ТЕХНОЛОГИЧЕСКИЕВОЗМОЖНОСТИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ. КЛАССИФИКАЦИЯ И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
10.1 Цель работы:
Ознакомится с видами выполняемых работ, применяемыми режущими инструментами, приспособлениями, а также точностью обработки на станках: токарно-винторезном, вертикально-сверлильном, горизонтально- и вертикально-фрезерных, поперечно-строгальном, плоско- и кругло-шлифовальных, электроэрозионных и др., их классификацией и условными обозначениями.
10.2 Оборудование и материалы на рабочем месте:
Станки токарные, сверлильные, фрезерные, строгальные, шлифовальные, электроэрозионный и др., приспособления к ним.
Режущие инструменты.
Схемы и виды выполняемых работ.
10.3 План выполнения работы:
10.3.1 Повторить теоретический материал по учебникам, конспектам лекций.
10.3.2 Познакомиться в лабораториях кафедры с оборудованием, приспособлениями, режущими инструментами, макетами выполняемыхработ на всех станках (последовательно).
10.3.3 Настроить каждый станок, закрепить заготовки и режущие инструментыи выполнить основные виды работ:
а) на токарно-винторезном станке –продольное точение проходнымпрямым, проходным отогнутым и проходным упорным резцами;поперечное точение проходным отогнутым, подрезным, канавочным иотрезным резцами;
обработка отверстий сверлом центровочным, сверлом спиральныммалого и большого диаметра, зенкером, разверткой;
растачивание отверстия расточным проходным и расточным упорнымрезцами;
нарезание резьбы наружной и внутренней плашкой и метчиками;
нарезание резьбы наружной и внутренней резьбовыми резцами;
б) на вертикально-сверлильном станке:
сверление с закреплением сверла в патроне или конусе;
рассверливание отверстий;
зенкерование, развертывание;
нарезание резьбы метчиками;
зенкование начала отверстия;
в) на горизонтально-фрезерном станке:
фрезерование плоскостей цилиндрической фрезой;
фрезерование различных пазов дисковыми фрезами (пазовой, угловой,прорезной, фасочной и др.);
фрезерование эвольвентного профиля зубчатых колес;
г) на вертикально-фрезерном станке:
фрезерование горизонтальных плоскостей торцовыми головками; фрезерование вертикальных плоскостей концевыми фрезами;
фрезерование различных пазов (канавок) пальцевыми, сегментными и другими фрезами;
д) на поперечно-строгальном станке:
строгание плоскостей горизонтальных, вертикальных, наклонных;
строгание пазов прямоугольных, Т-образных, фасочных, строгание отрезным резцом (отрезка);
е) на плоскошлифовальном станке:
закрепление деталей, настройка станка и шлифование плоскостей;
ж) на кругло-шлифовальном станке:
базирование деталей, настройка станка и шлифование цилиндров и конусов;
з) на электроискровом станке:
настройка, закрепление детали и обработка разного вида пазов, отверстий, канавок.
10.3.4 Сравнить виды выполненных работ на всех станках с макетами иплакатами. Оценить качество выполненных работ.
10.3.5 Составить отчет.
Справочные данные
Выполняется эта работа в основном демонстративно, а не как исследовательская. Целесообразно ее выполнять небольшими группами, последовательно переходя от одного рабочего места к другому.
Необходимо иметь при себе конспект лекций, учебники, макеты работ, чтобы увязывать непосредственно весь полученный теоретический материал на рабочем месте, на практике.
На рисунке 10.1 показаны схемы основных методов обработки резанием.Металлорежущим станком называется машина, предназначенная для придания обрабатываемой заготовке требуемой формы с заданной степенью точности путём снятия стружки.
Все металлорежущие станки делятся на 9 групп (приложение10.1).
Каждая из групп станков в свою очередь делится на 9 типов по таким основным признакам:
а) технологическое назначение (круглошлифовальныйи плоскошлифовальный);
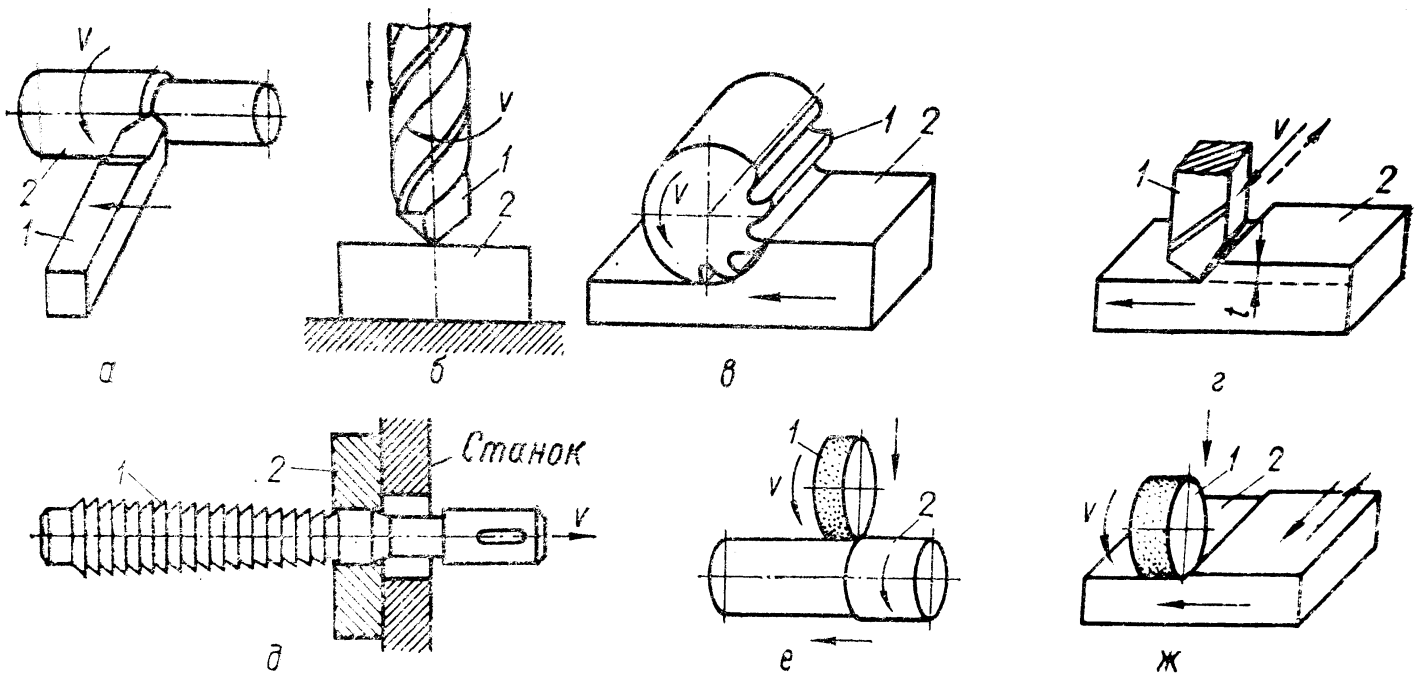
Рисунок 10.1– Схемы основных методов обработки резанием.
б) конструктивные особенности (универсально-фрезерные, продольно-фрезерные);
в) расположение рабочих органов в пространстве (вертикально-сверлильные, горизонтально-сверлильные);
г) количество рабочих органов станка (одношпиндельные, многошпиндельные);
д) степень автоматизации (обычные, полуавтоматы, автоматы).
По степени точности различают станки нормальной точности и высокоточные (прецизионные).
Принята единая система обозначения станков отечественного производства. Каждой модели присваивается номер, состоящий из трех или четырех цифр. Первая цифра указывает номер группы станка (приложение10.1), вторая — тип станка в этой группе. Третья или третья и четвертая цифры вместе характеризуют основной параметр станка. Для токарных станков они указывают высоту центров; для револьверных станков и автоматов – наибольший диаметр обрабатываемого прутка; для сверлильных – наибольший диаметр отверстия, которое может быть просверлено на этом станке в стали средней твердости. Иногда это обозначение дополняется буквами, обозначающими дополнительную характеристику станка. Буква после первой цифры указывает на модернизацию основной базовой модели. Буква в конце номера обозначает модификацию (видоизменение) базовой модели. Например, шифр 2150 обозначает вертикально-сверлильный станок с наибольшим диаметром сверления в стали 50 мм. После модернизации станок обозначен индексом 2А150. Индекс вертикально-фрезерного станка — 6Н12, но на базе этой модели созданы копировально-фрезерный станок и станок с программным управлением, которым присвоен индекс соответственно 6Н12К и 6Н12Ф.
Металлорежущие станки классифицируются по различным признакам.
Поуниверсальности:cтанки универсальные, предназначенные для выполнения различных операций на деталях, разнообразных по размерам и форме; специализированные – для обработки однотипных деталей; специальные – для обработки лишь одного вида изделий.
По степени автоматизации: с ручным управлением, автоматические, полуавтоматические.
По точности: нормальной точности – класс Н; повышенной точности (на базе универсальных, но при повышенных требованиях к качеству) – класс П; высокой точности (высокая точность изготовления и особая конструкция отдельных элементов) – класс В; станки особо высокой точности (высокая точность изготовления, специальная конструкция отдельных узлов и механизмов и использования этих станков в особых условиях) – класс А; особо точные или мастер-станки(применяются для изготовления особо точных деталей – например,ходовых винтов высокоточных станков).
По весу: лёгкие – весом до 1 т; средние – до 10 т; тяжёлые – свыше 10 т.
Обозначение моделей станков серийного производства с СССР осуществляется по разработанной в ЭНИМСе системе (плакат). Модель станка обозначается тремя или четырьмя цифрами. Иногда добавляют между цифрами или в конце цифр букву, обозначающую усовершенствование или новую модификацию станка. Первая цифра берется из второго столбца таблицы и обозначает группу, вторая указывает тип станка и приведена в горизонтальном подзаголовке таблицы. Третья, а иногда также и четвертая цифры определяют основные параметры станка и размеры обрабатываемых деталей. Например, токарно-револьверный станок мод. 1336А:
1 – токарный, 3 – револьверный, 36 – диаметр обрабатываемого прутка,
А – модификация станка. Вертикально-сверлильный станок модель2A150:
2 – сверлильный, А – модернизация узлов стенка, 1 – вертикальный, 50 – наибольший диаметр сверла. 736: 7 – строгальные, долбёжные и протяжные станки, 3 – поперечно-строгальные , 6 – максимальный рабочий ход ползуна 600 мм.
Содержание отчета
В отчет должны быть включены: цель работы, эскизы выполненных работ на всех станках с указанием вида работы, название режущего инструмента и режима резания (обработки).
Контрольные вопросы
10.6.1 Как классифицируются металлорежущие станки по ГОСТу? Чтоозначает маркировка?
10.6.2 Приспособления к токарным станкам, их закрепление, назначение.
10.6.3 Типы сверлильных станков, их основное назначение.
10.6.4 Приспособление токарно-вертикально-сверлильного станка, егоназначение.
10.6.5 Способы закрепления режущих, инструментов на вертикально-сверлильном станке.
10.6.6 Приспособления фрезерных станков, их закрепление и назначение.
10.6.7 Классификация фрез, их закрепление на станках.
10.6.8 Устройство поперечно-строгального станка, его основные узлы, механизмы и виды движений.
10.6.9 Приспособления поперечно-строгального станка, их назначение.
Приложение 10.1.
Дата добавления: 2018-05-12; просмотров: 458; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!