок. Это снижает надежность ИМС.
Повышение надежности достигается с помощью жестких выводов.
Варианты монтажа:
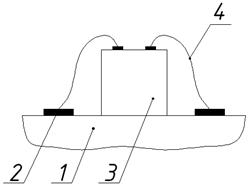 Группа А:
Группа А:
1. Подложка
2. Контактная площадка
3. Компонент
4. Гибкий вывод
Способ соединения пайка или сварка. При объемных выводах – сварка.
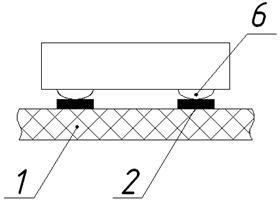 6-шариковый вывод;
6-шариковый вывод;
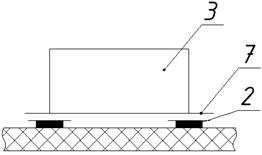
7-балочный вывод,
8-столбиковый вывод
9-припой

Группа Б:

Балочный вывод:
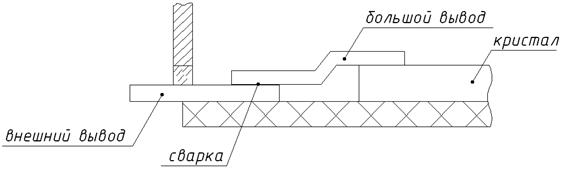
Проволочный микромонтаж
Для этого используют проволоку круглого сечения из Al или Au или ленту прямоугольного сечения из Al. Золото марки: ЗЛ – 99,9%, диаметр проволоки  .
.
Алюминий: А99,5%  . Недостаток: малая прочность.
. Недостаток: малая прочность.
Медные перемычки: Cu ММ .
Серебро: СР 999,9%
Наилучшие характеристики имеет проволоки Al-Si А999К09.
|
|
|
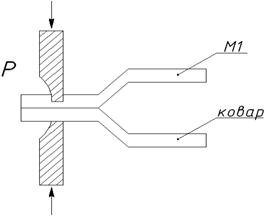
Внешние выводы корпусов изготавливают из ковара, никеля.
Контактные площадки: в полупроводниковых ИМС – Al В ГИС – Al, Au, Ag
Ni - используется для защиты контактных площадок. Размеры сварного шва зависят от  провода и рабочего инструмента, и составляют
провода и рабочего инструмента, и составляют  .
.
При сварке следует помнить, что из пары Au-Al образуется интерметаллоиды, снижающие свойства сварного соединения.
ГЕРМЕТИЗАЦИЯ ИМС
Она проводится для полной изоляции элементов и межэлементных соединений от контакта с окружающей средой. Выбор способа герметизации зависит от конструкции корпуса, который, как правило, уже ориентирован на определенный способ герметизации.
Вакуум плотную герметизацию достигают применением пайки и сварки. Сварка – более надежная, т.к. получается лучшее согласование по ТКЛР. Для герметизации применяют различные виды сварки от сварки давлением без плавления (холодная сварка) до сварки плавлением без давления (лазерной и аргоно-дуговой). При выборе метода сварки исходят из условий эксплуатации, теплопроводности материала корпуса.
Пайка позволяет получать ремонта пригодные герметичные корпуса. Применяется она, в основном, для небольших стеклянных и металлокерамических корпусов с планарными выводами. Используются низкотемпературные припои ПОС-61, ПСр-2,5 и др.
|
|
|
Холодная сварка давлением
Для металлостеклянных корпусов.
Условием для получения качественного герметичного соединения является высокая пластичность материала одного из элементов микросхемы: крышки или корпуса.
Сварной шов образуется за счет сближения атомных поверхностей до величины межатомных взаимодействий.
Давление  .
.
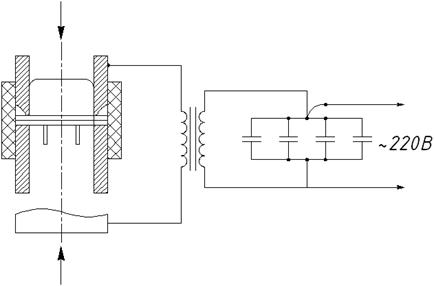
Контактная электросварка
Основана на коротком импульсе сильного тока. Применяется для сварки металлостеклянных круглых корпусов.
Сварка плавлением
Применяется тогда, когда нельзя использовать сварку давлением. Перед сваркой корпуса собирают в специальные кассеты, которые снабжаются теплоотводами. Сварка плавлением дает возможность соединять такие материалы, как Cu, Ag, W, Mo.
Пайка применяется для герметизации корпусов с планарными выводами. Плоские выводы могут быть объедены в общую систему технологическую рамку. Для пайки корпусов используются автоматически и полуавтоматические установки.
Для ответственной аппаратуры при пайке используется уплотнительный шнур и прокладка, а также проволока.
|
|
|
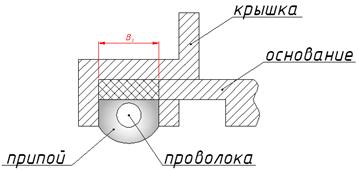

Одним из концов проволока выводится через паз крышки, что дает возможность быстрого ремонта.
К корпусу закаливается аргон или гелий. Возникает избыточное давление. После закаливания корпус обжимают, обваривают и убирают лишнюю часть.
Герметизация компаундами
1. Заливка
2. Герметизация путем прессования
1. Используется для герметизации металлополимерных корпусов и герметизация выводов от стекол корпуса. Заливка осуществляется заливкой полимерным компаундам.
2.Здесь микросхему размешают в пресс-форме, которую заполняют герметизирующим составом при номинальном давлении. Основными компонентами являются термореактивные и эпоксидные смолы.
Требование: компаунды проходят операцию вакуумирования для устранения воздушных пузырьков.
Контроль герметичности
Основной целью является предотвращение попадания внутрь корпуса влаги. Для оценки степени герметичности используют выражение:
 ;
; 
Для ответственной аппаратуры считается:

Методы контроля герметичности:
- масспектрометрический
- копресресионно-термический
- влажностный
Масспектрометрический основан на определения гелия в объеме ИМС. Гелий текуч и малейшее его содержание легко обнаружить. Испытываемый узел с давлением выше нормального помещается в вакуум камеру. Откачивается воздух. После откачки камера подключается к масспекрометру, который фиксирует наличие молекул гелия.
|
|
|
Вакуумно-жидкостный метод.
Узел помещают в керосин.
Над жидкостью создают давление  . Негерметичность узла устанавливают по пузырькам воздуха, выходящих из корпуса.
. Негерметичность узла устанавливают по пузырькам воздуха, выходящих из корпуса.
Копрессионно-термический отличается от предыдущего тем, что жидкость подвергается нагреву.
Влажный метод – это универсальный метод. Суть: изделие выдерживают  суток в условиях повышенной влажности, а потом контролируют параметры. При этом оценивается стойкость материалов и покрытый к воздействию влаги.
суток в условиях повышенной влажности, а потом контролируют параметры. При этом оценивается стойкость материалов и покрытый к воздействию влаги.
Дата добавления: 2018-05-12; просмотров: 305; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!