Схема техпроцесса изготовления структуры КМОП- КНС
Исходная заготовка:
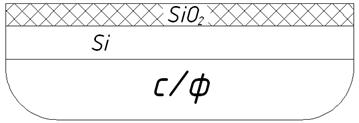
Хотя для канала достаточна толщина Si – несколько десятых мкм, обычно толщина Si ~ 1 мкм, в дальнейшем  получают не термическим окислением, а осаждением из газовой фазы, т.к. толщина маски должна быть тоже ~ 1мкм.
получают не термическим окислением, а осаждением из газовой фазы, т.к. толщина маски должна быть тоже ~ 1мкм.
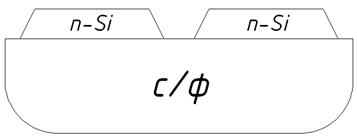
1. ФЛ – формирование окон для анизотропного травления Si. Образование островков
2. ФЛ – создание маски  для избирательной диффузии акцепторной примеси, т.е. создание островков р-Si. .
для избирательной диффузии акцепторной примеси, т.е. создание островков р-Si. . 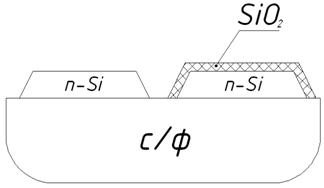
Диффузия р- примеси
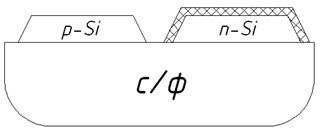
Снятие маски с островков и новое маскирование участков будущих каналов (3-я ФЛ).

Избирательное покрытие фосфоросиликатным стеклом p – островков (4-я ФЛ).
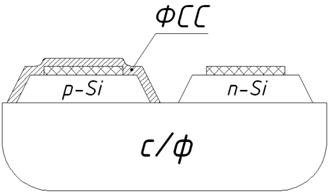
Общее покрытие боросиликатным стеклом.
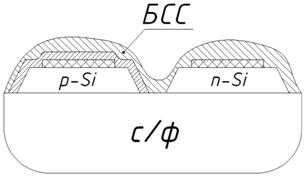
Общий нагрев и диффузия атомов фосфора и бора из легированных стекол в области С и И. Сформировались области стоков и истоков. После стравливания БСС, ФСС и SiO2 получают:
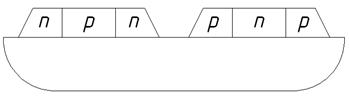
Дальше ФЛ с целью формирования подзатворного диэлектрика и все другие операции.
Общая характеристика технологических процессов полупроводниковых планарных структур
Типовой технологический процесс любой полупроводниковой структуры включает множество типовых операций групповой обработки пластин, например, ФЛ, диффузия и т.д., а также множество операций индивидуальной обработки ИМС, таких как контроль, сборочно-монтажные операции, герметизация, испытания. Каждый отдельный этап включает в себя от 3-х до 10 операций. Каждая операция выполняется по определенной технологии или по определенной инструкции, включающей в себя переходы. Например, каждый этап диффузии состоит из предварительного внедрения примеси в верхней слой, разгонка, снятие окисла, измерение поверхностного сопротивления, глубины диффузионного слоя. В процессе разгонки одновременно контролируется ВАХ p–n переходов. Этот контроль осуществляется на контрольной пластине.
|
|
|
Общее число операций изготовления полупроводниковой ИМС ~150. Продолжительность полного цикла обработки порядка 100 часов
СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА НЕКОТОРЫХ ТИПОВ СТРУКТУР
| Тип структур | Емкость изоляции 
| Площадь на 1 вентиль, 
| Число циклов избиратель. легир. | Число циклов литографии |
| Диффузионно-планарная | 2 | 0,025 | 3 | 5 |
| Эпитаксиально-планарная | 1,5 | 0,025 | 3 | 5 |
| С диэлектрической изоляции | 0,03 | 0,020 | 2 | 5 |
| МОП - структура | 1,5 | 0,0068 | 2 | 5 |
| КМОП КНС | 0,002 | 0,01 | 3 | 8 |
Характеристики транзисторов с уменьшением размеров улучшаются за исключением одной - плотности тока. Считается, что плотность тока в Al, проводниках должна бытьмне более  . Причем плотность тока ограничивает число функций, выполняемых в единицу времени.
. Причем плотность тока ограничивает число функций, выполняемых в единицу времени.
|
|
|
Длина канала МОП – структуры сейчас – 5 мкм, в перспективе 0,5 мкм.
Плотность упаковки:  , в перспективе 108 .
, в перспективе 108 .
При наличии хотя бы 1 дефектного элемента ИМС она бракуется целиком. Плотность дефектов определяется качеством технологического процесса.
Качество защитной маски при диффузии зависит от однородности, плотности. Наличие в слое окисла- маски микроотверстий (проколов) приводит к тому, что примесь через проколы образует незапланированные микро-област проводимости. Например, при эмитерной диффузии n – примеси через прокол в маске образуется  область поблизости от коллекторной и базовой областей. Это приведет к возникновению тока утечки и к выходу из строя ИМС.
область поблизости от коллекторной и базовой областей. Это приведет к возникновению тока утечки и к выходу из строя ИМС.
ТЕМА 16
Дата добавления: 2018-05-12; просмотров: 577; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!