Примерные технико-экономические показатели на 1 т рафината
«Школьная *ур*у"
очистка РО-льная
очистка
Пар, ГДж...................................... 377,2-963,7 125,7
Вода оборотная, м3............ 10,9—24,4 11,5
Электроэнергия, МДж .... 21,2—41,4 33,5
Топливо, кг....................... 48—67 30
Для интенсификации процессов селективной очистки предполагается заменить колонный аппарат весьма компактным безнапорным центробежным экстрактором.
§ 70. ОЧИСТКА МАСЕЛ ПАРНЫМИ РАСТВОРИТЕЛЯМИ
Очистка парными растворителями используется преимущественно для получения остаточных масел улучшенных качеств.
Процесс характеризуется совместным использованием двух не-смешивающихся совершенно различных по характеру растворителей. Один из них — жидкий пропан — хорошо извлекает ценные углеводороды из сырья и способствует осаждению нежелательных компонентов (смол, асфальтенов, полициклических углеводородов), второй — смесь фенола и крезола — хорошо растворяет именно эти нежелательные компоненты. Оба растворителя резко отличаются друг от друга по физическим свойствам и незначительно растворимы друг в друге (см. табл. 17). Большая разница в плотности позволяет легко разделить на два слоя растворы экстракта и рафината. Резко отличающиеся температуры кипения дают возможность регенерировать из растворов экстракта и рафината по отдельности сначала пропан, потом феноло-крезольную смесь.
В отечественной нефтепереработке получил распространение совмещенный процесс легкой деасфальтизации пропаном с очисткой парными растворителями *. В результате этого процесса полу-
|
|
|
* Очистка парными растворителями в заводской практике носит название дуосол-процесс.
342
чают очищенный масляный дистиллят, т. е. рафинат, а также экстракт и асфальт.
На качество и выход рафината в большой степени влияют соотношение растворители : сырье (табл. 20) и состав феноло-крезольной смеси. Эти факторы подбираются опытным путем в зависимости от качества сырья. Обычно на 100 ч. (масс.) сырья применяют 300—400 ч. (масс.) пропана к 400—600 ч. (масс.) феноло-крезольной смеси. Состав феноло-крезольной смеси колеблется в пределах 35—60% (масс.) фенола и 65—40% (масс.) крезола.
ТАБЛИЦА 20
Влияние отношения растворителя к сырью на выход и качество рафината
| Растворитель, ч. (масс.) на 100 ч. | ||||
| (масс.) сырья | ||||
|
| Выход рафината, % (об.) | Индекс вязкости | Коксуемость, | |
| % (масс.) | ||||
| феноло-крезольная | ||||
| пропан | смесь (40 : 60) | |||
| Сыоье без растворителей | 100 | 20 | 2,3 | |
| 200 | 150 | 85 | 60 | 0,72 |
| 400 | 150 | 77 | 58 | 0,51 |
| 400 | 400 | 67 | 82 | 0,10 |
| 400 | 600 | 60 | 83 | 0,07 |
Качество рафината, а также экстракта и асфальта, полученных
|
|
|
в результате очистки гудрона ромашкинской нефти парными рас
творителями, показано ниже:
Сырье Рафинат Экстракт Асфальт
Плотность pf ...'..-.. . 0,980 0,884 0,980 1,05
Коксуемость, % (масс.) ... 16,0 0,27 — —
Вязкость при 100 "С, мм2/с . . 180 19,0 68,0 —
Температура застывания, СС 30 40 20 69 *
* Температура плавления.
Установка очистки состоит из трех отделений: 1) отделение де-асфальтизации пропаном; 2) отделение селективной очистки парными растворителями (экстракция); 3) отделение регенерации растворителей из растворов рафината, экстракта, асфальта.
Двухступенчатая деасфальтизация пропаном происходит в отстойниках горизонтального типа.
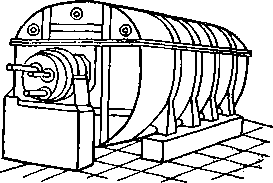
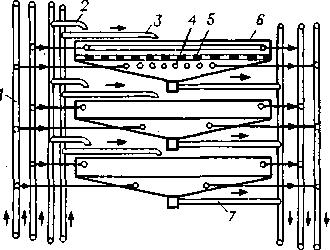
Селективная очистка — противоточная ступенчатая экстракция — осуществляется в отстойниках-смесителях горизонтального типа (рис. 90). Таких отстойников обычно семь. В первый слева поступают чистый пропан и экстракт из второго отстойника, в последний — чистый феноло-крезольный растворитель и рафинат из шестого отстойника. В каждом отстойнике осуществляется смешение и разделение экстрактного и рафинатного растворов. При
|
|
|
343
этом происходит обмен извлекаемыми компонентами; из экстрактного раствора в рафинатный переходя! ценные углеводороды масла, из рафинатного в экстрактный — нежелательные компоненты.
Двигаясь противотоком, оба раствора все более концентрируются. В результате из первого по ходу пропана отстойника выходит наиболее концентрированный экстрактный раствор, а из последнего — наиболее концентрированный рафинатный раствор. Рафинат из второго отстойника используется в качестве растворителя при деасфальтизации, так как состоит почти из чистого пропана. Деасфальтизат — сырье селективной очистки — подается в третий отстойник.
Растворы рафината, экстракта и асфальта регенерируются каждый в своей системе. Регенерация растворителей из растворов рафината, экстракта и асфальта осуществляется в четыре ступени:
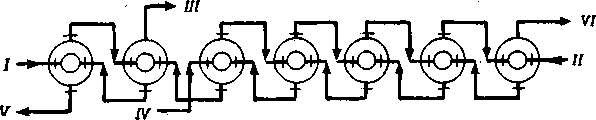
Рис. 90. Схема .потоков в смесителях-отстойниках: / — сжиженный пропан; // — феноло-крезольпая смесь; III—-рафинатный раствор на деасфальтизацию; IV — деасфальтизат; У—экстрактный раствор; VI — рафинатный раствор на отгонку растворителя.
|
|
|
под давлением 1,8МПа (регенерация пропана), 0,5МПа, 0,1 МПа и под вакуумом (регенерация феноло-крезольной смеси).
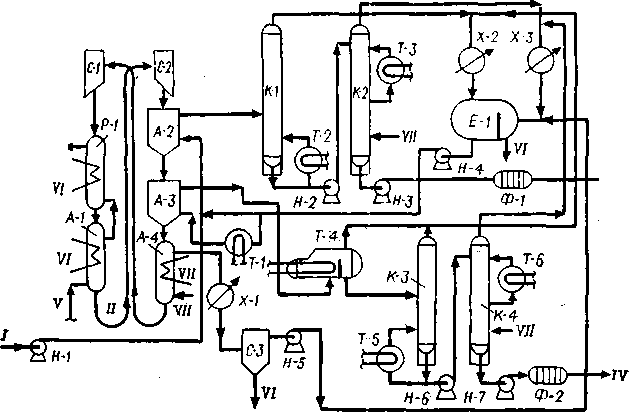
Технологическая схема.Технологическая схема совмещенного процесса деасфальтизации и селективной очистки приводится на рис. 91.
В отделении деасфальтизации пропаном гудрон подается сырьевым насосом Н-1 через холодильник Х-1 на смешение со свежим пропаном и рафинатом из отстойника,-£-.2 (отделения селективной очистки). Смесь охлаждается в холодильнике Х-2 и направляется в деасфальтизатор А-1.
Раствор асфальта с низа аппарата А-1 подвергается повторной о.бработке растворителем (смесь рафината из отстойника Е-2 и чистого пропана) и поступает в деасфальтизатор А-2, с низа которого раствор асфальта передается насосом Н-3 в отделение регенерации растворителя. Деасфальтизат из аппарата А-1 под собственным давлением поступает в отделение селективной очистки, нагревается в подогревателе Т-1 и входит в отстойник Е-3.
Движение продуктов в отделении селективной очистки происходит следующим образом. Жидкий пропан нагнетается насосом Н-4 в смеситель отстойника Е-1. Сюда же насосом Н-6 подается экстрактный раствор из отстойника Е-2. С низа отстойника Е-1 экстрактный раствор откачивается насосом Н-5 е отделение регенерации растворителей. С верха отстойника Е-1 рафинат под соб-
344
„ «Г с g Р £ в .
к К о S о 5 к Я . 5S п." я «■&« - н t- (- о.*& я о
1" I I
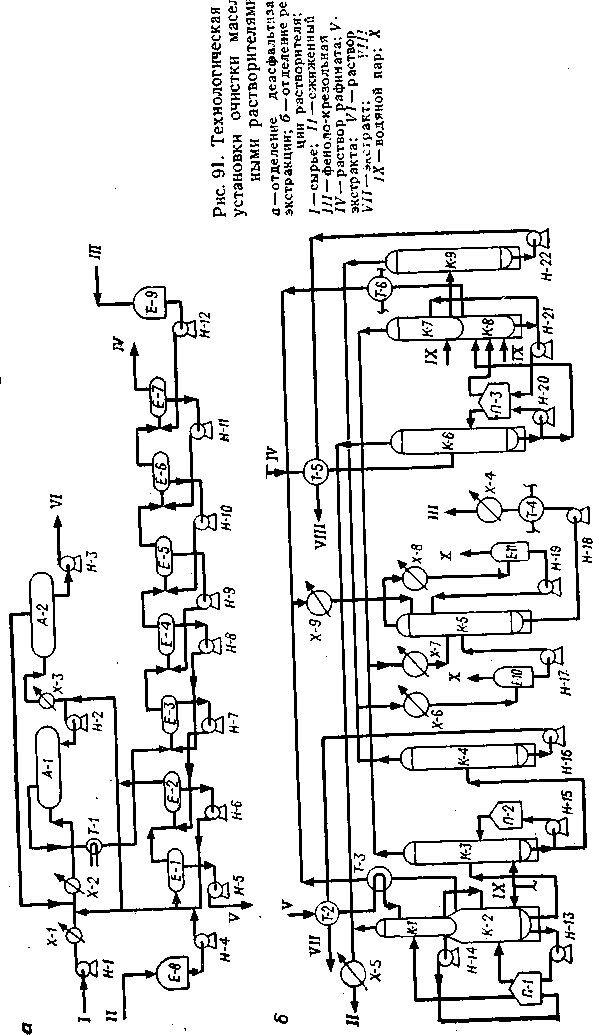
ственным давлением поступает в смеситель отстойника Ё-2, сюда же насосом Н-7 направляется экстрактный раствор из отстойника Е-3. С верха отстойника Е-2 рафинатный раствор поступает, как уже было сказано, в отделение деасфальтизации, откуда возвращается раствор деасфальтизата в смеситель отстойника Е-3. На смешение с деасфальтизатом насосом Н-8 подается экстрактный раствор из отстойника Е-4. Таким образом, в каждый отстойник под собственным давлением поступает рафинатный раствор предыдущей ступени и насосом подается экстрактный раствор следующей ступени. В последний отстойник Е-7 вместо экстрактного раствора вводится чистый феноло-крезольпый растворитель.
В отделении регенерации растворителей экстрактный раствор насосом Н-5 через теплообменники Т-2 и Т-3 направляется в колонну К-1 на отпарку пропана. С низа колонны К-1 экстрактный раствор передается в колонну К-2, куда поступает водяной пар. В колоннах К-2, К-3, К-4 происходит постепенная отпарка феноло-крезольного растворителя. С низа колонны К-2 экстрактный раствор перетекает в колонну К-3, с низа колонны К-3 перетекает в колонну К-4. В колонну К-3 также подается водяной пар, в колонне К-4 поддерживается вакуум. Экстракт, освобожденный от растворителя с низа колонны К-4 насосом Н-16 через теплообменник Т-2 отводится с установки.
Температура низа колонн К-1, К-2 и К-3 поддерживается циркуляцией нижнего продукта через печи П-1 и П-2.
Регенерация растворителя из рафииатного раствора происходит в колоннах К-6, К-7, К-3 и К-9 аналогично регенерации растворителей из экстрактного раствора.
Пары пропана уходят с верха колонн К-1 и К-6 и конденсируются в холодильнике-конденсаторе Х-5. Жидкий пропан собирается в емкости чистого пропана Е-8, откуда направляется на экстракцию.
Уходящие с верха колонн К-2 и К-8 феноло-крезольные пары охлаждаются и конденсируются в теплообменниках Т-3, Т-6 и в холодильнике Х-9 и направляются в верхнюю часть осушительной колонны К-5. Феноло-крезольные пары из колонн К-3 и К-7 охлаждаются и конденсируются в конденсаторе-холодильнике Х-7 и поступают в середину колонны К-5. Пары из колонн К-4 и К-9 охлаждаются и конденсируются в конденсаторе-холодильнике Х-6; жидкий продукт собирается в вакуум-приемнике Е-10. С верха вакуум-приемника Е-10 несконденсировавшиеся пары поступают во всасывающую линию вакуум-насоса, с низа вакуум-приемника Е-10 феноло-крезольный растворитель и вода насосом Н-17 направляются в колонну К-5. С низа колонны К-5 обезвоженная фе-ноло-крезольная смесь откачивается насосом Н-18 через теплообменник Т-4 и холодильник Х-4 в емкость Е-9, откуда насосом Н-12 подается вновь на экстракцию.
Азеотропная смесь феноло-крезольного растворителя и воды уходит с верха колонны К-5, конденсируется в конденсаторе-холодильнике Х-8-и поступает в отстойник Е-11.
346
Нижний слой, который состоит на 90% из растворителя и на 10% из воды, является орошением К-5. Верхний слой — вода, содержащая 6—9% растворителя. Эта вода направляется на промывку пропаном (на схеме не показано) для извлечения из нее фенола и крезола, а потом используется для получения водяного пара.
Регенерация растворителей из раствора асфальта на схеме не приведена.
Технологический режим процесса
Температура, °С
деасфальтизации ..................... ..... 40
экстракции........................................................ 50
верха К-1, К-6.................................................. 65-85
низа К-1, К-6 ............................................. 300-325
верха К-2, К-8.................................................. 270—280
низа К-2, К-8 ............................................. 280-320
Давление, МПа
деасфальтизации.............................................. 2,2—2,5
экстракции........................................................ 2,1—2,4
регенерации пропана (I ступень) .... 1,8 регенерации феноло-крезолыюй смеси
II ступень.................................................... .. 0,5—0,6
IIIступень................................................... 0,13
IV ступень................................................... 0,09
Материальный баланс процесса очистки парными растворителями гудрона ромашкинской нефти [в % (масс,)]
Поступило'. Получено:
Гудрон........................................ 100,0 Рафинат............................... ..... 30,1
Экстракт...................................... .... 33,8
Асфальт....................................... 35,8
Потери......................................... 0,3
Итого . . . 100,0
Аппаратура. Основной аппарат — смеситель-отстойник (рис. 92). Экстрактный и рафинатный растворы через центральный ввод поступают в смесительную камеру, расположенную внутри отстойника. Штуцер вывода экстрактного раствора находится в нижней части отстойника, штуцер вывода рафинатного раствора — в верхней. Размеры отдельного аппарата зависят от производительности установки. Обычно производительность 1 м3 экстракционной системы составляет 0,7—0,8 м3/ч суммы объемов сырья, пропана и фенол-крезольной смеси.
Примерные технико-экономические показатели на 1 т рафината из гудрона ромашкинской нефти
Пропан, кг ................ 2,7—3,7 Вода оборотная, м3 . . 81,2—105
Фенол, кг.......................... 0,4—0,6 Электроэнергия, МДж 179,3—230,4
Крезол, кг......................... 1,0—1,6 Топливо, кг........................ 89,7—102
Пар, ГДж.......................... 363,6-1070,6
347
Процесс очистки парными растворителями характеризуется большими эксплуатационными расходами, поскольку на 1 кг сырья применяется 7—8 кг растворителя, но позволяет получать более
высокие выходы рафината лучшего
£_________ / / качества, чем при последователь-
. /1 h—w?/7 / а [Л Нй^ деасфальтизации и селектив-
fy~ ^-ttw" "~ ^Т ной очистке фенолом.
^TJ " Перспективы развития процесса.
Идея совместной очистки остаточ-Рис. 92. Смеситель-отстойник: ных масел двумя различными по
и?^^-штуГр°дЛяТв^Г«сГт° свойствам растворителями была по-
рактного -и рафинатного растворов; ЛОЖеНЭ В ОСНОВУ СХвМЫ, РЭЗрабо-
3—штуцер для вывода рафинатного „ ___^ 1П-Д г г^
раствора; 4 — корпус; 5 —камера сме- ТЭННОИ В CLLF В 197j Г. СуТЬ
шeння■ процесса состоит в проведении фе-
нольной очистки деасфальтизата в
растворе пропана. Процесс происходит в колонных аппаратах. Эта
схема значительно проще дуосол-процесса и по предварительным
данным значительно экономичнее.
§ 71. ДЕПАРАФИНИЗАЦИЯ МАСЕЛ
Рафинаты селективной очистки, полученные из парафинистых нефтей, содержат твердые высокомолекулярные углеводороды, которые при понижении температуры выделяются в виде кристаллов. Вследствие этого масла теряют подвижность и становятся непригодными к эксплуатации в условиях низких температур.
Для получения масел, пригодных для применения при —15, —30 °С и даже при еще более низких температурах, рафинаты селективной очистки необходимо подвергнуть депарафинизации — удалению твердых углеводородов. Это осуществляется путем вымораживания твердых углеводородов из раствора рафината в специально подобранном растворителе.
Рафинаты селективной очистки дистиллятных масляных фракций содержат преимущественно твердые высокомолекулярные ал-каны с нормальной или слаборазветвленной цепью атомов углерода. Эти углеводороды выпадают при охлаждении в виде крупных кристаллов правильной формы. Твердый продукт, выделяемый из дистиллятных масел, называется гачем.
Рафинаты селективной очистки остаточных масляных фракций содержат в основном твердые высокомолекулярные нафтеновые и ароматические углеводороды с длинными парафиновыми радикалами нормального или слаборазветвленного строения. Эти соединения осаждаются при понижении температуры в виде мелких игольчатых кристаллов. Твердый продукт, выделяемый из остаточных масел, называется петролатумом. Твердые углеводороды частично растворены в масляной фракции, а частично взвешены в виде очень мелких кристаллов.
Процесс депарафинизации осуществляют при глубоком охлаждении как с применением селективных растворителей, так и без
348
них. Однако в последнем случае кристаллы твердых углеводородов получаются мелкими, неправильной формы и плохо отделяются от масла. Полнота очистки не достигается, поскольку в масле остается значительное количество твердых4 углеводородов, в то время как часть масла увлекается с твердым осадком.
Чтобы легко и полно выделить твердые углеводороды из рафи-ната, необходимо получить крупные и возможно более правильные кристаллы. Следовательно, одной из задач процесса является создание благоприятных условий для роста кристаллов. На рост кристаллов влияют следующие факторы:
1) вязкость раствора—высокая вязкость раствора препятствует росту кристаллов;
2) скорость охлаждения раствора (в сС/ч) — при большой скорости охлаждения кристаллы не успевают вырасти, вместо малого числа крупных кристаллов образуется большое число мелких кристаллов;
3) концентрация твердых углеводородов в растворе — слишком большое разбавление замедляет рост кристаллов, так как увеличивается путь молекул твердых углеводородов до встречи друг с другом.
Большое число центров кристаллизации в растворе (а ими могут быть частицы диспергированных твердых углеводородов) также способствует образованию мелких кристаллов. Для уничтожения центров кристаллизации сырье перед началом процесса нагревают до температуры, на 15—20 °С превышающей температуру плавления твердых углеводородов, которые после расплавления полностью растворяются в масле.
Растворители. Селективные растворители, применяемые в процессе депарафинизации, должны хорошо растворять ценные углеводороды масляной фракции и почти не растворять твердых углеводородов. Смешение масляной фракции с растворителем улучшает условия выделения твердых углеводородов, ранее растворенных в масляной фракции, при последующем охлаждении. Уменьшение вязкости раствора способствует укрупнению кристаллов.
К растворителям депарафинизации, кроме общих требований к избирательным растворителям, предъявляются и специфические требования, связанные с уменьшением эксплуатационных затрат. Эти растворители «должны допускать» высокие скорости охлаждения и отделения раствора масла от твердых углеводородов и обладать к тому же низким температурным эффектом депарафинизации (ТЭД). Температурным эффектом или температурным градиентом депарафинизации называется разность между требуемой температурой застывания депарафинированного масла и температурой охлаждения раствора, которая обеспечивает необходимую температуру застывания. Низкий ТЭД приводит к уменьшению расходов на охлаждение раствора, а высокие скорости охлаждения и разделения позволяют уменьшить размеры аппаратов.
В качестве растворителей депарафинизации применяют легкий бензин, сжиженный пропан, дихлорэтан, кетоны.
34С
В настоящее время наиболее распространен процесс депарафи-низации с использованием кетонов: ацетона и метилэтилкетона (МЭК). Кетоны совсем не растворяют твердых углеводородов и в то же время плохо растворяют масла. Для повышения растворяющей способности по отношению к маслам к кетонам добавляют толуол или его смесь с бензолом. Температурный эффект депарафи-низации смесью кетонов с толуолом невысок: от 10 до 0°С. Кетоны допускают высокие скорости охлаждения (100°С/ч) и фильтрования [70—100 кг/(м2-ч) по сырью].
Перспективными растворителями являются высокомолекулярные кетоны, такие, как метилизобутилкетон. Масла в этих кетонах растворяются настолько хорошо, что можно отказаться от добавления ароматических растворителей. Отсутствие бензола и толуола в растворителе уменьшает величину ТЭД, повышает скорость фильтрования и выход масла. Применение однокомпонентного растворителя упрощает эксплуатацию установки.
Параметры процесса и качество целевого продукта. К основным параметрам процесса депарафинизации с использованием растворителей относятся состав растворителя, соотношение растворитель : сырье, скорость охлаждения, температура депарафинизации.
Изменение состава растворителя (изменение соотношения толуол : кетоны) позволяет варьировать селективность смешанного растворителя. Увеличение содержания кетонов в смеси приводит к понижению температуры застывания, но выход депарафинирован-ного масла при этом снижается. Наоборот, увеличение содержания толуола повышает температуру застывания, но способствует увеличению выхода масла. Обычно растпоритель содержит от 25 до 50% (масс.) кетонов.
Соотношение между растворителем и сырьем подбирается в зависимости от вязкости сырья: чем выше вязкость сырья, тем больше приходится применять растворителя. Однако разбавление сырья растворителем не должно быть чрезмерным, поскольку может вызвать повышение температуры застывания масла в результате увеличения количества растворенных твердых углеводородов пропорционально возросшему количеству растворителя, при этом также ухудшается ТЭД. На практике применяют разбавление от 1,5:1 (для маловязких дистиллятных масел) до 4,5 : 1 (для вязких остаточных масел).
| Плотность р^°........................... Вязкость при 60 °С. мм2/с . . Коксуемость, °/о (масс.) . . . Температура застывания, СС Содержание серы, °/о (масс.) |
Ниже показано качество исходного сырья и продуктов депарафинизации:
| Рафинат ромашкин- екой нефти (320-450 °С) | Депарафи- нированное масло | Гач |
| 0,859 | 0,864 | 0,822 |
| 2,4 0,02-0,06 32-45 0,7-0,8 | 4,89 0,08-0,10 -10+-20 0,9-1,0 | 46-50 0,11 |
25Э
У депарафинированного масла температура застывания снижается на 40—60 °С, а коксуемость и вязкость повышаются, так как удаляемые твердые углеводороды имеют очень малую вязкость и коксуемость.
При депарафинизации смесь охлаждается в две стадии. Первую стадию — до температуры, на несколько градусов превышающей температуру помутнения, — можно проводить быстро. Вторая стадия— от начала помутнения до температуры, при которой происходит основная кристаллизация,— должна протекать достаточно медленно (со скоростью не более 60—80°С/ч). Окончательное охлаждение до температуры фильтрования проводят гораздо интенсивнее.
Порядок смешения сырья с растворителем также влияет на характер образования кристаллов. При депарафинизации дистиллят-ного сырья, особенно легкого, лучшая кристаллическая структура образуется при охлаждении вначале сырья с небольшим количеством растворителя или без него. При депарафинизации остаточного сырья до начала охлаждения к сырью прибавляют весь растворитель, что предотвращает образование мелких кристаллов наиболее высокоплавких парафинов.
Технологическая схема. Установка депарафинизации состоит из следующих отделений: 1) отделение кристаллизации и фильтрования; 2) отделение регенерации растворителя; 3) холодильное отделение и система инертного газа.
Технологическая схема первого и второго отделений депарафинизации рафината селективной очистки дистиллятной масляной фракции приводится на рис. 93.
В отделении кристаллизации и фильтрования (рис. 93, а) сырье насосом Н-1 через подогреватель Т-1 и водяной холодильник Х-1 подается в регенеративный кристаллизатор Кр-1, где охлаждается раствором депарафинированного масла. Затем сырье смешивается с охлажденным влажным * растворителем и циркулирующим фильтратом и поступает в кристаллизатор Кр-2, где охлаждается жидким аммиаком, после чего снова смешивается с порцией охлажденного влажного растворителя, а также с порцией охлажденного сухого растворителя. Кристаллы твердых углеводородов выпадают из раствора. Суспензия кристаллов твердых углеводородов в растворе масла направляется в питательную емкость I ступени фильтрования Е-1, откуда перетекает в барабанный фильтр I ступени Ф-1.
В фильтре Ф-1 твердые углеводороды осаждаются в виде лепешки на барабане фильтра, а фильтрат просачивается внутрь барабана и собирается в емкости депарафинированного масла Е-2. Раствор депарафината через кристаллизаторы Кр-1, Кр-3 и теплообменники Т-2, Т-3, Т-4, где нагревается за счет охлаждения сырья, сухого растворителя и влажного растворителя, направляется в отделение регенерации растворителя. Лепешка гача на бара-
* Влажным называется растворитель, содержащий растворенную воду, сухим—безводный растворитель.
351
 r^o, As71 ^YiAi ^
r^o, As71 ^YiAi ^
( \\ r Kp-4 JL •
r©----------- 41---- ^t
-i-T ' I T KP~5 U £<4
H-\ ^ii in iv v I ffi-2 H-Jfcl &
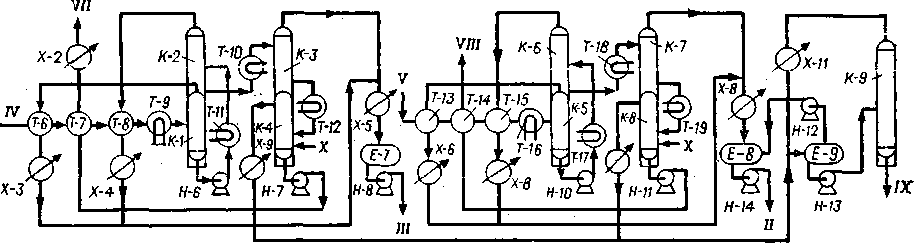
Рис. 93. Технологическая схема установки депарафинизации м
а — отделение кристаллизации; б —отделение / — сырье; // — влажный растворитель; ///■—сухой растворит'ель; IV— р VI — аммиак; VII — депарафинированное масло; VIII —
бане фильтра Ф-1 промывается от увлеченного масла порцией сухого растворителя, и фильтрат собирается в емкости некондиционного депарафинированного масла Е-5.
Срезанный ножом с барабана гач шнеком продавливается в емкость Е-3, куда также поступает порция сухого растворителя для разбавления гача. Из емкости Е-3 раствор гача насосом Н-3 переводится в питательную емкость фильтра II ступени Е-4, откуда перетекает в фильтр II ступени Ф-2. Твердые углеводороды остаются в виде лепешки на барабане Ф-2, а фильтрат — некондиционный депарафинат'—собирается в емкости Е-5. Лепешка так же, как в фильтре I ступени, промывается порцией сухого растворителя. Некондиционное депарафинированное масло насосом Н-4 добавляется к сырью перед кристаллизатором Кр-2. Гач удаляется из фильтра II ступени точно так же, как из фильтра I ступени. Раствор гача собирается в емкости Е-6, из которой насосом Н-5 направляется через кристаллизатор Кр-5 в отделение регенерации растворителя. В гаче содержатся кристаллы льда, попавшие в него из влажного растворителя.
В отделении регенерации растворителя (рис. 93,б) отгон рас-' творителя от депарафинированного масла осуществляется в четыре ступени. Раствор депарафинированного масла нагревается в теплообменниках Т-6, Т-7, Т-8 и пароподогревателе Т-9 и поступает последовательно в колонны К-1, К-2, К-3 и К-4. В низ колонны К-4 подается водяной пар. Депарафинированное масло с низа колонны К-4 через теплообменник Т-7 и холодильник Х-2 отводится с установки. С верха колонн К-1, К-2 и К-3 уходят пары сухого растворителя, конденсируются, охлаждаются и поступают в емкость сухого растворителя Е-7, откуда насосом Н-8 сухой растворитель возвращается в отделение кристаллизации.
Отгон растворителя от гача также происходит в четыре ступени, в колоннах К-5, К-6, К-7 и К-8. С верха колонн К-5, К-6 и К-7 уходят пары влажного растворителя, конденсируются и охлаждаются. Влажный растворитель собирается в емкости Е-8, откуда насосом Н-14 возвращается в отделение кристаллизации.
С верха колонн К-4 и К-8 уходят пары растворителя и водяной пар. После охлаждения и конденсации растворитель и вода поступают в емкость Е-9, где происходит расслоение жидкости. Верхний слой — влажный растворитель—насосом Н-12 перекачивается в емкость Е-8. Нижний слой, содержащий 15% метилэтил-кетона, подается насосом Н-13 в кетоновую колонну К-9, с низа которой отводится в канализацию вода, а с верха азеотропная смесь метилэтилкетона и воды через конденсатор Х-11 поступает обратно в емкость Е-9.
Для просушки (отдувки) лепешки от растворителя в фильтрах, а также для создания подушки в емкостях с растворителем применяется инертный газ.
В холодильном отделении осуществляется охлаждение сырья, растворителя и инертного газа на холодильной установке со схемой
»/312 Зак. 380
353
непосредственного испарения хладагента (аммиака, пропана, этана) в кристаллизаторах при —35 и — 43 °С.
Технологический режим процесса
Температура термообработки °С................. ........ 60—80
I ступени охлаждения (водой) .... 20—30
I ступени фильтрования........................... .......... —25
II ступени фильтрования....................... .......... —10
Давление в кожухе вакуум-фильтра, МПа 0,101
Вакуум в барабане вакуум-фильтра, МПа 0,015—0,03
Градиент депарафинизации, °С......................... .......... 5—10
Скорость фильтрования по сырью, кг/(м2 • ч) 90
Материальный баланс установки депарафинизации
рафинатов селективной очистки фракций смеси нефтей
типа ромашкИнской [в % (масс.)]
Дистиллятная Остаточная
фракция фракция
(420-500 °С) (выше 500 °С)
при -15 °С при 0 °С
Поступило:
Сырье............................................................ 100,0 100,0
Получено:
Депарафинированное масло........................ 76,0 65,0
Гач или петролатум..................................... ......... 23,0 34,0
Потери.......................................................... ............ 1,0 1,0
Итого . . . 100,0 100,0
Производительность установки составляет примерно 210 тыс. т/год на остаточном и 240 тыс. т/год на дистиллятном сырье, т. е. производительность установок депарафинизации на дистиллятном сырье на 25—30% выше, чем на остаточном, а скорость фильтрования (по маслу) в зависимости от типа нефти соответственно выше на 25—40%.
Аппаратура.Аммиачный кристаллизатор (рис. 94) представляет собой холодильник типа труба в трубе. Жидкий аммиак, поступающий во внешние трубы из расположенного сверху бака, испаряется, а пары его по отводным коллекторам вновь собираются в верхней части бака, откуда отсасываются в холодильное отделение. Во внутренние трубы подается охлаждаемый раствор сырья. Чтобы выделяющийся гач не прилипал к стенкам, внутри каждой трубы установлен вал со скребками. Все валы приводятся в движение от электродвигателя.
В регенеративных кристаллизаторах во внешние трубы подается раствор депарафинированного масла.
Ниже приведена краткая техническая характеристика аммиачного (I) и регенеративного (II) кристаллизаторов:
i п
Поверхность охлаждения, м2........................ 70 85
Коэффициент теплопередачи, ВтДм2 • °С) .... 176—230 50—140
354
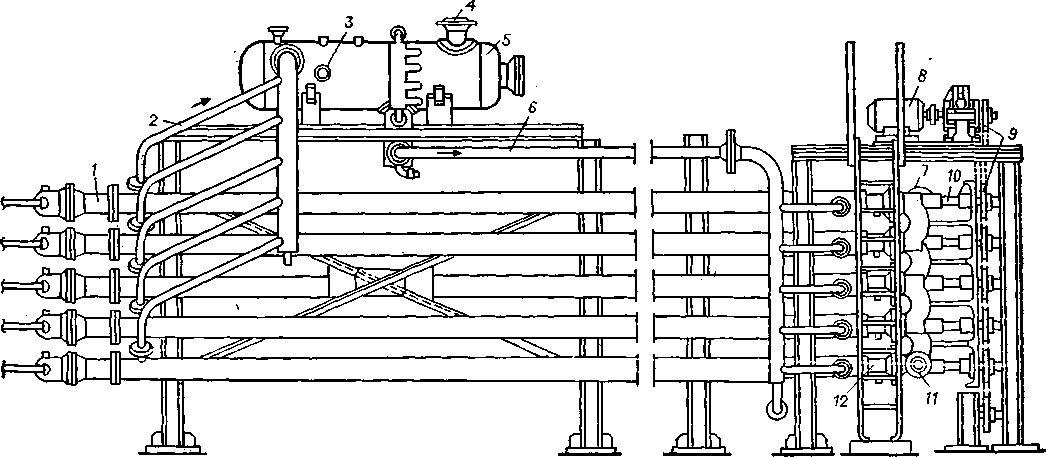
Рис. 94. Аммиачный кристал
1—трубы для аммиака (внешние); 2 —трубы для ввода паров аммиака из аппарат 4— штуцер для вывода паров аммиака; 5 —бак для аммиака; 6—коллектор для ввода раствора сырья; ,8 — электродвигатель; 9 — муфта привода вала: 10— вал с
12—трубы для продукта (внутр
Барабанный вакуум-фильтр (рис. 95)—непрерывно действующий аппарат с поверхностью фильтрования 50 м% диаметром барабана 3 м и длиной 5,4 м. Частота вращения барабана 0,21— 0,5 об/мин. Уровень жидкости в корпусе поддерживается таким, чтобы было погружено 60% поверхности барабана. Примерно через 30—36 ч ткань фильтра промывается горячим растворителем.' Контроль и регулирование процесса.Для нормальной работы установки важно поддерживать постоянную температуру сырья на входе в фильтры. Эта температура перед фильтрами I ступени определяется расходом аммиака в аммиачные кристаллизаторы.
|
|
Температура продукта перед фильтрами II ступени зависит от температуры растворителя, поступающего на разбавление гача I ступени, и растворителя, применяемого для промывки на I и II ступенях. Уровень сырья в фильтрах регулируется клапанами на линиях подачи сырья из питательной емкости в фильтр.
Рис. 95. Общий вид барабанного Техника безопасности.Раствори-
вакуум-фильтра. тели депарафинизации и аммиак
взрывоопасны и токсичны. Поэтому аппаратура и трубопроводы должны быть герметизированы. Емкости для хранения растворителя и растворов фильтратов, а также фильтры подпитываются инертным газом для предотвращения образования взрывоопасной смеси паров с воздухом.
Примерные технико-экономические показатели на 1 т депарафинироаанного масла
(7'заст = -1б00)
Толуол, кг...................................... 1,6 Аммиак, кг............................... 0,05
Метилэтилкетон, кг....................... 2,0 Водяной пар, ГДж.................... 50—54
рензол, кг....................................... 1,5 @ода оборотная, м3 .... 51,7
Инертный газ, кг........................... .... 2,9 Электроэнергия, МДж . . . 720
Арктические и трансформаторные масла с температурой застывания —60СС получают в процессе глубокой депарафинизации. При этом используют две ступени охлаждения. На первой ступени применяют аммиак, на второй — сжиженный этан.
§ 72. АДСОРБЦИОННАЯ ОЧИСТКА МАСЕЛ
Адсорбционная очистка масел основана на способности адсорбентов избирательно извлекать из масел смолистые и сернистые соединения, непредельные и полициклические ароматические углеводороды, а также органические кислоты, остатки серной кислоты и растворителей. В результате очистки улучшаются цвет масла, его стабильность, индекс вязкости, коксуемость.
В качестве адсорбентов при очистке масел, как и при очистке топлив, применяют природные глины (отбеливающие земли) и
Ж
искусственные алюмосиликаты. Природные глины перед употреблением активируют серной или соляной кислотой и высушивают.
В технологии производства масел (и парафинов) адсорбенты наиболее широко применяют для доочистки продуктов от остатков нежелательных компонентов: солей нафтеновых кислот и еульфо-кислот, кислых гудронов, серной кислоты, избирательных растворителей и смол.
В промышленности получили распространение следующие способы очистки: 1) контактная очистка с топко измельченным адсорбентом; 2) перколяция или фильтрование через слой гранулированного адсорбента.
Контантная очистка
При контактной очистке масла смешиваются с тонко измельченной отбеливающей землей. Поскольку активность адсорбента зависит от степени его измельчения, применяют глину очень тонкого помола. Чтобы снизить вязкость масла и улучшить его проникновение в поры адсорбента, масло нагревают.
Температура процесса зависит от качества сырья, природы адсорбента и требуемой степени очистки готового продукта.
Чаще всего легкие дистиллятные масла подвергают контактированию при 80—120°С, средние —при 140—170 °С, остаточные — при 180—220 °С. На эффективность процесса влияет также продолжительность контакта масла с глиной. Чаще всего время контакта составляет 20—25 мин.
К достоинствам процесса следует отнести возможность легко регулировать степень очистки, определяемую цветом готового продукта, путем изменения температуры процесса и соотношения адсорбент : масло. Сырье очищается непрерывно, вредные примеси извлекаются все сразу. К недостаткам процесса относятся: трудность регенерации адсорбента, потери масла с адсорбентом [30— 40% (масс.) от адсорбента], частичное разложение масла вследствие того, что при высоких температурах природные алюмосиликаты проявляют крекирующую епособноеть. Кроме того, в ряде случаев контактная очистка не позволяет получить масла достаточно высокого качества по цвету. Адсорбент не регенерируется на установке.
Технологическая схема. Технологическая схема процесса адсорбционной очистки масел контактным способом* приводится на рис. 96.
Масло, поступающее на установку для доочистки, подается сырьевым насосом HI через теплообменник Т-1 в блок пылепри-готовлення БП, где в поток масла дозируется адсорбент. Смесь масла с глиной поступает в смеситель А-1, оборудованный турбинной мешалкой. Из смесителя А-1 смесь насосом Н-2 подается в трубчатый нагреватель П-1 и оттуда в испарительную колонну К-1, в которой от масла и глины отпариваются вода, продукты
* Промывка адсорбента растворителем па скеме не показана.
12 3.IK. 380
357
разложения масла, остатки избирательных растворителей и газы разложения. В низ колонны К-1 для улучшения отпарки и перемешивания суспензии вводится водяной пар.
Пары отгона с верха колонны К-1 направляются в конденсатор отгона Х-1, где охлаждаются до Ю5'°С. При этом конденсируются только углеводороды, конденсат и пары воды поступают в сепаратор С-1, с низа которого часть жидкого отгона насосом Н-4 возвращается на орошение колонны К-1, а основное количество отводится с установки. Водяные пары с верха сепаратора С-1 поступают в охлаждаемый водой конденсатор смешения Х-2, конденсируются и сбрасываются в канализацию.
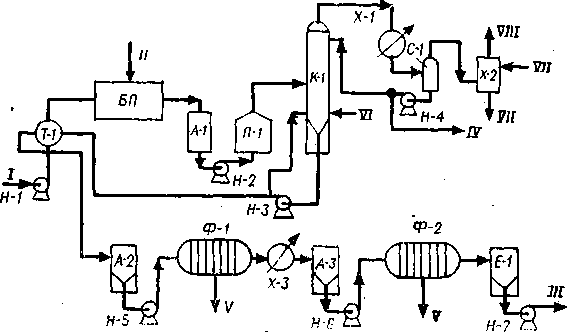
Рис. 96. Технологическая схема установки контактной очистки масел:
/ — сырье; // — глина; /// — очищенное масло; IV— отгон; V — глина в отвал; VI — водяной пар; VII — вода; VIII — неконденсироаанные газы.
С низа колонны К-1 суспензия адсорбента в масле насосом Н-3 частично возвращается в колонну К-1 для предотвращения выпадения глины из масла. Другая часть направляется через теплообменник Т-1 в пневматический смеситель А-2, откуда насосом Н-5 подается на дисковый фильтр Ф-J. Здесь происходит грубое отделение масла от глины. Масло через холодильник Х-3 поступает в пневматический смеситель А-3, откуда с помощью насоса Н-6 продавливается через рамный фильтр Ф-2 для тонкой очистки масла от глины. Из фильтра Ф-2 масло поступает в емкость Е-1, откуда насосом Н-7 отводится с установки. Глина периодически удаляется из фильтров и направляется или на регенерацию адсорбента, или в отвал.
Технологический режим установки
Температура, "С
сырья после Т-1.......................................... .......... 80
суспензии масла и глины после //-/ . . 135—160
верха колонны К-1........................................ ..... 120 — 140
суспензии масла после Т-1............................ 95—120
суспензии масла после Х-3 .......................... 110
3-58
Время пребывания суспензии масла в печи,
мин..................................................................
Расход глины, % (масс.) на сырье
при очистке дистиллятных масел . . . .
при очистке остаточных масел......................
6-7
3-10 10-25
 Чтобы уменьшить потери масла, увлекаемого глиной, обычно глину промывают каким-либо-растворителем, например тяжелым бензином.
Чтобы уменьшить потери масла, увлекаемого глиной, обычно глину промывают каким-либо-растворителем, например тяжелым бензином.
Материальный баланс контактной очистки дистиллятных и остаточных масел [в % (масс.)]
Остаточное масло
Днстиллятное масло
Поступило:
| .'2 |
| 100 10 2 |
Масло........................................... .......... 100
Сухая глина................................. ............. 5
| jxfl== |
Растворитель............................... ............. 2
| =*к: |
| 107 |
| 112 |
| ,S |
Итого . . .
| 91,5 7,8 0,2 2,0 1,0 9,5 |
Получено:
| 95 3,8 1,0 2,0 0,5 4,7 |
Очищенное масло.......................
Отмытое масло............................
Отгон............................................
Растворитель...............................
| г±У |
Вода.............................................
Глина в отвал ............................
Итого ... 107
| Рис. 97. Турбосмеси-тель: / — электродвигатель; колеса; 4 — лопастные кольца; 5 —корпус смесителя; 6 — подпятник вала. |
112
Аппаратура. Смеситель (рис. 97), предназначенный для получения однофазной смеси масла с глиной, представляет собой цилиндрический стальной аппарат сварной конструкции высотой 5 м и диаметром 2,2 м, снабженный устройством для перемешивания. Внутри смесителя имеется вертикальный вал с четырьмя лопастными турбинными колесами, вращающимися по часовой стрелке внутри неподвижно закрепленных кольцеобразных лопастных колес. При работе тур-бомешалки создается вихревое движение содержимого смесителя. Турбомешалка приводится в движение электромотором, установленным на крышке смесителя.
Дисковый фильтр служит для грубого отделения масла от глины. Масло фильтруется под давлением 0,3—0,4 МПа, которое создается насосом. По конструкции дисковый фильтр-пресс представляет собой горизонтальный стальной цилиндр, состоящий из верхней и нижней половины. Нижняя часть жестко закреплена на стойках, верхняя откидывается на шарнирах. Внутри к верхней крышке крепятся 36 фильтрующих элементов (дисков) диаметром 900 мм, состоящих из обруча, на который с двух сторон натянуты крупная железная сетка, мелкая железная сетка и ткань из мо-нель-металла. Внутри диска имеется выводная трубка. Масло
12»
359
в смеси с глиной поступает в кожух, откуда просачивается внутрь дисков и по трубкам выводится в коллектор масла.
Рамный фильтр-пресс служит для полного извлечения из масла самых мелких частиц глины. Фильтрующей поверхностью является бумага и ткань.
Колонна-.и спарит ель оборудована семью ректификационными тарелками. Особенностью колонны является коническое нижнее днище, обеспечивающее полный вывод глины из аппарата.
Примерные технико-экономические показатели на 1 т очищенного масла
Адсорбент, кг . . :................................... 30—200
Пар, ГДж.......................................................... . 155-210
Вода оборотная, м3........................................... 2,1—2,8
Электроэнергия, МДж........................................ 19,8—23,4
Топливо, кг.......................................................... ......... 0,1—0,3
Метод перколяции
Через слой гранулированного адсорбента осуществляется фильтрование как на неподвижном, так и на движущемся адсорбенте. В первом случае масло в чистом виде или в растворе тяжелого бензина фильтруется через неподвижный слой глины с частицами размером 0,3—2 мм.
Фильтр представляет собой вертикальный пустотелый цилиндрический аппарат, заполненный адсорбентом. Первые порции масла очищаются очень глубоко. По мере того как адсорбент насыщается извлекаемыми из масла веществами, полнота очистки падает. Весь фильтрат собирается в одну емкость и перемешивается. Поэтому качество фильтрата получается усредненным. По окончании фильтрования адсорбент промывается растворителем (тяжелым бензином) для извлечения из фильтра остатков масла. Затем для удаления растворителя фильтр пропаривается водяным паром. После промывки и пропарки адсорбент выгружается и заменяется свежим.
Основной недостаток метода перколяции на неподвижном адсорбенте— его трудоемкость и громоздкость. Основное преимущество—мягкие условия очистки при температурах от 20 до 100°С, отсутствие разложения углеводородов масла. Метод применяется в основном для доочистки масел.
Непрерывный процесс адсорбционной очистки и доочистки масел с использованием растворителя происходит в противотоке на движущемся синтетическом алюмосиликатном адсорбенте с размером зерен 0,25—0,8 мм. Растворитель—бензиновая фракция 80—120°С, содержащая 3—5% ароматических углеводородов. В стадии адсорбции растворитель применяется для снижения вязкости масла, в стадии промывки служит десорбентом. Адсорбент подвергается непрерывной окислительной регенерации непосредственно на установке.
360
Результаты адсорбционной доочистки на движущемся адсор-бенте рафинатов селективной очистки дистиллятных и остаточных масел сернистых нефтей приведены в табл. 21.
ТАБЛИЦАМ
Характеристика масел из сернистых нефтей до и послэ
адсорбционной доочистки при соотношении
адсорбент:сырье = 0,5:1
| Дистиллятное масло фенольной очистки | Остаточное масло фенольной очистки | Остаточное масло фурфурольной очистки | ||||
| исходное | после доочистки | исходное | после доочистки | исходное | после доочистки | |
| Выход масла, °/о (масс.).................... Вязкость при 100°С, Индекс вязкости . . Коксуемость, % (масс.)...................... | 10,6 80 0,29 | 91,5 10,1 85 0,10 | 19,7 85 0,55 | 94,0 18,5 90 0,30 | 25,8 81 0,8 | 91,5 22,3 83 0,46 |
Технологическая схема. Технологическая схема процесса непрерывной адсорбционной очистки с окислительной регенерацией адсорбента приводится на рис. 98.
Сырье и растворитель смешиваются на входе в нижнюю часть адсорбера А-2, при этом раствор движется снизу, вверх, а сверху в адсорбер входит циркулирующий адсорбент и опускается вниз противотоком к раствору сырья. Адсорбент извлекает из сырья смолы и полициклические ароматические углеводороды. Раствор очищенного масла (раствор рафината-1) с верха адсорбера А-2 направляется на регенерацию растворителя, осуществляемую в две ступени в колоннах К-1 и К-2.
Суспензия адсорбента, насыщенного извлеченными веществами, в растворителе из адсорбера А-2 поступает нисходящим потоком в десорбер А-3, где промывается восходящим потоком теплого растворителя, подаваемого в нижнюю часть десорбера А-3. Теплый растворитель вытесняет с поверхности адсорбента ароматизированный рафинат-2. Раствор рафината-2 уходит с верха десорбера А-3 и подвергается трехступенчатой отгонке от растворителя, которая проводится в кипятильнике Т-4, колоннах К-3 и К-4.
С низа десорбера А-3 суспензия адсорбента, насыщенного смолами, перетекает в паровую сушилку с кипящим слоем А-4, где от адсорбента водяным паром отпаривается растворитель.
Высушенный адсорбент подается при помощи пневмотранспорта в сепаратор пневмовзвеси С-1, откуда стекает в ступенчато-противоточный регенератор Р-1. В регенераторе смола выжигается
361
с поверхности адсорбента. Воздух нагнетается противотоком адсорбенту в низ регенератора Р-1, дымовые газы уходят с верха регенератора Р-1 в котел-утилизатор.
С низа регенератора Р-1 регенерированный адсорбент направляется в холодильник с кипящим слоем А-1, где охлаждается в результате отвода тепла водой через змеевик, а также нагрева воз-
|
|
| vm VII |
| ••/// |
Рис. 98. Технологическая схема установки непрерывной адсорбционной
очистки масел:
/—сырье; //—адсорбент; III — рафинат-1; IV— рафинат-2; V — воздух; VI — вода;
VII — водяной пар; VIII — дымовые газы.
духа, поступающего на регенерацию через А-1 в Р-1. С низа холодильника А-1 адсорбент при помощи пневмотранспорта подается в сепаратор пневмовзвеси С-2, откуда вновь направляется в адсорбер А -2.
Технологический режим установки
Дистиллят Деасфальтизат Соотношение
адсорбент : сырье при очистке ..... 2:1 (3-ь4): 1
адсорбент: сырье при доочистке . ., 0,2:1 (0,25-^-0,5); 1
растворитель : сырье на разбавле
ние.......................................................... 1:1 1:3
адсорбент : растворитель на десорб
цию ................................................. 1:2 1:2
Температура, °С
адсорбция............................................. ..................... 40—45
десорбция............................................. 75—80
сушки адсорбента................................. 150
выжига смол......................................... С50
Давление процесса, МПа............................. 0,1—0,14
362
Материальный баланс непрерывной адсорбционной очистки масел [в % (масс.)]
Очистка Очистка Доочистка
дистиллята деасфальти- дистиллятных
зата и остаточных
масел Поступило:
Сырье.......................................... .......... 100 100 100
Получено:
Рафинат-1 (очищенное масло). 72,7 65,7 94,0
Рафинат-2 (ароматизирован
ный продукт)............................... ......... 16,8 18,8 6,0
Выжигаемые смолы и потери 10,5 15,5 —
Итого . . . 100,0 100,0 100,0
Рафинат-2 в отличие от экстрактов селективной очистки не содержит смолистых веществ и представляет собой высококонцентрированные ароматические углеводороды и их производные, в том числе сераароматические соединения. Последние используют в качестве наполнителей и пластификаторов при производстве резины, теплоносителей, газостойких конденсаторных масел, а также компонентов при получении присадок.
Примерные технико-экономические показатели ,
на 1 т очищенного масла (при очистке деасфальтизата)
Адсорбент, кг.............................................................. ......... 2,3
Растворитель, кг.......................................................... ......... 163
Пар, ГДж...................................................................... 2514
■Вода оборотная, м3 ............................................... ....... 178,0
Вода химическая очищенная, м3................................ 4,0
Электроэнергия, МДж................................................ 550
§ 73. СЕРНОКИСЛОТНАЯ И ЩЕЛОЧНАЯ ОЧИСТКА МАСЕЛ
Товарные масла из дистиллятных и остаточных фракций бакинских и эмбенских нефтей, содержащих незначительное количество смол, в промышленности до сих пор получают в результате сернокислотной очистки, выщелачивания и контактной очистки отбеливающими землями.
Сернокислотная очистка масел
При обработке серной кислотой из масляной фракции удаляются смолисто-асфальтеновые вещества, непредельные углеводороды, нафтеновые кислоты, частично азотистые и сернистые соединения, полициклические ароматические углеводороды.
Масляная фракция, обработанная серной кислотой, расслаивается иа два слоя. Нижний слой — кислый гудрон — состоит из продуктов реакции, избытка кислоты, соединений, растворившихся в кислоте, и масла, механически увлеченного в нижний слой.
363
Верхний слой — кислое масло —составляют углеводороды масла и незначительное количество продуктов реакции и кислоты, растворенных в масле.
Параметры сернокислотной очистки (а также защелачивания и водной промывки), которые зависят от химического состава и вязкости сырья и от требуемого качества очищенного продукта, в каждом отдельном случае подбираются опытным путем.
Результаты очистки зависят от температуры очистки, продолжительности контакта масла с кислотой, концентрации и расхода серной кислоты, порядка введения кислоты.
Температура очистки.Очистку масел серной кислотой следует вести при возможно более низких температурах. Повышение температуры усиливает реакцию образования сульфокислот, что приводит к большим потерям; кроме того, при более высокой температуре усиливается растворение гудрона в кислом масле, отчего ухудшается цвет товарного продукта. Кислый гудрон в результате превращения смол в асфальтены становится твердым и хрупким, его трудно спустить через нижний штуцер аппарата.
Однако вязкие масла очищать при низких температурах затруднительно из-за плохого смешения кислоты с маслом и ухудшения условий осаждения кислого гудрона.
На практике очистку проводят при следующих температурах:
Вязкость масла при
50 "С, мм2/с . . . . 18—25 10-17 6-9 3-5 2—2,5
Температура очист
ки, °С ................. 55-60 45-50 40 30-35 20-25
Концентрация и расход кислоты.Серная кислота, применяемая для очистки, имеет концентрацию от 92 до 96%. Активность серной кислоты значительно снижается при крепости ее ниже 90%. Дымящая серная кислота вызывает усиленное образование сульфокислот. Ее применяют только для получения бесцветных (медицинских, парфюмерных) масел. В результате очистки крепость кислоты падает. Кислый гудрон содержит от 25 до 70% непрореа-гировавшей серной кислоты.
Расход серной кислоты на очистку зависит как от качества сырья, так и от требуемой степени очистки. С увеличением расхода кислоты цвет масла улучшается. Расход кислоты при очистке дистиллятных масел составляет 3—10% (масс), при очистке остаточных масел расход кислоты возрастает до 15—20% (масс). Расход дымящей серной кислоты на очистку парфюмерных и медицинских масел доходит до 50—60% (масс).
Порядок обработки кислотой.Очищаемый продукт обычно содержит влагу, которая разбавляет кислоту и снижает ее эффективность. Поэтому перед очисткой масло подсушивают, применяя для осушки 0,25—2% (масс.) той же серной кислоты, что и для очистки. После подсушки кислый гудрон удаляют и далее обрабатывают масло порциями кислоты по 3—4% (масс), каждый раз тщательно осаждая и отделяя кислый гудрон. Остаточные масла очищают в один прием из-за плохого осаждения кислого гудрона.
364
Продолжительность контакта.Время контакта зависит от интенсивности перемешивания и условий удаления кислого гудрона. При слишком длительном перемешивании кислый гудрон частично растворяется в масле. В аппаратах вместимостью 25—100т перемешивание продолжается от 30 до 70 мин.
Время отстоя кислого гудрона должно быть как можно меньше (4—8 ч при использовании осадителей). Поэтому температуру очистки выбирают с учетом вязкости среды. Для ускорения осаждения применяют коагулянты: 6—9%-ный раствор едкого натра, раствор жидкого стекла, холодную воду. Эти вещества добавляют после окончания перемешивания масла с кислотой.
Аппаратура.Основной аппарат — цилиндрическая емкость с коническим днищем объемом от 25 до 250 м3. Перемешивание осуществляется воздухом. Аппарат оборудован паровой рубашкой в конусной части.
Щелочная очистка масел
В кислом масле содержатся сульфокислоты, следы серной кислоты, нефтяные кислоты. Эти продукты могут быть удалены из дистиллятных масел нейтрализацией 3—10%-ным раствором щелочи, чаще всего едкого натра. Температура процесса 45—50 °С. Содержащиеся в масле кислые продукты образуют соли и переходят в щелочной раствор. После отделения щелочных отходов масло промывают горячим паровым конденсатом для удаления остатков солей нефтяных кислот (мыл) и подсушивают воздухом. Расход щелочи составляет 0,2—1,5% (масс.) от кислого масла, потери масла при этом равны 2—5% (масс).
Нейтрализация щелочью неприменима для высоковязких дистиллятных и для остаточных масел вследствие образования стойких эмульсий. Кислые вязкие масла нейтрализуются при контактной очистке отбеливающими землями.
Процесс защелачивания может быть периодическим или непрерывным.
Периодический процесс осуществляется в щелочной мешалке. В отличие от кислотных щелочные мешалки имеют внутренний защитный слой из винипласта или диабазовых плиток, так как слабокислая среда масла вызывает повышенную коррозию.
Непрерывный процесс происходит при давлении 0,6—1,0МПа. Преимущества непрерывного процесса по сравнению с периодическим — значительное улучшение отстоя масла от щелочных стоков и уменьшение производственных потерь.
Технологическая схема.Технологическая схема непрерывного процесса щелочной очистки масел приводится- на рис. 99.
Сырье насосом Н-1 подается в теплообменник Т-1, нагревается до 50 °С и поступает в печь П-1, откуда уходит с температурой 150—170°С. Далее оно контактирует в смесителе С-1 с 1—2,5%-ным раствором щелочи, подаваемым насосом Н-2. Смесь направляется в отстойник £-/, где масло отстаивается от мыл и щелочи.
365
Щелочные отходы под собственным давлением после холодильника Х-J при 70 °С поступают в резервуары для последующего выделения нефтяных кислот.
С верха отстойника Е-1 выщелоченное масло с температурой 130—140 °С поступает в смеситель С-2, куда насосом Н-3 подается вода при 60 °С. Смесь воды и масла разделяется в отстойнике Е-2, с низа которого промывная вода через холодильник Х-2 при 70 °С поступает в резервуар для последующего выделения нефтяных кислот.
Выщелоченное и промытое масло с верха отстойника Е-2 попадает в теплообменник Т-1, где охлаждается сырьем до 80 °С, а затем в колонну К-1 для просушки сжатым воздухом. С низа колонны К-1 выщелоченное масло отводится с установки.
|
|
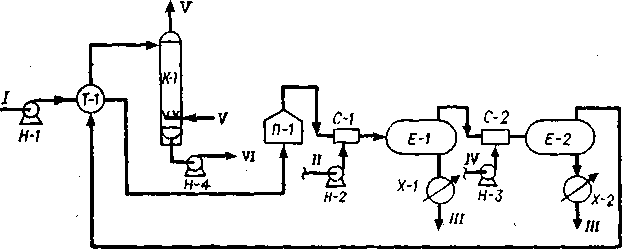
Рис. 99. Технологическая схема установки непрерывной щелочной очистки
масла: / — сырье; // — 2,5% раствор едкого натра; /// — щелочные отходы; IV— вода; V — воз-Дух; VI — очищенное масло.
Процесс кислотно-щелочной очистки масел имеет ряд недостатков по сравнению с селективным методом очистки. Масла, очищенные серной кислотой, имеют более низкий (на 10—12 единиц) индекс вязкости. Эффективно используется лишь 40—50% кислоты. Кислый гудрон не находит достаточного применения. Потери масла с кислым гудроном весьма значительны и составляют 3—10% (.масс.) для дистиллятных и 25—30% (масс.) для остаточных масел.
§ 74. ГИДРООЧИСТКА МАСЕЛ
Цель процесса гидроочистки масел — улучшение цвета и стабильности, некоторое повышение индекса вязкости, значительное снижение содержания серы и кокса. Гидроочистка масел может эффективно применяться в различном сочетании с основными процессами масляного производства в зависимости от качества сырья и требований к готовым маслам. Обычно масла подвергают гидроочистке после очистки избирательными растворителями. В этом случае гидроочистка применяется вместо очистки отбеливающими землями (так называемая гидродоочнстка масел),
m
Гидроочистке подвергают депарафинированные масла из дис-тиллятных рафинатов после очистки фенолом и фурфуролом, а также депарафинированные масла из остаточных фракций после де-асфальтизации пропаном и фенольной очистки.
Кроме того, имеется положительный опыт применения- процесса гидроочистки до и вместо селективной очистки. Энергетические масла, например, из восточных нефтей Советского Союза, получаемые очисткой селективными растворителями, не обладают требуемой стабильностью против окисления. Применение гидрирования, наоборот, приводит к получению в этом случае высокоста-бнльного масла. Масла, очищенные селективными растворителями, обладают более однородным составом и содержат меньше сернистых соединений, смол и полициклических ароматических углеводородов, чем неочищенные продукты тех же пределов выкипания. Это обстоятельство приводит к необходимости проводить гидрирование рафинатов в более мягких условиях.
Побочными продуктами гидроочистки являются сероводород, углеводородные газы и отгон (к. к. ниже 350 СС). Сероводород используется для производства серы или серной кислоты, углеводородные газы применяются в качестве топлива непосредственно на установке, отгон добавляется к котельным топливам для снижения их вязкости.
Характеристика масляных дистиллятов до и после гидродо-очистки приводится в табл. 22.
ТАБЛИЦА 22
Результаты гидроочистки моторных масел
Масло ДС-8
Масло ДС-11
Остаточное масло
Показатели
очищенное
очищенное
исходное
очищенное
Вязкость при 100 °С,
мм2/с ......................
Индекс вязкости . . Содержание серы, %
(масс.).....................
Коксуемость,
% (масс.)................
Цвет (по КН-51,
15:85), мм . . . .
8,3 85
1,1
0,16
35
7,9
88
0,6 0,1 98
10,5 82
22
9,7 84
0,7
80
21
1,0
0,45
6,5*
20,8
0,8
0,27
3,1*
* Цветв чарках NPA.
Из табл. 22 видно, что в результате, гидроочистки индекс вязкости несколько повышается, а коксуемость, содержание серы — снижаются.
Отечественная промышленная установка гидроочистки масел имеет три параллельных потока производительностью 120 тыс. т/год каждый. Потоки могут перерабатывать как одинаковое, так и разное сырье одновременно. Каждый из потоков состоит из двух
367
частей: 1) блок гидроочистки масел и регенерации катализатора; 2) блок очистки циркуляционного газа от сероводорода.
Технологическая схема. Технологическая схема блока гидроочистки масел для одного потока приводится на рис. 100.
Схема реакторного блока установки за исключением двухступенчатой сепарации смеси продукта с циркуляционным газом (горячей в С-1 и холодной в С-2) не отличается от схемы реакторного блока гидроочистки дизельного топлива. Стабилизация гидрогени-зата состоит из следующих операций.
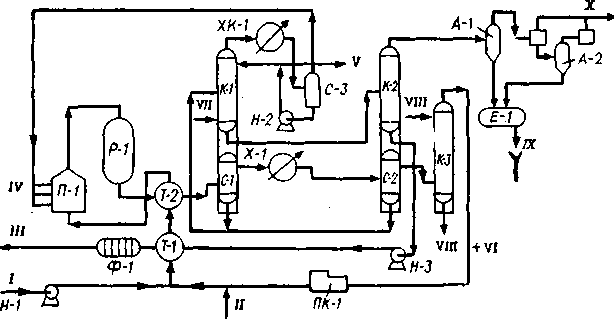
Рис. 100. Технологическая схема устаноики ги^роочнстки масел:
/ — сырье; // — иодородсодержащий газ риформипга; /// — гидроошщгиное масло;
IV— углеводородный газ; V — отгон; VI— сероводород;; VII — водяной пар; VIII — моно-
этаноламин; IX — вода; X— некондепсироваиные газы.
Гидрогенизат из сепаратора С-1 и С-2 самотеком поступает в отпарную колонну К-1, где легкие фракции и основная часть сероводорода отгоняются с водяным паром. Легкие фракции и газы с верха колонны К-1 конденсируются в конденсаторе-холодильнике ХК-1 и разделяются в сепараторе С-3, откуда газ подается в печи установки в качестве топлива. Легкий продукт насосом Н-2 отводится с установки, часть его используется для острого орошения колонны К-1-
С низа колонны К-1 масло, содержащее влагу, поступает в колонну вакуумной сушки /С-2, где вакуум поддерживается при помощи двухступенчатого пароструйного эжектора А-2. Гидроочи-щенное масло с низа колонны К-2 насосом Н-3 прогоняется через теплообменник Т-1 и рамный фильтр Ф-1. В рамном фильтре отделяется катализаторная пыль. Чистое масло направляется с установки в товарный парк завода.
Схема очистки газа от сероводорода раствором моноэтанолами-на описана в § 58.
Технологический режим процесса.В процессе применяется таб-летированный неподвижный алюмокобальтмолибдецовый или алю-
368
момолибденовый катализатор. Ниже приводится технологический режим процесса:
Объемная скорость, ч_|......................................... 1,5—2
Кратность циркуляции водородсодержащсго
газа, м3/м3 .................................................. 125—300
Температура, °С
в реакторе...................................................... .... 250—300
в С-1............................................................... 200-240
в С-2............................................................... .......... 40
в К-1............................................................... ..... 195-235
Давление, МПа
в реакторе....................................................... .... 3,5—40,0
в К-1................................................................ 0,14
в К-2................................................................ 0,0133
Расход. водяного пара, % (масс.) на сырье
колонн................................................................ ......... 5—8
Регенерация катализатора газовоздушным методом осуществляется в следующих условиях:
Температура, °С 550
Давление, МПа 4,0
Время выжига, ч 30
Материальный баланс процесса гидродоочистки
дистиллятных и остаточных масляных фракций
сернистой нефти [в % (масс.)]
Легкие и средние Остаточные
дистиллятные масла
масла
Поступило:
Масла........................................................... .......... 100,00 100,00
Водород 100%-пый (па реакцию) . . . 0,93 1,25
Итого . . . 100,93 101,25
Получено:
Масла........................................................... .... 90,00—98,50 97,50
Углеводородные газы................................. ............ 0,63 0,85
Сероводород.................. ..... 0,16—0,27 0,36
Отгон............................................................ ...... 0,64 — 1,03 2,04
Потери.......................................................... ........... 0,50 0,50
Итого ... 100,93 101,25
Аппаратура. Реактор гидроочистки представляет собой цилиндрический аппарат с шаровыми днищами высотой 12,83 м и диаметром 1,3 м. Стенка реактора выполнена из двухслойной стали. Катализатор уложен сплошным слоем высотой 9,4 м. На каждом из потоков установлен один реактор.
Трубчатые печи выполнены с беспламенными панельными горелками и рассчитаны на теилонапряженность радиантных труб 17—20 кВ-^/м2.
369
Получение масел из гидроочищенного сырья.Эффективность существующих процессов селективной очистки масляного сырья не всегда достаточно высока из-за удаления с нежелательными компонентами значительной части ценных углеводородов, особенно при выработке масел с индексом вязкости 90 и выше. Исследования показали, что предварительная гидроочистка масляных дистиллятов и деасфальтизатов остаточных масел на обычных катализаторах гидроочистки позволяет значительно улучшить работу установок селективной очистки.
Примерные технико-экономические показатели на 1 т гидроочищенного масла
Водород 100%-ный . . 3—5 Вода, м3 ................... ............ 7—10
Катализатор, кг ... . 0,045—0,078 Электроэнергия, МДж . 288,8—378
Пар, МДж........................ 213,7-276,5 Топливо, кг...................... ........... 14-16
Глава XI
ПРОИЗВОДСТВО НЕФТЕПРОДУКТОВ РАЗЛИЧНОГО НАЗНАЧЕНИЯ
§ 76. ТВЕРДЫЕ ПАРАФИНЫ И ЦЕРЕЗИНЫ
Большую часть товарных парафинов производят на нефтеперерабатывающих заводах при переработке дизельных и масляных фракций парафинистых нефтей. Твердые парафины получаются при депарафинизации дистиллятных масел, церезин — при депарафи-низации остаточных масел. Кроме того, церезин получают при переработке озокерита путем выплавления органической части, отгонки легкой части и очистки от смолистых веществ твердого остатка. В настоящее время выпускаются: парафин нефтяной для пищевой промышленности (ГОСТ 13577—71), парафины нефтяные (ГОСТ 16960—71), церезин (ГОСТ 2488—73). Температура плавления парафинов порядка 50—58 °С, температура каплепадения церезинов 57—80 СС. Парафины (кроме марок парафина для синтеза и спичечного) представляют собой массу белого цвета без запаха. Для разных марок парафинов допускается содержание масла от 0,5 до 5%. Для пищевых парафинов исключается присутствие бенз-пирена.
Парафиновые углеводороды выделяют из нефтяных фракций: 1) непосредственным охлаждением; 2) охлаждением с применением избирательных растворителей.
Для получения парафина первым способом дистиллятную масляную фракцию, содержащую 20—30% парафиновых углеводородов, с вязкостью при 50 °С не более 9—11 мм2/с охлаждают в холодильниках и кристаллизаторах, как правило, в две ступени. Предварительно нагретый дистиллят охлаждают в первой ступени до 12—16°С, выделившиеся твердые углеводороды отделяют филь-"^чнием; во второй ступени охлаждают до 2 °С фильтрат первой ■ '■нова отделяют твердые углеводороды. Твердый продукт "' объединяют. Он представляет собой неочищенный -чйся в дальнейшей переработке, и носит назва-
"•пафиновых углеводородов с примене-
"".лей подробно рассказано в § 71.
'ии масляных дистиллятов про-
■чт сырьем для производства
^точных масел и получив-
371
ший название петролатума, является сырьем для производства церезина.
Гач и петролатум содержат значительное количество масла, поэтому для получения товарного парафина и церезина их необходимо подвергнуть обезмасливапию. Процесс обезмасливания можно вести или способом потения, или с. применением избирательных растворителей.
Обезмасливание парафина способом потения.Потение — периодический процесс, который проводится в специальных теплоизолированных камерах, имеющих по стенам паровые змеевики. Внутри
|
|
| Рис. |
| 101. Этажерка для потения парафина: / — подвод пара; 2 —трубы для подвода рас-плаплепного парафина; 3 — трубы для подвода воды; 4—naponoii змеевик; 5 — решетка; б —тарелки; 7 — отвод масла. |
камер устанавливают аппараты для потения, которые состоят нз неглубоких прямоугольных железных тарелок размером 12 X 3 X 0,2 м, установленных одна над другой. Дно каждой тарелки представляет обращенную вниз пирамиду, из вершины которой выходит сливная труба. Все сливные трубы собираются в общий коллектор. В тарелке установлена горизонтальная металлическая решетка, на которую укладывают сетку и водяной змеевик. Под сеткой имеется паровой змеевик. Общий вид этажерки, составленной из 10 тарелок, показан на рис. 101. Перед началом процесса потения тарелки наполняют водой до решетки. На воду наливают слой в 15 см расплавленного гача, подают в водяной змеевик воду и охлаждают парафин до температуры на 5—6 °С ниже температуры полного затвердевания. Воду из тарелок спускают. Полученный тонкий слой парафина удерживается сеткой. Камеру плотно закрывают и начинают нагревать со скоростью 1 °С/ч при помощи змеевиков, расположенных на стенах камеры, примерно до 40 °С (в зависимости от температуры плавления парафина). При этом из гача вытекает смесь масла и низкоплавкого парафина. Этот продукт получил название отека. Отек возвращают в дистиллят перед первой ступенью охлаждения, д*"1" ло полностью удаляется вместе с низкоплавкими парафин тавшийся высоконлавкий парафин расплавляют. г-пар в паровой змеевик, и собирают в специа,г резервуар. Из 100% гача получается фина-сырца.
Обезмасливание парафина с г творителей.Непрерывный про!' латумов с применением изб'' процессу депарафинизаци
372
ном режиме. Ниже приводится режим работы установки обезмас-ливания парафина производительностью 260 т/сут:
Соотношение
растворитель: сырье перед фильтром. (4,5 + 5) :1
растворитель: парафин на I ступени . 4:1
Температура, °С
раствора...................................................... 80
фильтрования
на I ступени 0—1
на II ступени 5—6
Давление раствора, МПа................................... ............ 1,2
Материальный баланс установки обезмасливания гача [в % (масс,)]
Поступило: Получено:
Гач............................................... 100 Раствор парафина
Растворитель............................... 500 парафин неочищенный . . 56
рлстворитель ....... 132
Итого ... 600 Раствор масла
отходы масла....................... 44
растворитель ....... 368
Итого . . . 600
Процесс депарафинизации масел и обезмасливания гача нередко совмещают на одной установке. Вслед за получением гача в фильтре I ступени установки депарафинизации масел его подвергают обезмасливанию в фильтрах II и III ступеней. Комбинирование процессов депарафинизации масел и обезмасливания га-чей позволяет иметь одно отделение регенерации растворителя, сократить количество оборудования и обслуживающего персонала.
Обезмасленный парафин-сырец по цвету, запаху, содержанию ароматических углеводородов и смолистых веществ не удовлетворяет требованиям ГОСТа, поэтому его следует дополнительно очищать одним из следующих способов:
1) сернокислотная очистка с последующей доочисткой отбеливающими землями методом перколяции;
2) непрерывная адсорбционная очистка на крошке алюмоси-ликатного катализатора;
3) гидроочистка на алюмокобальтмолибденовом катализаторе при давлении 4 МПа и температуре 330°С.
Для улучшения качества товарного парафина применяют присадки, например полиэтиленовый воск.
Готовый парафин (жидкий, спичечный) транспортируется в железнодорожных цистернах или в бумажных мешках после от-дивки в плиты на специальных формовочных машинах. Существу-"томатические линии розлива и упаковки парафина.
§ 76. ПЛАСТИЧНЫЕ СМАЗКИ
лше многих лет для уменьшения трения и износа в ма-
механизмах, а также для защиты металлов от коррозии
ют пластичные смазки. Установлено, что загущенные
373
смазки применялись уже в древнем Египте за 3400 лет до нашей эры. Однако только в последние 25 лет началось бурное развитие производства пластичных смазок и значительное расширение их ассортимента, а мировое производство и потребление их возросло в 2—3 раза, достигнув миллиона тонн. Это в значительной мере объясняется развитием техники и появлением ее новых отраслей.
Особый интерес к пластичным смазкам стимулируется возможностью получения смазочных композиций с весьма разнообразными свойствами, пригодных для работы в сложных эксплуатационных условиях, где смазочные масла оказываются неработоспособными. К таким случаям следует отнести механизмы с высокой динамической нагрузкой (зубчатые и цепные передачи) или большой скоростью вращения, когда масла не удерживаются в узле трения, коррозионные среды, вакуум, а также случай, когда смазка должна обеспечить работу механизмов, к которым трудно подвести смазывающее масло.
Классификация смазок по областям применения и ассортимент смазок, получаемых в Советском Союзе, уже были подробно рассмотрены в § 14.
Пластичные смазки — мазеобразные продукты, не обладающие текучестью при обычных температурах, представляющие собой особый класс смазочных материалов, приготовляемых путем введения в смазочные масла специальных, главным образом твердых мелкодисперсных загустителей, ограничивающих текучесть масел. Смазки — это коллоидные системы, имеющие пространственную структуру, образованную частицами загустителя. Жидкая фаза удерживается в полутвердом состоянии благодаря силам притяжения твердых частиц, а также механически включается внутрь кристаллов загустителя. Электронной микрофотографией, а также рентгеноструктурным анализом установлено, что большинство смазок имеет волокнистую структуру. Некоторые вещества (вода и Др.), называемые стабилизаторами, повышают прочность коллоидной структуры.
Сырье для изготовления смазок.Для производства смазок в качестве жидкой фазы применяют в основном нефтяные масла, кроме того синтетические масла, а также смеси нефтяных и синтетических масел. Из .синтетических масел чаще всего используют сложные эфиры, полиалкиленгликоли, кремнийорганические жидкости. Широкое применение синтетических масел ограничивается их дефицитностью и высокой стоимостью. Для бензоупорных смазок жидкой фазой служит касторовое масло.
Свойства пластичных смазок существенно зависят от при"' загустителя. По этому признаку смазки подразделяю"-основных типа.
1. Смазки, загустителями в которых служат твердые растворяющиеся в маслах при температурах, близких к турам плавления, и образующие с маслами истинные ] при температуре плавления. К таким загустителям относя.
374
дые углеводороды: парафин, церезин, петролатум, лоск. Эти смазки, применяемые в основном в качестве защитных, имеют сравнительно небольшой предел пластичности, ограниченный температурой плавления загустителя.
2. Смазки, загустителями в которых служат твердые вещества,
не взаимодействующие с маслами, но диспергирующиеся в них с
образованием коллоида. Такими загустителями являются мыла.
К этому типу относятся 85—90% всех изготовляемых и применяе
мых в настоящее время смазок. В зависимости от катиона мыла
различают несколько групп смазок.
К первой группе относятся смазки, приготовляемые на мылах щелочных металлов (Na, Li). Эти смазки стабильны даже при небольших [5—6% tMacc-)] концентрациях загустителя. В зависимости от концентрации загустителя и природы органического радикала мыла (из насыщенных или ненасыщенных жирных кислот, растительных или животных жиров, синтетических жирных кислот) эти смазки переходят в текучее состояние при температурах от 100 до 200 СС и даже выше. После расплавления и охлаждения они вновь обретают пластичную структуру, т. е. они как бы термически обратимы. Литиевые смазки морозоустойчивы. Недостатком натриевых смазок является низкая водоупорность.
Ко второй группе относятся смазки, приготовляемые на мылах щелочноземельных металлов (Са, Ва). Они вполне устойчивы при содержании мыл 8—10% (масс). Если основным стабилизатором этих смазок является вода, то при нагревании до 100 °С они теряют воду и разрушаются. Примером такой смазки является кальциевая смазка — солидол. Эта смазка водоупорна, ее можно применять во влажной среде.
Смазки на алюминиевых, свинцовых и цинковых мылах применяются значительно реже. Мыльные смазки используются в основном как антифрикционные, но имеют также защитные свойства.
Для улучшения свойств смазок применяют мыла, приготовленные одновременно на катионах щелочных и щелочноземельных металлов (Na, Са). Могут применяться также комплексные мыла высоко- и низкомолекулярных жирных кислот, содержащие один и тот же катион. Например, комплексную кальциевую смазку (кСа) получают загущением минеральных масел кальциевыми мылами стеариновой и уксусной кислот.
3. Смазки, загустителями в которых служат термически устой
чивые органические и неорганические тонкоизмельченные веще
ства. К таким веществам Относятся мочевина, сажа, слюда, сили-
кагель, сернистый молибден. Эти смазки в настоящее время значи
тельно дороже мыльных и углеводородных и используются в тех
случаях, когда мыльные смазки неприменимы, например, в агрес
сивных средах.
Качество смазок зависит от свойств и концентрации загустителя, а также от свойств загущаемого масла: его вязкости и химического состава. Прочность коллоидной структуры смазок улучшается стабилизаторами, которыми служат вода, щелочи, высоко- и
375
низкомолекулярные органические кислоты и их соли? спирты, эфи-ры. Для улучшения свойств смазок применяют также присадки.
Эксплуатационные свойства смазок.До недавнего времени о качестве смазок судили по двум показателям: температуре кап-лепадения и величине пенетрации, т. е. глубине проникновения в смазку конуса специального прибора. Первая величина характеризует верхний температурный предел применения смазок, вторая — густоту смазки. Но поскольку обе эти величины весьма приблизительно отражают поведение смазок в условиях эксплуатации, в настоящее время они служат лишь для контроля производства смазок.
Лучшее представление о поведении смазок в рабочих условиях дают структурно-механические свойства: предельное напряжение сдвига, или предел текучести, — усилие, которое нужно приложить, чтобы вызвать пластическую деформацию смазки, ее текучесть. Предельное напряжение сдвига зависит от температуры и при повышенных температурах более точно характеризует верхний предел работоспособности смазок, чем температура каплепадения.
Температура, при которой предел текучести равен нулю, является истинной температурой перехода смазки из твердого состояния в жидкое. При снятии нагрузки коллоидная структура смазки восстанавливается, хотя прочность ее становится меньше первоначальной. Эта способность восстанавливать пластичность отражает тиксотропные свойства смазок.
Устойчивость коллоидной системы — одно из основных условий нормальной работы смазок в узле трения. Различают коллоидную и химическую стабильность смазок.
При низкой коллоидной стабильности вследствие нагрева или длительного хранения смазки проявляют способность к синере-зису — разделению фаз. В результате масло вытекает, смазка теряет пластичность и смазывающую способность или защитные свойства.
Воздействие кислорода воздуха, нагрева и других факторов вызывает окисление и разрушение как загустителя, так и масла. В мыльных смазках менее устойчивым компонентом является мыло, в защитных — масло. В смазках появляются кислоты, оказывающие корродирующее воздействие на металл, а также смолистые и углистые отложения; коллоидная система частично или полностью разрушается.
Технология производства смазок.Процесс производства смазок может быть периодическим или непрерывным. Заводам, выпускающим смазки в большом ассортименте некрупными партиями, более выгодно иметь периодические установки; производство крупных партий одного сорта смазки целесообразно делать непрерывным.
Периодический процесс (цикл) приготовления или варки антифрикционной мыльной смазки начинается с образования мыльной основы. В варочный котел загружают 15—30% минерального масла и всю порцию жирового компонента. Смесь нагревают до 80°С и добавляют к ней' водный раствор щелочи или суспензии щелочного компонента, количество которого рассчиты-
376
вают заранее. При интенсивном перемешивании и температуре 80—100°С происходит омыление жиров, после чего температуру повышают до 105—13б°С и выпаривают излишнюю воду. Затем к мыльной основе добавляют остальное количество масла и, тщательно перемешивая, нагревают. Кальциевые мыла необходимо нагревать до 100 °С, натриевые — до 200 °С. После окончания варки смазку охлаждают.
Основная аппаратура для изготовления смазки — варочный котел, снабженный паровой рубашкой и перемешивающим устройством. Применяют разнообразные типы мешалок: рамные, про-
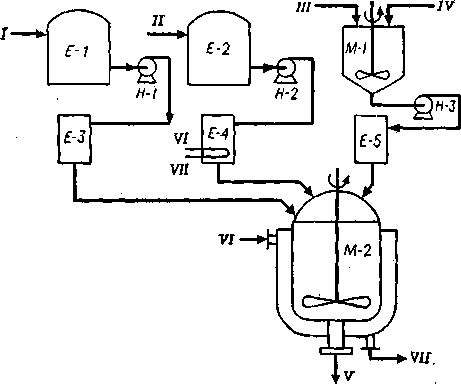
Рис. 102 Технологическая схема периодического процесса производства смазок:
/ — масло; // — жировой компонент; /// — вода; IV— суспензия
щелочного компонента (известковое молоко); V — готовая смазка;
VI — водяной пар; VII—конденсат.
пеллерные, якорные, планетарные и др. В рубашку котла при нагреве подают теплоносители: водяной пар, горячее масло, дифе-нильную смесь. По окончании варки в рубашку котла вводят воду. Стадию охлаждения не обязательно проводить в котле; для охлаждения используют специальные холодильные барабаны, холодильники типа «труба в трубе», снабженные валом со скребками.
Коллоидная стабильность и долговечность смазок улучшается, если после охлаждения подвергнуть смазки гомогенизации и деаэрации. Гомогенизация (создание однородной структуры) состоит в продавливании смазки через узкое кольцевое отверстие под давлением 20—25 МПа. Деаэрация осуществляется при продавливании смазки через щелевые зазоры в полость аппарата, из которого непрерывно откачивается воздух.
Для правильного ведения технологического процесса устанавливают приборы контроля и регулирования температуры и давления,
377
а также приспособления для дозировки компонентов. Технологическая схема процесса приводится на рис. 102.
Непрерывный процесс производства пластичных смазок на готовых мылах состоит в следующем. Готовый сухой стеарат лития измельчается в порошок, затем приготовляется суспензия порошка мыла в половине общего количества синтетического масла. Суспензия нагревается до образования однородного расплава (от 30 до 205 °С) при прохождении через подогреватель типа «труба в трубе», снабженный валом со скребками. На выходе из теплообменника суспензия смешивается с остальным маслом, нагретым в теплообменнике до 80 °С. Смазка, имеющая после смешения температуру 145 °С, охлаждается водой до 60 °С в холодильнике типа «труба в трубе» с внутренним валом и скребками. Компоненты дозируются специальными насосами.
Технология получения углеводородных смазок намного проще, чем мыльных, и сводится в основном к сплавлению компонентов при перемешивании, выпарке воды и охлаждению готового расплава. Такие распространенные защитные смазки, как технический вазелин и пушечную смазку, приготовляют на высоковязких маслах. Этот процесс легко можно сделать непрерывным, так как рецептура и технология производства углеводородных смазок несложна.
§ 77. НЕФТЯНЫЕ БИТУМЫ
Потребление битумов во всех странах мира непрерывно возрастает. В СССР потребление битумов распределяется между промышленным и гражданским строительством и строительством дорог примерно как 65 : 35. В США и Западно-европейских странах более 70% битумов используется для строительства и ремонта дорожных покрытий.
Значение битума в производстве покрытий первостепенно. Такие покрытия обеспечивают прочность, безопасность и в 2—2,5 раза дешевле, чем бетонные.
Битумы представляют собой темные пластичные нефтепродукты, жидкие, полутвердые и твердые, в зависимости от марки и назначения. Битумы имеют наиболее высокую вязкость из всех продуктов нефтепереработки.-
С физико-химической точки зрения битумы являются сложной коллоидной системой асфальтенов и ассоциированных высокомолекулярных смол в среде масел и низкомолекулярных смол. Ас-фальтены могут образовывать в зависимости от количественного соотношения со смолами и маслами или жесткий каркас, или отдельные мицеллы, адсорбирующие и удерживающие смолы. Масла представляют собой среду, в которой смолы растворяются, а ас-фальтены набухают.
Требования, предъявляемые к битумам, особенно дорожным, весьма разнообразны. Основное назначение дорожных битумов — связывание, склеивание частиц минеральных материалов (щебня, песка), придание им гидрофобных свойств, заполнение пространств
378
между их частицами. Поэтому от качества битумов зависят прочность и долговечность асфальтовых дорожных покрытий.
Дорожные битумы должны: а) сохранять прочность при повышенных температурах, т. е. быть теплостойкими; б) сохранять эластичность при отрицательных температурах, т. е. быть морозостойкими; в) сопротивляться сжатию, удару, разрыву под воздействием движущегося транспорта; г) обеспечивать хорошее сцепление с сухой и влажной поверхностью минеральных материалов; д) сохранять в течение длительного времени первоначальную вязкость и прочность. Строительные битумы могут быть менее эластичными, но они должны быть более твердыми.#
В условиях эксплуатации под воздействием солнечного света, кислорода воздуха, высоких и низких температур, резких перепадов температур, усиленных динамических нагрузок битумы разрушаются. Разрушается коллоидная структура битума, смолы и асфальтены переходят в карбены и карбоиды, битум теряет способность создавать цельный кроющий слой, становится хрупким, трескается и крошится. Кроме того, битум теряет способность прилипать к минеральным материалам: щебню, камню, песку. Все это ведет к разрушению дорог, толевых кровель, фундаментов, изоляции трубопроводов и пр.
Для целей дорожного строительства применяют быстро, средне и медленно густеющие битумы марок БГ, СГ и МГ, а также вязкие улучшенные битумы марок БНД, для гражданского и промышленного строительства — битумы нефтяные марок БН.
Эксплуатационные свойства готовых битумов контролируют рядом показателей: глубиной проникновения иглы (в мм) при 25°С, температурой размягчения (в °С), определяемой методом кольца и
ТАБЛИЦА 23
Характеристика битумов
| Дорожные битумы | Строительные битумы | ||||||
| Показатели | БНД 40/60 | БНД 60/90 | БНД 90/130 | БНД 130/200 | БНД 200/300 | БН-IV | БН-V |
| Глубина проникания иглы, мм, не менее при 25 °С . . . .' при 0°С . . . . Растяжимость при 25 °С, см, не менее Температура, °С размягчения, не ниже . . . хрупкости, не Испытание на сцепление с мрамором | 40-60 13 40 52 -10 | 61-90 20 50 48 -15 В | 91-130 28 60 45 -17 ы д е р ж 1 | 131-200 35 65 40 -18 в а е т | 201-300 45 Не нормируется 35 -20 | 21-40 3 70 | 5-20 1 90 |
379.
шара, растяжимостью (в см) при 25 °С, температурой хрупкости (в СС), когезией (в МПа, или кгс/см2) при 20 °С и адгезией. Глубина проникания иглы и температура размягчения характеризуют твердость битума, растяжимость — его эластичность. Когезия, т. е. прочность тонких слоев битума при испытании на разрыв, свидетельствует о прочности битума, температура хрупкости — о морозостойкости. Адгезия (или прилипание) — способность прочного сцепления с минеральными материалами — определяется только качественно.
Основные технические требования к вязким дорожным и строительным битумам приведены в табл. 23. Для жидких битумов одной из главных величин является вязкость (в с), определяемая при 60 °С по вискозиметру с отверстием 5 мм. Например, битумы марок БГ-40/70, СГ-40/70, МГ-40/70 имеют вязкость 40—70 с.
Применение различных марок битумов зависит от способа строительства дорожных покрытий; поверхностная обработка — марки СГ-25/40, СГ-40/20, СГ-70/130, СГ-130/200, МГ-70/130, МГ-130/200, БНД-130/200; пропитка — марки БНД 130/200, БНД-90/130; смешение в асфальтосмесителе — марки СГ-40/70, СГ-70/130, МГ-40/70, МГ-70/130, БНД-60/90, БНД-40/60; машинное смешение на строящейся дороге —марки С Г-15/25, СГ-25/40, СГ-40/70, СГ-70/130, СГ-130/200, МГ-25/40, МГ-40/70, МГ-70/130.
Соотношение компонентов, входящих в состав битума, влияет на его свойства. Чем больше в битуме асфальтенов, тем битум тверже, смолы улучшают эластичность битума и его цементирующие свойства, масла сообщают битумам морозостойкость.
Зависимость эксплуатационных свойств битумов от их химического состава характеризуется величинами отношений содержания асфальтенов к содержанию смол А/С и суммы асфальтенов и смол к содержанию масел (A-f-C)/M. Битумы, сочетающие хорошую тепло- и морозостойкость с высокой прочностью, содержат около 23% смол, 15—18% асфальтенов и 52—54% масел; А/С = = 0,5 ~ 0,6; (А + С) /М = 0,8 -г- 0,9.
Для улучшения адгезионных свойств битумов применяют присадки, представляющие собой поверхностно-активные вещества (ПАВ). В качестве ПАВ обычно применяют кубовые остатки разгонки синтетических жирных кислот [1—4% (масс.)].
Способы получения битумов.Битумы можно получать одним из трех способов:
1) глубокая вакуумная перегонка мазута;
2) окисление остаточных нефтепродуктов воздухом при высокой температуре;
3) компаундирование остаточных и окисленных продуктов.
Качество готовых битумов зависит в первую очередь от качества сырья, а для окисленных битумов еще и от температуры, продолжительности окисления и расхода воздуха.
Наилучшим сырьем для производства битума служат остаточные продукты переработки тяжелых смолисто-асфальтеновых неф-тей: гудроны, крекинг-остатки, асфальты и экстракты очистки
380
масел. Чем больше содержание смолисто-асфальтеновых компонентов в нефти, чем выше отношение асфальтены: смолы и чем меньше содержание твердых парафинов, тем выше качество получаемых битумов и проще технология их производства.
Из гудронов, имеющих оптимальные соотношения А/С и (А + С)/М, получают битум глубокой вакуумной перегонкой. Вы-сокопарафинистые нефти — наихудшее сырье для получения битума. Высокое содержание парафина в нефтях отрицательно сказывается на важнейших эксплуатационных показателях битумов: прочности и прилипаемости к минеральным покрытиям. Нефти, из которых получают битумы, должны быть хорошо обессолены.
Характеристика гудронов, получаемых из советских нефтей и наиболее пригодных для производства окисленных битумов, приводится в табл. 24.
ТАБЛИЦА 24
Характеристика гудронов смолистых нефтей
| Групповой состав, | ||||||||
| Содер- | Плот- | Темпера- | % | (масс.) | ||||
| жание гудрона, | ность о20 | тура размяг- |
| А с | А+С | |||
| Нефть | М | |||||||
| % (масс.) | Р4 | чения, °С | асфальтены | смолы | масла | |||
| Ярегская . . . | 50 | 0,989 | 28 | 4,2 | 33,6 | 62,2 | 0,15 | 0,62 |
| Арланская . . | 55 | 0,999 | 30 | 7,0 | 30,6 | 62,4 | 0,23 | 0,60 |
| Серноводская | — | — | 28,5 | 58 | 30,4 | 63,8 | 0,19 | 0,56 |
| Чернушинская | — | 0,984 | 30 | 5,6 | 28,7 | 65,7 | 0,20 | 0,52 |
При окислении гудронов часть масел превращается в смолы, часть смол переходит в асфальтены. В результате количество смол практически остается неизменным,'а отношения А/С и (А + С)/М приближаются к оптимальным значениям.
Технология окисления битумов.Окисленные битумы получают при одновременном воздействии на нефтяные остатки кислорода воздуха и высокой температуры. Чем выше температура, тем быстрее протекает процесс. При слишком высокой температуре, однако, ускоряются реакции образования карбенов и карбоидов, что недопустимо.
Окисленные битумы получают как периодическим, так и непрерывным способами. Непрерывный способ производства может быть бескомпрессорным и компрессорным. Периодический процесс малопроизводителен и дает битум низкого качества.
Бескомпрессорный метод осуществляется в горизонтальном аппарате с несколькими реакционными и одной отстойной секциями. Воздух подается в сырье вращающимися диспергаторами, при этом образуется высокодисперсная система, достигается хороший контакт воздуха с жидкой средой, ускоряется процесс окисления. Бескомпрессорный метод пока не получил широкого распространения из-за сравнительно высоких эксплуатационных затрат.
381
Основным аппаратом установок непрерывного действия для производства битума с подачей воздуха компрессором является либо трубчатый реактор, либо окислительная колонна. Окислительные колонны зарекомендовали себя как высокопроизводительные аппараты в производстве дорожных битумов, трубчатые реакторы — в производстве строительных битумов. Отдельные установки имеют в своем составе оба аппарата. Остальные детали схемы почти полностью совпадают. Установка для получения дорожных и строительных битумов непрерывным окислением в трубчатом реакторе состоит из трех одинаковых параллельных блоков. Она дает возможность одновременно получать две марки строительных битумов и тяжелый компонент дорожного битума.
| -^Ю* |
| &гШ |
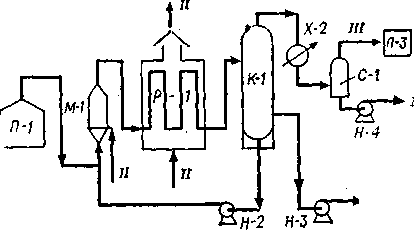 Я-1
Я-1
А-1
тггттт V
Рис. 103. Технологическая схема установки непрерывного производства окисленного битума:
/—гудрон; // — воздух; /// — газы реакции; IV — отгон; V —готовый битум.
Дорожные битумы получают компаундированием переокисленного компонента с температурой размягчения 65 °С и разжижи-телей.,
Технологическая схема установки (одного блока) показана на рис. 103.
Гудрон насосом Н-1 подается через печь П-1 в смеситель М-1, куда компрессором нагнетается воздух. В смеситель также поступает циркулирующий продукт с низа колонны К-1. Из смесителя М-1 смесь воздуха и продукта входит в реактор Р-1, окисляется и вводится в верхнюю часть испарителя К-1. Жидкость спускается сверху вниз, в это время от нее отделяются азот, остаток кислорода, газы окисления, пары отгона («черной солярки»). Часть битума с низа колонны К-1 в качестве рециркулята подкачивается насосом Н-2 в смеситель М-1. Из середины колонны К-1 готовый битум насосом Н~3 через холодильник Х-1 направляется в емкость Е-1, откуда через специальное разливочное устройство битумом заполняют крафт-мешки.
Пары и газы с верха колонны К-1 поступают в конденсатор-холодильник Х-2, а затем сконденсировавшийся жидкий продукт отделяется от газов в сепараторе С-1. С низа сепаратора С-1 отгон отводится с установки. Газы из сепаратора С-1 дожигаются в печи П-3.
382
Технологический режим установки
Температура, °С
сырья на входе в установку......................... ..... 100—160
сырья на выходе из П-1................................ 230—250
воздуха на входе в М-1................................. 150
смеси в Р-1..................................................... 260
битума после Х-1........................................... .......... 170
Давление МПа
воздуха на входе и AI-/................................ 0,9
смеси на входе в Р-1...................................... 0,8
смеси на выходе из Р-1................................. 0,3
Расход воздуха, м3/м3 продукта........................ 100—130
Отношение рециркулят : сырье........................... 6:1
Окисление битумов протекает с выделением тепла. Теплота реакции колеблется в широких пределах (192—1035 кДж/кг) в зависимости от состава исходного гудрона и его температуры размягчения, а также от температуры размягчения получаемого битума.
Материальный баланс установки [в % (масс.)]
Поступило: Получено:
Гудрон......................................... 30,20 Битум БНДп-130/200............... 13,39
Асфальт деасфальтизации . . 41,10 Битум БНДп-90/130....... ..... 13,39
Экстракт селективной очистки 25,30 Битум БНДп-60/90............... ... 26,78
ПАВ............................................. 3,40 Битум БНДп-40/60........... ..... 13,39
----------------------------- Битум БН-IV............... ■ . . 14,33
Итого . . . 100,0 Битум БН-V.................. ..... 14,33
Отгон........................................... ....... 2,30
Потери (газы окисления) . . . 2,09
Итого . . . 100,0
Аппаратура. Реактор установки производительностью 250 тыс. т/год представляет собой цилиндрический аппарат диаметром 2,42 м и высотой 11 м с вертикально расположенным змеевиком из стали Х5М диаметром 150 мм (при более высокой производительности диаметр змеевика равен 200 мм); скорость продукта в змеевике 11—12 м/с. Снизу в реактор подается воздух, обдувающий змеевик снаружи. Таким образом достигается мягкий съем тепла реакции. Нагретый воздух уходит н атмосферу. Смеситель — цилиндрический аппарат с нижним и верхним коническими днищами. Продукт вводится снизу по центру, воздух подается в нижнюю часть цилиндра через распределитель.
Испаритель — аппарат колонного типа диаметром 2,6 м и высотой 14 м, снабженный внутри направляющим спиральным желобом, по которому продукт стекает сверху вниз. Для охлаждения битума и газов реакции применяют воздушные холодильники,
Окислитель колонного типа (рис. 104) имеет диаметр 3,3 м и высоту 23 м. Диаметр более 3,5 м нецелесообразен, так как в большом сечении трудно осуществить равномерное диспергирование воздуха. Воздух вводится через маточник в нижней части аппарата, продукт подается в середину колонны и выводится снизу.
Техника безопасности. Битумы и гудроны, нагретые до высокой температуры, в присутствии кислорода воздуха способны самовос-
383
|
|
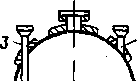
пламеняться. Резкое изменение расхода воздуха, сырья, рецирку-лята может вызвать загорание внутри аппаратуры; резкое изменение температуры на выходе из печи может привести к закоксовыванию реактора, внезапному увеличению давления и разрыву аппаратуры. Поэтому на установке кроме обычных мер по герметизации оборудования и тщательного контроля за технологическим режимом следует применять аварийную блокировку. С прекращением подачи рециркулята автоматически отключается подача воздуха в смеситель.
Транспортировка битумов.Жидкие и полу
жидкие битумы разливаются в железнодорож
ные цистерны и полувагоны (бункеры), а так
же в автобитумовозы. Высокоплавкие би-
М> тумы затаривают в бумажные мешки или от-
^ ' ливают в специальные разборные формы.
Мешки и болванки перевозят по железной дороге и автотранспортом.
Примерные технико-экономические показатели работы битумных установок различного типа
| Змеевиковый реактор 0,172 0,95 ■ Ю-3 30,1 0,011 |
| Реактор колонного типа 0,100 1,06 • Ю-3 19,4 0,004 |
| Бескомпрессорный реактор 0,098 3- 10-3 33,2 0,011 |
|
|
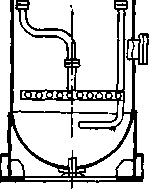
Пар, кг/кг . . Вода, м3/кг . Электроэнергия
Дж/кг ... Топливо, кг/кг
§ 78. ПРИСАДКИ
| Рис. 104. Окислитель колонного типа: / — корпус; 2 — штуцер для ввода гудрона; 3 — штуцер с распределителем для ввода воздуха; 4 — штуцер для вывода продукта; 5 — штуцер для вывода газов окисления. |
Присадки представляют собой сложные химические вещества, в состав молекул которых входят алкилфенолы, сера, фосфор, кислород, азот, металлы (кальций, барий, магний, цинк). Гетероатомы очень часто входят в состав молекулы присадки в виде таких сложных группировок, как, например, ксантогена-товая (I) или дитиофосфатная (II):
|
|
Р
-о/ \s-
II
—О—С;
Производство присадок осуществляется путем многостадийного органического синтеза. В процессе синтеза чаще всего необходимо проведение таких промежуточных стадий, как алкилирование, фос-фирование, осернение, сульфирование, карбоксилирование, хлорирование, конденсация, полимеризация. Кроме основных стадий не-
384
обходимы еще и вспомогательные процессы: отделение промежуточных продуктов реакции от непрореагировавших веществ, нейтрализация, сушка, удаление растворителей и катализаторов.
В качестве исходных веществ в произподстве присадок применяют алкилфенолы, сульфокислоты, олефины, хлорированные парафины, нафталин, серный ангидрид, пятисернистый фосфор, углекислый газ, гидрат окиси бария, гидрат окиси кальция, органические кислоты, спирты и многие другие продукты, а в качестве растворителей — бензин, бензол, толуол, различные спирты, керосин, воду. Например, синтез беззольной моющей сукцинимиднои присадки происходит в два этапа.
На первом этапе получают алкенилянтарный ангидрид путем присоединения к малеиновому ангидриду полиолефина, имеющего концевую двойную связь:
RCH=CH2 -Ь НС--- СИ 200—250°С' Ю-зоч RCH=CH—НС--- СН2
0=С\ /С=0 0=С\ /С=0
О О
где R — полиалкенил (М = 300—3000), например остаток полиэтилена, полипропилена, полиизобутилена, сополимера изобути-лена и стирола.
Во второй стадии алкенилянтарный ангидрид взаимодействует с аминами и в результате образуется имид алкенилянтарной кислоты — алкенилсукцинимид:
RCH=CH—НС----- CH2 + H2NR' 140-2oo°c RCH=CH—НС--- СН2
| | -------- * | | +Н20
0=С\ /С=0 0=С\ /С=0
О NR'
Процесс получения фосфорной противозадирной присадки ДФ-11 складывается из восьми этапов.
1. Получение диизобутилдитиофосфорной кислоты путем фос-
фирования изобутилового спирта пятисернистым фосфором и раз
бавление продуктов реакции минеральным маслом:
С4Н9Оч xS
4С4Н9ОН + P2S5 —> 2 у>' + H2S
с4н9ск ^sh
2. Получение диизооктилдитиофосфорной кислоты путем фос-
фирования изооктилового спирта пятисернистым фосфором и раз
бавление продуктов реакции минеральным маслом:
C8Hi7C4 .jS
4C8H17OH + P2S6 —> 2 )Р( +H2S
С8Н17СК XSH
3. Отделение от раствора продуктов реакции фосфирования
механических примесей, непрореагировавшего пятисернистого фос
фора и смол путем фильтрования или отстоя.
385
|
|
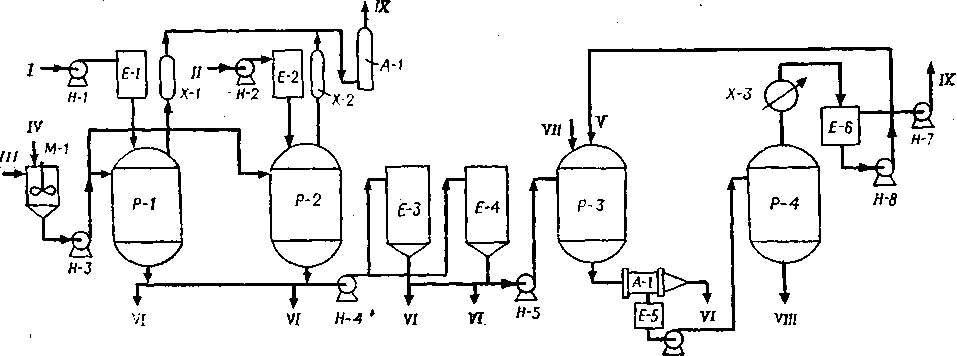
Рис. 105. Технологическая схема установки для
/—изобутиловый спирт; //—нзооктиловый спирт; /// — минеральное масло VI—отходы; VII—окись цинка; VI1J — готовая присадк
4. Нейтрализация смеси диалкилдитиофосфорных кислот окисью цинка:
/s Ч
(с,н9о)2р; +zno+ ;р(с8н,7о)2 —>
Nsii hs/
* s s
—+ (С4Н90)2Р^ %(C8H170), + H,0
4S—Zn—SX
5. Разбавление продуктов нейтрализации растворителем и отделение грубых примесей центрифугированием.
6. Повторное центрифугирование или фильтрование.
7. Отгон растворителя и добавление минерального масла.
8. Затаривание.
Технологическая схема.Технологическая схема периодического процесса производства присадки ДФ-11 приводится на рис. 105.
| , 4 5 |
|
|

| 2 ]V-«-|- |
| Ш |
| -У- |
| H-«-I |
| в |
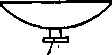 Изобутиловый спирт из емкости товарно-сырьевой базы завода насосом Н-1 через мерник Е-1 подается в реактор Р-1. Одновременно в аппарате М-1 готовится суспензия пятисернистого фосфора в минеральном масле. Изооктиловый спирт вводится в реактор Р-2 из емкости Е-2. Спирты нагреваются в реакторах до 60 °С, суспензия пятисернистого фосфора до 80 СС, затем суспензия подается в реакторы Р-1 и Р-2 и перемешивается в течение 40—60 мин. В следующие 20 мин температуру поднимают до 90— 95 °С, выдерживают 30 мин и охлаждают смесь до 35 °С.
Изобутиловый спирт из емкости товарно-сырьевой базы завода насосом Н-1 через мерник Е-1 подается в реактор Р-1. Одновременно в аппарате М-1 готовится суспензия пятисернистого фосфора в минеральном масле. Изооктиловый спирт вводится в реактор Р-2 из емкости Е-2. Спирты нагреваются в реакторах до 60 °С, суспензия пятисернистого фосфора до 80 СС, затем суспензия подается в реакторы Р-1 и Р-2 и перемешивается в течение 40—60 мин. В следующие 20 мин температуру поднимают до 90— 95 °С, выдерживают 30 мин и охлаждают смесь до 35 °С.
| Рис. 106. Реактор с перемешивающим устройством: / — вода холодная; // — вода теплая; /// — водяной пар; IV — конденсат; / — корпус; 2 — рубашка; 5—люк; 4 — штуцер для ввода сырья; 5 —редуктор; 6 —электродвигатель; 7—лопастное перемешивающее устройство; 8 — штуцер для вывода продуктов. |
После отбора пробы продукты реакции разбавляют минеральным маслом. Из реактора Р-1 (Р-2) продукты реакции поступают в отстойник Е-3 (Е-4). Отстой длится 2 ч. Затем нижний слой сливается, а верхний перекачивается насосом Н-5 в нейтрализатор Р-3, куда также добавляется растворитель — бутиловый спирт — и окись цинка. Температура нейтрализации 20—25 °С, продолжительность нейтрализации 10—12 ч. После нейтрализации продукт отстаивается в течение 24 ч.
От отстоявшегося продукта — готовой присадки в растворе бутилового спирта — в центрифуге А-1 отделяются механические примеси, а затем в реакторе Р-4 — растворитель под неглубоким вакуумом 26,6 кПа при 85 °С. Пары бутилового спирта конденсируются в холодильнике Х-3 и собираются в вакуум-приемнике Е-6, откуда насосом Н-8 возвращаются в нейтрализатор Р-3. Готовую
387
присадку разбавляют веретенным маслом АУ и затаривают в железные бочки. Все отходы производства разбавляют мазутом и сжигают в специальной печи.
Материальный баланс производства присадки ДФ-11 [в % (масс.)]
Поступило: Получено:
Изобутиловый спирт.................. 4,54 Присадка ДФ-11......................... 33,70
Изооктиловый спирт................ 7,94 Отгоняемый растворитель . . 57,31
Пятисернистый фосфор .... 7,14 Сероводород........................................ 1,01
Масло веретенное АУ .... 16,82 Потери растворителя......................... ....... 3,37
Окись цинка................................ 2,83 Отходы отстоя и центрифугм-
Растворитель............................... 60,73 рования................................ 3,57
---------------------------- , Прочие потери....................... ....... 1,04
Итого . . . 100,00
Итого . . . 100,00
Аппаратура. Основным аппаратом для проведения фосфирова-ния, нейтрализации и отгона растворителя является реактор с перемешивающим устройством (рис. 106), снабженный рубашкой, куда по необходимости можно подавать или водяной пар, или воду. Температура в аппарате легко регулируется увеличением или уменьшением расхода теплоносителя и хладагента. Корпус аппарата, а также вал и лопасти мешалки изготовлены из легированной стали. Мешалка приводится во вращение от электродвигателя, установленного на крышке аппарата.
Техника безопасности. В производстве фосфорной присадки используют такие токсичные и взрывоопасные вещества, как пятисернистый фосфор, изобутиловый и бутиловый спирты. В результате реакции получается токсичный газ — сероводород. Поэтому на установке принимаются следующие меры для обеспечения нормальных условий труда:
1) надежно герметизируются насосы, фланцы, трубопроводы и аппаратура;
2) для продувки аппаратов к ним подводится инертный газ;
3) сероводород улавливается в щелочном скруббере;
4) устанавливается звуковой сигнализатор, оповещающий о присутствии сероводорода в воздухе помещения;
5) устанавливается общая вентиляция всего помещения.
§ 79. НЕФТЯНЫЕ КИСЛОТЫ
Нефтяные кислоты содержатся в керосиновых, дизельных и масляных фракциях. Чем выше температурные пределы выкипания нефтяных фракций, тем больше молекулярная масса сопутствующих им нефтяных кислот. Как правило, нефтяные кислоты содержат в составе молекулы одну карбоксильную группу, поэтому кислотное число с повышением молекулярной массы уменьшается.
Кислотное число (количество миллиграммов КОН, необходимое для нейтрализации одного грамма кислот) нефтяных кислот керосиновых фракций составляет 270—280 мг КОН/г, дизельных фрак-
388
ций — 220—230 мг КОН/г. Молекулярная масса нефтяных кислотколеблется от 200до 350и находится в обратной зависимости от кислотного числа (КЧ):
Нефтяные кислоты при взаимодействии со щелочами образуют соли, называемые мылами. Мыла растворяются в водном растворе щелочи лучше, чем в нефтяной фракции, и поэтому концентрируются при щелочной очистке нефтепродуктов в щелочяых отходах. В раствор щелочи,вместе с мылами переходит часть углеводородов очищаемой фракции, получивших название неомыляемых веществ. Количество увлекаемых углеводородов увеличивается с возрастанием температурных пределов выкипания очищаемых фракций. При очистке керосиновых фракций неомыляемые вещества составляют 5—6% (масс.) от органической части щелочных отходов, при очистке дизельных фракций эта величина возрастает до 18% (масс), а для масляных фракций — даже до 40—60% (масс).
Щелочные отходы являются источником-для получения мылонафта, асидол-мылонафта, асидола, эмульсола, дистиллированных нефтяных кислот.
Мылонафт — мазеобразное вещество от соломенно-желтого до темно-коричневого цвета. Содержит в своем составе натриевые мыла нефтяных кислот, неомыляемые вещества, минеральные соли и примерно 507о и выше воды. Для выделения мылонафта из щелочного раствора применяют высаливание, т. е. вытеснение мыл из раствора поваренной солью. Поваренная соль лучше растворяется в воде, чем натриевые мыла нафтеновых кислот, вследствие чего мылонафт всплывает на поверхность раствора. Кроме высаливания применяют также выпаривание, воды.
Асидол-мылонафт представляет собой смесь мылонафта и сво-. бодных нефтяных кислот (асидола). Асидол-мылонафт содержит около 30% воды и около 70% смеси кислот, мыл и неомыляемых веществ. При обработке щелочных отходов слабой серной кислотой, взятой в недостатке, часть мыл разлагается с выделением свободных нефтяных кислот. Вследствие большой растворимости мыл в кислотах достаточно выделить только часть кислот, чтобы в образовавшийся кислотный слой перешел из щелочного раствора весь остаток нефтяных мыл.
Асидол — маслянистая жидкость, состоящая из свободных нефтяных кислот с растворенными в них углеводородами масла (не-омыляемыми) и 5% воды. Получают асидол при обработке щелочных отходов слабой серной кислотой в количестве, достаточном для разложения всех натриевых мыл нефтяных кислот, содержащихся в растворе.
Эмульсол — продукт, применяемый для охлаждения металлорежущих инструментов. Для его приготовления используют щелочные отходы после очистки маловязких масляных фракций. Мыла нефтяных кислот вытесняют (высаливают) из щелочных отходов
389
крепким растворомедкого натра. Выделенный мылонафт при 60°С й" интенсивном перемешивании разбавляют веретенным маслом.
Дистиллированные нефтяные кислоты с содержанием неомыляе-мых компонентов от 1,5 до 5% (масс.) получают при обезмаслива-нии асидола путем перегонки под вакуумом. Для получения светлых нафтеновых кислот, применяемых в лакокрасочной промышленности для выработки сиккативов и цветных лаков, применяют двухкратную вакуумную перегонку.
§ 80. НЕФТЯНЫЕ СУЛЬФОКИСЛОТЫ
Сульфокислоты — продукт обработки нефтяных дистиллятов серной кислотой. В молекуле сульфокислоты содержится сульфо-группа S02OH и углеводородный радикал, чаще всего ароматический.
Применение сульфокислот в народном хозяйстве разнообразно. Техническая смесь нефтяных сульфокислот получила название контакта Петрова. Контакт Петрова используется для расщепления жиров, при обработке кож, в текстильной промышленности в качестве моющего средства, в производстве пластмасс, присадок к смазочным маслам.
Сырьем для производства контакта Петрова служат керосино-газойлевые фракции, содержащие от 20 до 40% ароматических углеводородов, так как именно ароматические углеводороды наиболее легко сульфируются с образованием сульфокислот. Как обычно, при сульфировании нефтепродуктов образуется два слоя: верхний — кислое масло, нижний — кислый гудрон. Высокомолекулярные ароматические сульфокислоты, которые и являются целевым продуктом процесса, хорошо растворяются в кислом масле, а затем, после разделения кислого масла и кислого гудрона, экстрагируются из кислого масла пресной водой.
В качестве сульфирующего агента для ароматических углеводородов обычно применяется газообразный серный ангидрид.
Описание технологической схемы.Технологическая схема непрерывного процесса сульфирования керосино-газойлевой фракции приводится на рис. 107.
Обезвоженный керосиновый или газойлевый дистиллят подается насосом Н-1 последовательно в два сульфуратора М-1 и М-2. Для перемешивания продукта в сульфураторы под небольшим давлением нагнетается воздух. К воздуху в количестве 7— 8% добавляется газообразный серный ангидрид из баллонов. Температура процесса 40—60 СС; продолжительность сульфирования 4—6 ч.
Из сульфуратора М-2 продукт самотеком поступает в емкости Е-1, Е-2 и Е-3 для дополнительного отстоя кислого гудрона (черного контакта). С низа сульфураторов и отстойников отстоявшийся кислый гудрон откачивается с установки насосом Н-5. Из отстойника Е-3 сульфированный продукт, нагретый до 70 °С в па-
893'
роподогревателе Т-1, поступает последовательно в два экстрактора М-3 и М-4, где сульфокислоты вымываются из нефтепродукта пресной водой. Водный раствор сульфокислот (раствор контакта) отводится с установки насосом Н-3.
Товарный контакт Петрова содержит примерно 60% сульфокислот, остальное составляют неомыляемые продукты. Керосино-газойлевая фракция, из которой выделены сульфокислоты, частично возвращается насосом Н-2 в сульфуратор М-1 для более полного использования, частично же поступает в мешалку М-5 для нейтрализации раствором щелочи, после чего откачивается с установки насосом Н-4.
| м- |
£*згГ
Н-1
urn ii
f-i
)&Х
| Е-3 |
С-2
■^п-йн
| M-J |
7-/
£
Н-2
IV
vm
| М-5 2 |
| Н-4 |
МП
Vtf
Рис. 107. Технологическая схема производства сульфокислот:
/ — сырье; 11 — серный ангидрид; /// — воздух; IV— вода; V — раствор едкого натра
VI — раствор контакта; VII — кислый гидрон; VIII — нейтральное масло.
Основная аппаратура при получении сульфокислот — мешалки и отстойники с коническими днищами. Для защиты аппаратуры от коррозии применяются неметаллические защитные покрытия: диабазовая плитка, фаолит.
Утилизация кислых гудронов. При очистке серной кислотой топливных дистиллятов (см. § 65), дистиллятных и остаточных масел (см. § 73), а также при получении сульфокислот в виде отходов производства образуются кислые гудроны, которые состоят из продуктов реакции, свободной серной кислоты и некоторого количества неомыляемых компонентов.
Пути утилизации кислых гудронов различны. Кислый гудрон, полученный при сульфировании керосина, используется для производства грубого моющего средства — пасты РАС. Эта паста применяется для мытья аппаратуры, полов и т. п.
При обработке кислых гудронов водой получают два слоя: нижний, состоящий из серной кислоты крепостью 30—75%. и верхний, содержащий органическую смолистую часть. Слабая серная кислота применяется в производстве минеральных удобрений и стройматериалов, правда, весьма ограниченно. Остаточную смолу смешивают с мазутом и сжигают.
При наличии на НПЗ сернокислотного производства целесообразно применять метод термического расщепления кислого гудрона. В печь для сжигания сероводорода на установке получения
391
серной кислоты подается кислый гудрон с содержанием 71—85% кислоты. Органические примеси сгорают почти полностью и не влияют на качество получаемой серной кислоты.
Из кислого гудрона можно также получать битумы. Процесс проводится в реакторе с перемешивающим устройством и заключается в обработке кислого гудрона водяным паром, водой и воздухом. В результате более легкие масляные составляющие концентрируются в верхней части аппарата, кислота осаждается в нижней части, смолисто-асфальтеновые вещества — посередине. Более легкие масла удаляются выпариванием. Остаток промывается водой и перегоняется с перегретым водяным паром до получения битума требуемой консистенции. Битум, полученный из кислого гудрона, в чистом виде не применяется.
Глава XII
ОБЩЕЗАВОДСКОЕ ХОЗЯЙСТВО НЕФТЕПЕРЕРАБАТЫВАЮЩЕГО ЗАВОДА
§ 81. ПРИЕМ И ТРАНСПОРТИРОВКА НЕФТИ И НЕФТЕПРОДУКТОВ
Слив и налив нефти и нефтепродуктов. На нефтеперерабатывающий завод нефть поступает по трубопроводу, по железной дороге (в цистернах) или по воде (в танкерах и наливных баржах). Наиболее экономична транспортировка нефти по трубопроводам. Каждый сооружаемый в нашей стране НПЗ, как правило, соединен с источником сырья — районом добычи нефти — трубопроводом. В десятой пятилетке намечается построить около 15 тыс. км магистральных нефтепроводов.
Экономически выгодна также транспортировка нефти по воде. Водным путем снабжаются, например, НПЗ Японии и стран Западной Европы.
В зависимости от способа доставки организуется и прием сырья на заводе. Нефть, поступающая по трубопроводу, подается непосредственно в резервуары сырьевого склада (парка). При поступлении по воде ее откачивают из танкеров установленными на них насосами также в сырьевые парки.
Для приема нефти из железнодорожных цистерн на заводах сооружают специальные сливные устройства, которые называются эстакадами. Существуют одно- и двухсторонние железнодорожные эстакады, приспособленные для приема нефти верхним и нижним сливом. При нижнем сливе нефть из цистерн самотеком сливается в подземные резервуары, откуда насосами перекачивается в сырьевой парк завода. Если применяется верхний слив, в цистерну с нефтью погружают через верхний люк гибкий шланг, соединенный со стояком сливной эстакады. Через стояки нефть поступает на прием насоса, которым и откачивается в сырьевые резервуары.
Готовую продукцию отправляют также трубопроводным, железнодорожным и водным транспортом. Трубопроводный транспорт нефтепродуктов — наиболее экономичен, и поэтому в нашей стране непрерывно растет сеть магистральных нефтепродуктопроводов, связывающих заводы с крупными потребителями продукции. Только в текущей пятилетке намечается построить 3,5 тыс. км продук-топроводов.
Налив нефтепродуктов в цистерны осуществляется на наливных эстакадах. Существуют эстакады стоякового и галерейного типа (рис. 108). На эстакадах стоякового типа коллекторы, подводящие
13 Зак, 380
393
нефтепродукты, уложены внизу, под эстакадой. Коллектор соединен со стояком, а от стояка идет гибкий шланг, который опускается в горловину цистерны. Продукт, подлежащий отправке, забирается насосом из товарного резервуара, перекачивается по коллектору, а затем через стояк и гибкий шланг попадает в цистерну. Эстакады галереиного типа удобнее, чем стояковые, так как контроль и управление наливом осуществляются сверху. Эстакады галереиного типа выполняются с нижним и верхним подводом продукта. В первом случае коллектор укладывается на землю и налив осуществляется через стояки, но втором — подводящие коллекторы находятся выше уровня цистерны и продукт подается в цистерну из бокового отвода коллектора.
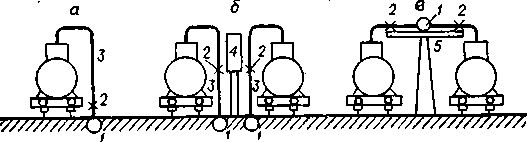
Рис. 108. Схемы целинных эстакад:
а —стояковая; б—талерейная с нижним подводом продукта; в—гале-
рейная с верхним подводом продукта. 1 — наливной коллектор; '2—задвижки; 3—стояки; 4—галерея; 5 —верхняя площадка.
На заводах сооружается несколько эстакад, каждая из которых предназначается для отправки определенной группы нефтепродуктов: светлых, темных, масел, сжиженных газов. На каждой эстакаде укладывается несколько коллекторов, что позволяет одновременно ' наливать несколько разных продуктов одной группы. Например, в один и тот же состав на эстакаде светлых нефтепродуктов одновременно наливают бензин и дизельное топливо.
§ 82. ХРАНЕНИЕ НЕФТИ И НЕФТЕПРОДУКТОВ
Резервуарные парки.Нефть и нефтепродукты на заводах хранятся в резервуарах, которые объединены в группы. Группа резервуаров единого назначения носит название резервуарного парка. Парки делятся на сырьевые, промежуточные, товарные и парки смешения.
Сырьевой парк предназначен для хранения нефти. Его емкость зависит от условий снабжения сырьем. Если нефть подается на завод по трубопроводу или железной дороге, запас сырья в сырьевом парке должен обеспечивать непрерывную работу завода в течение 7 сут. Если нефть поступает по воде, то срок хранения должен быть увеличен до 10 сут. В сырьевых парках устанавливаются резервуары большой вместимости — по 20—50 тыс. м3 каждый.
394
Промежуточные п а р к и "(п р о м п а р к и) предназначаются для хранения сырья соответствующих технологических установок и располагаются в непосредственной близости от этих установок. Сырье из промежуточных парков, как правило, забирается насосами производственных установок. Обвязка трубопроводами промежуточных парков предусматривает возможность поступления в эти парки некондиционных продуктов с установки и обратного возврата этих продуктов.
Многие технологические установки переведены на работу по схеме «жесткой связи». При такой схеме продукция одной установки, являющаяся сырьем для другой, передается на дальнейшую переработку, минуя промежуточные парки.
Парки смешения предназначаются для приготовления товарных продуктов. Необходимость в создании парков смешения вызвана увеличением количества компонентов, используемых для приготовления того или иного вида товарной продукции. Так, для приготовления автомобильного бензина на современном НПЗ применяют до 15 различных компонентов.
В резервуары парков смешения поступают с технологических установок различные продукты, которые затем перемешиваются путем циркуляции. Циркуляция продолжается до тех пор, пока смесь по всем показателям не будет соответствовать требованиям, предъявляемым к товарному продукту.
В парках смешения к нефтепродуктам добавляются различные присадки, улучшающие их качество. Этиловая жидкость вводится в бензины на специальных блоках, называемых этилосмеситель-ными установками. Этилосмесительные установки располагаются возле железной дороги, по которой подаются цистерны с этиловой жидкостью. При этилировании должны соблюдаться особые меры безопасности, поскольку тетраэтилсвинец — сильный яд.
Для приготовления товарной продукции циркуляцией затрачивается большое количество электроэнергии, парки смешения занимают большую территорию. Устранить эти недостатки позволяет применение для приготовления товарной продукции систем непрерывного компаундирования. При непрерывном компаундировании в трубопроводе смешиваются все компоненты товарного продукта и присадки в точно заданном соотношении. Товарный продукт требуемого качества образуется непосредственно в смесительном трубопроводе. Комплекс устройств для приготовления товарных продуктов непрерывным компаундированием носит название автоматической станции смешения.
При работе автоматической станции смешения оператор непосредственно из операторной открывает электрозадвижки на выходе из резервуаров, на входе и выходе насосов, включает насосы, устанавливает задание счетчикам на подачу определенных количеств компонентов. Приготовленный продукт передается в товарный парк.
Товарные парки завода.Готовая продукция хранится в товарных парках, которые размещаются вне зоны технологических установок. Вместимостьтоварного парка зависит от установленного
• ■ .
13* 395
нормами срока хранения: для сжиженных газов 3 сут, а для остальных жидких нефтепродуктов 15 сут. Для нефтепродуктов, отгружаемых с завода в таре или навалом (масла, присадки, битум, кокс и др.), существуют особые сроки хранения.
Для хранения нефти и нефтепродуктов применяются резервуары стальные и железобетонные. По характеру размещения резервуары делятся на наземные, подземные и полуподземные. Наземные резервуары обычно изготавливаются стальными, а полуподземные и подземные — железобетонными.
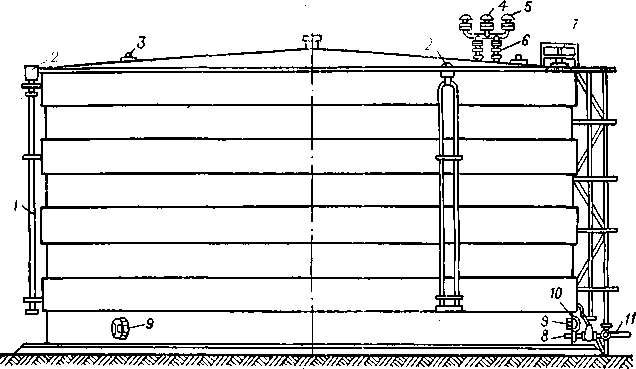
Рис. 109. Стальной вертикальный цилиндрический резервуар для хранения светлых нефтепродуктов:
/ — пенопроводы; 2— пеносливная камера; 3 — световой люк; 4 — дыхательный клапан; 5 —предохранительный клапан; 6 — огневой предохранитель; 7 —замерный люк; в —сифонный кран; 9 — лаз; 10 — подъемник-хлопушка; // — приемно-раздаточный патрубок.
Наземные резервуары в свою очередь подразделяются на вертикальные цилиндрические, горизонтальные цилиндрические и шаровые.
Наиболее распространены на заводах вертикальные цилиндрические резервуары с неподвижной крышей (рис. 109) вместимостью от 100 до 20 000 м3. На крыше резервуара находятся замерный и световой люки, предохранительный и дыхательный клапаны. Последние при хранении темных нефтепродуктов не устанавливаются. В нижней части резервуара, на нижнем поясе размещаются спускной (сифонный) кран, люк-лаз и прнемно-раздаточные патрубки, по которым поступают в резервуар и откачиваются из него нефтепродукты. Если в резервуаре хранятся легкозастывающие продукты (масла, мазуты и др.), он снабжается специальным обогревающим устройством.
Цилиндрические резервуары удобны для монтажа. Стальные стенки резервуаров заранее сваривают в полотнища, которые сворачивают в рулоны и доставляют к месту строительства. Здесь ру-
396
лоны специальными приспособлениями разворачивают и приваривают полотнища к подготовленному днищу.
При хранении нефти и бензина в обычных вертикальных резервуарах со стационарными крышами теряется большое количество легких фракций. Особенно велики потери газов и легких фракций нефти за счет так называемого дыхания резервуаров. Дело в том, что каждый раз при заполнении резервуара из него в атмосферу вытесняется определенный объем воздуха, насыщенного газообразными углеводородами. Этот объем равен объему закачиваемой в резервуар нефти. Потери такого рода носят название «большого дыхания». Кроме того, имеют место так называемые «малые дыхания» — потери, вызываемые изменением условий хранения в течение суток. Днем за счет солнечного тепла газовое пространство резервуара нагревается и давление в нем повышается. Когда давление превысит нагрузку дыхательного клапана, этот клапан открывается и в атмосферу для выравнивания давления сбрасывается избыточный газ. Ночью, при понижении температуры, в резервуаре создается вакуум, вновь открывается дыхательный клапан и в резервуар устремляется атмосферный воздух.
Для уменьшения потерь применяют различные газоуравнительные системы обвязки резервуаров. Газоуравнительные системы обвязки резервуарных парков предусматривают объединение газового пространства группы резервуаров и подключение к ним резервуара с дышащей крышей (газометра). Крыша газометра выполняется в виде колокола, перемещающегося по вертикали в специальном гидравлическом затворе. Когда резервуар с нефтепродуктом заполняется, вытесняемые пары попадают в газометр, а оттуда в тот резервуар, из которого откачивается продукт. Метод не получил широкого распространения из-за сложности эксплуатации газометров в зимнее время и повышенной стоимости строительства резервуарных парков.
Гораздо чаще для снижения потерь от испарения применяются резервуары специальной конструкции — с понтоном и плавающей крышей. В этих резервуарах зеркало испарения жидкости отделяется от окружающей среды специальными плавающими мембранами (понтонами). Эти резервуары используются при хранении бензина, керосина и нефти.
Плавающая крыша представляет собой полый диск из стальных листов толщиной 2—5 мм, покоящийся на поверхности жидкости. В резервуарах с плавающей крышей (рис. ПО) почти полностью отсутствует газовое пространство и поэтому исключаются потери от больших и малых дыханий. Чтобы предотвратить затопление плавающей крыши, диск крыши разделен радиальными перегородками на ряд герметичных отсеков. Перегородки, кроме того, обеспечивают необходимую жесткость крыши.
Диаметр плавающей крыши меньше внутреннего диаметра резервуара. Зазор между крышей и стенками резервуара уплотняется затворами специальной конструкции для создания герметичности при прохождении крыши через сварные швы и неровности поверхности
397
резервуара. Эффективность работы плавающих крыш зависит в первую очередь от надежности уплотняющих затворов.
|
|
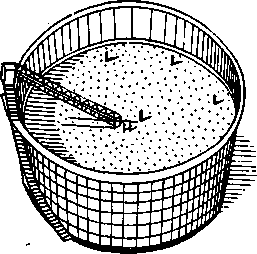
Плавающий понтон является разновидностью плавающей крыши. Особенность резервуаров с понтоном — неподвижная кровля и упрощенная конструкция понтона, который представляет собой полый герметичный диск диаметром на 200 мм меньше внутреннего диаметра резервуара. Зазор между корпусом резервуара и понтоном герметизируется специальным затвором. Понтон изготавливается из металла или полимерных материалов.
Для хранения сжиженных газов и легких фракций бензина, упругость паров которых намного превышает атмосферное давление, применяют горизонтальные цилиндрические резервуары. Вместимость этих резервуаров не превышает 200 м3, они рассчитаны на давление 0,25; 0,7; 1,8 МПа.
В тех случаях, когда надо хранить
большие количества сжиженных газов,
более рациональны шаровые резер
вуары (рис. 11 П. Промышленностью
Рис.110. Резервуаре плаваю- выпуск Шаровых резервуаров
щей крышей - спп '■ пппп к, г J r
вместимостью 600 и 2000 м3 на давление 0,6 и 1,8 МПа.
Подземные и полуподземные (заглубленные) резервуары применяют для хранения нефти и тяжелых нефтепродуктов, они сооружаются из сборного железобетона. Монтаж этих резервуаров сводится к установке панелей заводского изготовления. В процессе эксплуатации железобетонных резервуаров выявлены их серьезные недостатки: из них трудно удалить отстоявшуюся воду, вследствие неплотности стыков между панелями нефть и нефтепродукты попадают в почву и загрязняют ее.
Межцеховая транспортировка нефти и нефтепродуктов.Внутри завода нефть и нефтепродукты перемещаются по трубопроводам. Трубопроводы, которые связывают между собой оборудование внутри установки или цеха, называются внутрицеховыми, а соединяющие различные цехи — межцеховыми или общезаводскими.
В зависимости от способа прокладки трубопроводы делятся на наземные и подземные. Наземные трубопроводы прокладываются на низких или высоких железобетонных опорах. При прокладке на низких опорах в местах пересечения с дорогами устраиваются специальные переезды и переходы. Прокладка на высоких опорах (стойках) обеспечивает беспрепятственный проезд транспорта и проход людей. Наземные трубопроводы, по которым перекачиваются легкозастывающие продукты, имеют единую изоляцию с трубопроводами, по которым движется водяной пар («спутниками»).
398
Перемещение нефтепродуктов по заводу происходит самотеком (за счет разности в высотных отметках местности) и с помощью насосов. Насосные станции располагают по возможности ближе к емкостям, из которых забирается нефтепродукт. Помимо насосных станций, расположенных внутри установок, существуют насосные общезаводского хозяйства: при резервуарных парках, сливно-наливных эстакадах, узлах оборотного водоснабжения и т. д.
Техника безопасности. При сливно-наливных операциях и перекачках перемещаются значительные количества горючих, взрыво-
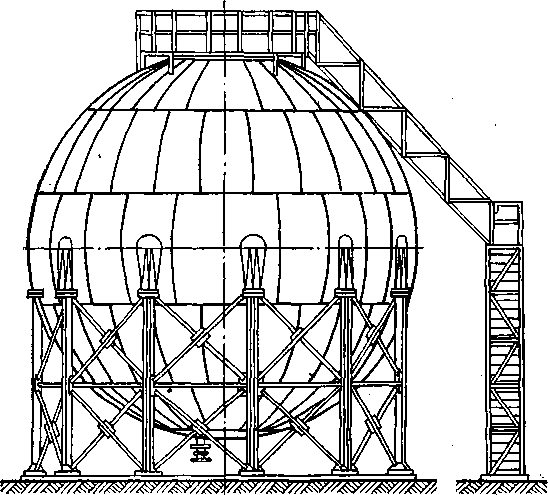
Рис. 111. Шаровой резервуар для хранения сжиженных газов.
опасных и токсичных веществ. Поэтому очень важно строго соблюдать условия и правила техники безопасности. Сливно-наливные эстакады следует сооружать из несгораемых материалов. Налив легковоспламеняющихся и горючих жидкостей необходимо производить на раздельных эстакадах. Для каждой эстакады предусматривается самостоятельный обгонный путь, который позволяет в случае пожара быстро отцепить и отогнать в безопасное место воспламенившуюся цистерну. На расстоянии 15—50 м от сливно-наливных устройств устанавливаются аварийные задвижки. При пожаре с помощью этих задвижек мгновенно прекращается подача продукта на эстакаду. Особые меры безопасности следует выполнять при отгрузке весьма токсичных этилированных бензинов.
При проектировании и строительстве трубопроводы необходимо размещать на определенном, установленном противопожарными
39»
нормами, расстоянии от производственных зданий, проезжих и пешеходных дорог.
Запорная арматура на внутрицеховых трубопроводах, а также задвижки на межцеховых трубопроводах, по которым перемещаются сжиженные газы, токсические жидкости, бензин и продукты, которые при перекачке имеют температуру выше 200 °С, должны быть выполнены из стали.
§ 83. ЭНЕРГОСНАБЖЕНИЕ ЗАВОДА
Пароснабжение.Современный нефтеперерабатывающий завод является крупным потребителем тепловой энергии; в течение часа расходуется до 500 и более тонн водяного пара. Пар необходим для технологических целей: в ректификационных колоннах — для снижения температуры кипения продуктов, в трубчатых печах — на распыл топлива, в пароструйных эжекторах — для создания вакуума, в нагревателях и кипятильниках — для подогрева продуктов и т. д. Немало пара расходуется и на энергетические нужды — в качестве привода для паровых насосов и компрессоров.
Водяной пар нефтеперерабатывающий завод получает с тепловых электростанций (ТЭЦ), которые сооружаются в непосредственной близости от завода и обеспечивают его не только тепловой, но и электрической энергией. С ТЭЦ на завод подается пар с давлением 0,7; 1,6; 4,0 МПа (давление указано на выходе с ТЭЦ). По заводу прокладываются трубопроводы, транспортирующие пар этих параметров. Если потребителям необходим пар иного давления, оно снижается с помощью специальных редуцирующих устройств. Для горячего водоснабжения и отопления зданий применяют водяной пар или горячую воду. Последний способ более удобен, так как при паровом отоплении не удается добиться тонкой регулировки температуры.
Значительные количества пара и горячей воды можно получить, используя в котлах-утилизаторах тепло отходящих нефтепродуктов и горячих газов. Котлы-утилизаторы эксплуатируются на установках первичной перегонки,, каталитического риформинга и крекинга, пиролиза и др. Сооружение котлов-утилизаторов экономически выгодно, если их мощность превышает 15—20 ГВт.
Конденсат пара всех параметров собирается и возвращается на ТЭЦ.Специальными трубопроводами-конденсатопроводами паровой конденсат с технологических установок и от прочих потребителей передается на конденсатные станции. На заводе имеется несколько конденсатных станций, на каждой из которых конденсат охлаждается. Затем охлажденный конденсат направляется на центральную конденсатную станцию, где отстаивается от масла и нефтепродуктов и анализируется. Возврат конденсата на ТЭЦ имеет большое практическое значение, поскольку в конденсате не содержится минеральных солей и не требуется затрачивать средства на подготовку свежей воды перед подачей в котлы ТЭЦ.
400
Электроснабжение.Основными потребителями электроэнергии на заводе являются электродегидраторы, электродвигатели насосов, компрессоров, газодувок, вентиляторов, дымососов, осветительные устройства. На каждую тонну перерабатываемой нефти расходуется 180-288 МДж электроэнергии.
НПЗ снабжается электроэнергией от двух независимых источников, один из которых является аварийным. Основным источником электроснабжения служит заводская ТЭЦ, а аварийным — ближайшая районная подстанция энергосистемы. Аварийное питание в случае выхода из строя заводской ТЭЦ должно обеспечить возможность нормальной остановки завода и удовлетворить неотложные нужды связи, пожарного водоснабжения и освещения. Потребители электроэнергии НПЗ делятся на три категории по бесперебойности электроснабжения.
К I категории относятся электроприемники, перерыв в снабжении которых может вызвать опасность для жизни людей и принести значительный ущерб народному хозяйству. Эти потребители должны обеспечиваться электроэнергией' от двух независимых источников питания, а перерыв в их снабжении допускается только на время, необходимое для автоматического ввода резервного питания.
К электроприемникам II категории относятся такие, перерыв в электроснабжении которых связан с массовым простоем рабочих, механизмов, транспорта. При прекращении подачи электроэнергии резервное питание для этих электроприемников включается, как правило, автоматически, но допускается и ручное включение — силами дежурного персонала.
Прочие электроприемники относятся к IIIкатегории. Для них допустим перерыв в электроснабжении на время, необходимое для ремонта и возобновления подачи энергии.
Топливоснабжение.На каждую тонну перерабатываемой нефти расходуется 50—70 кг топлива. В качестве топлива нефтеза-водских печей используется мазут, углеводородный газ, являющийся побочным продуктом переработки нефти, а иногда — природный газ.
Для снабжения жидким топливом (мазутом) на НПЗ создается топливное хозяйство, включающее резервуарный парк и насосную. Из насосной топливного хозяйства мазут по системе трубопроводов передается на установки. Топливные трубопроводы закольцованы и избыток мазута, не использованный потребителями, возвращается в резервуары топливного хозяйства. Для бесперебойности снабжения и предотвращения застывания мазута количество циркулирующего по кольцу жидкого топлива должно в 4—5 раз превышать его потребление.
На НПЗ имеются большие ресурсы газообразного топлива, которым при правильной системе сбора и переработки можно обеспечить до 50% от потребности в топливе. При использовании газа в качестве топлива его следует предварительно подогреть, чтобы испарить обычно содержащийся в нем конденсат.
401
§ 84. ВОДОСНАБЖЕНИЕ И КАНАЛИЗАЦИЯ
Водоснабжение.Вода на НПЗ потребляется для производственных, противопожарных и хозяйственно-питьевых нужд. Требования к качеству воды зависят от того, для какой цели она используется. На хозяйственно-питьевую воду распространяются общие требования, предъявляемые стандартами, а качество производственной
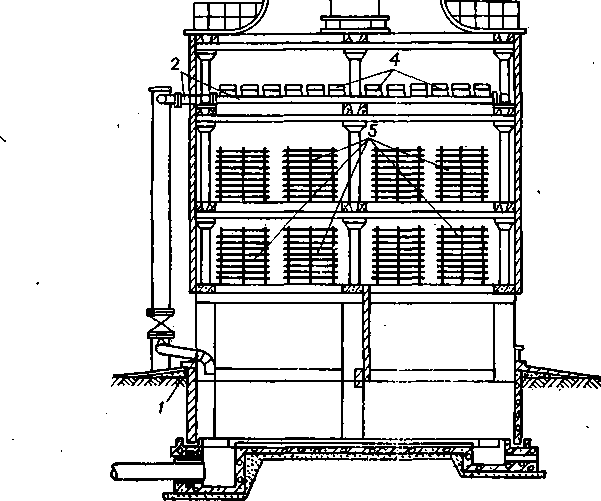
Рис. 112. Вентиляторная градирня:
/~отвод для сброса воды в бассейн: 2—водораспределительная система; 3— вентилятор; 4—водоулавлиаающпе решетки; 5—блоки капельного оросителя.
воды регламентируется внутриведомственными нормами и зависит от требований, предъявляемых конкретными потребителями воды. Так, вода, используемая для конденсации и охлаждения, должна иметь возможно более низкую температуру и не выделять при нагревании солей жесткости (карбоната и бикарбоната кальция).
Производственное водоснабжение на первых этапах развития нефтеперерабатывающей промышленности было прямоточным. Заводы получали холодную воду прямо из водоема. Горячая вода проходила простейшие отстойники'-нефтеотделители и сбрасыва-
402
ласьобратно вводоем. При этом происходило интенсивное загрязнение источников водоснабжения — рек и озер — нефтепродуктами, которые неполностью удалялись из воды перед сбросом.
Начиная с середины 1950-х гг. на заводах внедряется оборотная система водоснабжения. Принцип оборотной системы состоит в многократном использовании однажды забранной из водоема воды. Горячая вода после конденсаторов и холодильников самотеком или под напором направляется на узлы оборотного водоснабжения, где проходит аварийные нефтеотделители и специальные охлаждающие устройства: пруды, брызгательные бассейны или градирни. Наиболее эффективное охлаждение достигается в градирнях.
Градирни оборотного водоснабжения различаются по конструкции. Вода в них стекает по орошаемым поверхностям (щиты, рейки и др.) в виде тонкой пленки или капель. Б некоторых конструкциях вода разбрызгивается с помощью сопел. Охлаждение стекающей воды происходит под действием естественной тяги наружного воздуха (башенные градирни) и благодаря искусственной тяге, создаваемой вентиляторами (вентиляторные градирни). Вентиляторная градирня изображена на рис. 112.На градирнях вода охлаждается от 45—50 до 25—28 °С. Охлажденная вода собирается в бассейнах градирен и насосом под давлением 0,3—0,4 МПа возвращается потребителям.
Существует четыре системы оборотного водоснабжения НПЗ:
1) для аппаратов, связанных с переработкой нефти и нефтепродуктов; эта вода в аварийных случаях поступает с установок загрязненной нефтью, мазутом, бензиновыми и газойлевыми фракциями;
2) для аппаратов и оборудования газоперерабатывающих установок, охлаждения подшипников насосов и компрессоров; эта вода не загрязняется нефтепродуктами;
3) для барометрических конденсаторов смешения; в воде в большом количестве содержатся нефтепродукты, а при переработке сернистых нефтей — сероводород;
4) для аппаратов, из которых возможно попадание в воду парафина и жиров.
Потери воды в оборотных системах компенсируются подачей свежей воды из водоемов или очищенных канализационных стоков.
Чтобы предотвратить выпадение из оборотной воды солей кальция и магния, образование накипи в теплообменной аппаратуре и воспрепятствовать развитию в воде биоорганизмов, воду обрабатывают фосфатами, кислотой, купоросом и хлором.
Помимо оборотных систем водоснабжения на заводах сохраняется подача свежей воды для промышленных целей. Свежая вода используется для питания котлов, приготовления реагентов, промывки некоторых продуктов (в частности, авиакеросина) после щелочной промывки, для пополнения систем оборотного водоснабжения,
403
Хозяйственно-питьевая вода используется для питьевых нужд, в душевых и санитарных узлах. Источником этой воды служат подземные воды или речная вода, прошедшая специальную очистку.
Противопожарный водопровод, как правило, устраивается на НПЗ совмещенным либо с производственным водопроводом свежей воды (противопожарно-производственный водопровод), либо с хозяйственно-питьевым водопроводом (противопожарно-хозяйственный водопровод). В отдельных случаях устраиваются специальные сети пожарного водопровода.
Запас воды для пожаротушения хранится в специальных, нередко подземных резервуарах и пожарных водоемах. Существуют нормы, которыми определяется необходимый запас воды в пожарных водоемах, число пожарных насосов, расстановка гидрантов (на сети водопровода). Резервными источниками пожарного водоснабжения являются системы оборотного водоснабжения, свежей воды и очищенных стоков.
Каждая из существующих на НПЗ систем водоснабжения имеет в своем составе набор определенных сооружений. Так, оборотные системы включают насосные, градирни, нефтеловушки, установки химической обработки, сети горячей и охлажденной воды, а система свежей воды — водозабор, насосные первого, второго, а иногда и третьего подъема, сооружения фильтрования, всасывающие резервуары и трубопроводы.
Канализация. Сточные воды НПЗ имеют весьма сложный состав, который зависит от характера сырья, применяемых процессов переработки и других факторов. Они делятся на три вида: производственные, ливневые и бытовые.
Производственные сточные воды отводятся с завода по двум основным системам промышленной канализации. В первую (пром-ливневую) систему собираются нейтральные нефтесодержащие стоки, которые образуются: а) при охлаждении сальников насосов;
б) при промывке лотков и полов производственных помещений;
в) при промывке и пропарке аппаратуры; г) при выпадении атмо
сферных осадков на территорию, загрязненную нефтепродуктами.
Вторая система канализации предназначена для сточных вод, содержащих соли, минеральные или органические кислоты, сернистые соединения, фенолы и т. п. Она включает несколько раздельных сетей, по которым выводятся стоки с различными загрязнениями: а) сеть стоков ЭЛОУ, в которую сбрасываются сточные воды установок обессоливания, подтоварная вода из сырьевых резервуаров; б) сеть сернисто-щелочных стоков, в которую попадает отработанная щелочь; в) сеть сернокислых стоков от сернокислотного цеха и установок сернокислотной очистки нефтепродуктов;
г) сеть стоков, загрязненных жирными кислотами, парафином, эти
ловым спиртом, фенолом и другими химическими продуктами.
Отдельно собираются и выводятся на очистные сооружения ливневые воды с незастроенной территории (дорог, тротуаров, грунтовых поверхностей) и бытовые (хозфекальные) стоки.
404
После очистки сточные воды первой канализационной системы возвращаются на завод для пополнения системы оборотного водоснабжения, а стоки второй системы сбрасываются в водоем.
Очистка сточных вод.На очистных сооружениях завода каждый канализационный сброс очищается по собственной схеме в зависимости от степени и характера загрязнений.
Очистка сточных вод первой канализационной системы заключается в механическом отстаивании и фильтровании (или флотации) воды, с помощью которых улавливаются минеральные и органические вещества.
Сточные воды последовательно проходят песколовку, в которой задерживаются грубые взвешенные частицы, и нефтеловушки, где улавливается основная масса нефтепродуктов. После ловушек, которые рассчитаны на двухчасовой отстой, сточные воды проходят через пруды дополнительного отстоя, а затем подаются на фильтрование и флотацию. Прошедшие механическую очистку стоки первой системы рекомендуется доочищать биологическим способом. Биологическая очистка использует способность отдельных видов микроорганизмов разлагать нефть и нефтепродукты. Прошедшие биоочистку стоки первой системы используются в системах водоснабжения нефтеперерабатывающего завода.
Стоки второй системы после механической очистки по схеме, аналогичной описанной выше, нейтрализуются, усредняются и до-очищаются на сооружениях биологической очистки совместно с бытовыми стоками. Бытовые стоки перед подачей на биоочистку подвергаются механической очистке от примесей.
Ловушечные продукты, сбор и использование.Нефтепродукты, уловленные на очистных сооружениях, возвращаются на завод для повторной переработки. В производственной практике их называют «ловушечной нефтью» или «ловушечным продуктом».
Перед возвратом на завод ловушечные продукты освобождаются от воды отстаиванием в так называемых разделочных резервуарах. В эти резервуары поступают нефтепродукты, уловленные при механической очистке стоков первой и второй системы, а также нефтепродукты, уловленные на узлах оборотного водоснабжения. В разделочных резервуарах обводненные нефтепродукты подогреваются до 60—70 "С и отстаиваются при этой температуре. Общее время цикла разделки обводненного нефтепродукта — 3 сут.
Отстоявшаяся ловушечная нефть перерабатывается на установках первичной перегонки совместно со свежим сырьем или на специальных узлах. По своему составу ловушечный продукт легче сырой нефти, в нем около 80% фракций, выкипающих до 350 °С.
Народнохозяйственное значение очистки сточных вод.Увеличение добычи и переработки нефти приводит к значительному росту потребления воды для промышленных целей и одновременно к загрязнению водоемов сточными водами промыслов и нефтеперерабатывающих заводов. Большой ущерб наносится рыбному хозяйству, санитарным условиям жизни населения прибрежных районов. Водоемымогут быть до такой степени загрязнены производствен-
405
ными стоками, что становятся непригодными не только для хозяйственно-питьевого, но и для производственного водоснабжения.
Поэтому очень важно полно и эффективно очищать стоки, обеспечивать непрерывную и нормальную работу очистных сооружений. Дальнейшее развитие и совершенствование системы очистки стоков должно идти в направлении резкого сокращения и в конечном итоге полного прекращения сброса каких-либо стоков нефтепереработки в водоемы.
За последние годы резко уменьшился расход воды на производственные нужды, сократились сбросы в водоемы сточных вод. Расход свежей воды на производственные нужды уменьшился в несколько раз,сократился в 2—3 раза сброс стоков. Такого результата удалось добиться благодаря применению воздушного охлаждения, внедрению глубокой очистки стоков первой системы с последующим возвратом их в оборот. Соотношение между воздушным и водяным охлаждением на передовых отечественных заводах достигло 70 : 30, причем степень оснащенности технологических установок аппаратами воздушного охлаждения постоянно растет.
Большую роль в уменьшении количества стоков играют и такие мероприятия, как замена барометрических конденсаторов смешения аппаратами поверхностного типа на установках АВТ, сокращение применения нерегенерируемых реагентов (щелочи и кислоты), внедрение поверхностных аппаратов для охлаждения сбрасываемых с установок стоков и технологических конденсатов.
§ 86. СНАБЖЕНИЕ ВОЗДУХОМ И ИНЕРТНЫМ ГАЗОМ. ФАКЕЛЬНОЕ ХОЗЯЙСТВО
Снабжение воздухом. Воздух на НПЗ расходуется на технологические нужды и для приборов автоматического регулирования и контроля. С помощью сжатого воздуха чистят от коксовых отложений змеевики трубчатых печей, регенерируют катализатор на установках каталитического риформинга, крекинга и гидроочистки. В период ремонта воздух подводится к пневматическим инструментам.
Для обеспечения завода сжатым воздухом сооружаются центральные воздушные компрессорные, которые выдают потребителям воздух под давлением 0,8 МПа. Компрессорные размещаются таким образом, чтобы потеря давления в сетях сжатого воздуха не превышала-0,2 МПа.
К приборам автоматического контроля и регулирования должен подводиться очищенный и осушенный воздух. Поэтому в составе воздушных компрессорных предусматривается аппаратура для осушки воздуха и фильтры. Кроме того, в воздушной компрессорной имеются резервные емкости — ресиверы, в которых хранится избыточное количество сжатого воздуха на случай аварийной остановки компрессорной. Ресиверы, рассчитанные на часовой запас воздуха, устанавливаются и на технологических установках.
406
Снабжение инертным газом.Инертный газ потребляется при регенерации катализаторов, для создания «подушек» в резервуарах, в которых хранятся легкоокисляемые продукты, для продувки аппаратуры перед остановкой на ремонт. В качестве инертного газа используется азот, извлекаемый из воздуха. На заводах находят применение два способа получения азота из воздуха. Один из них состоит в сжигании топливного газа в токе атмосферного воздуха
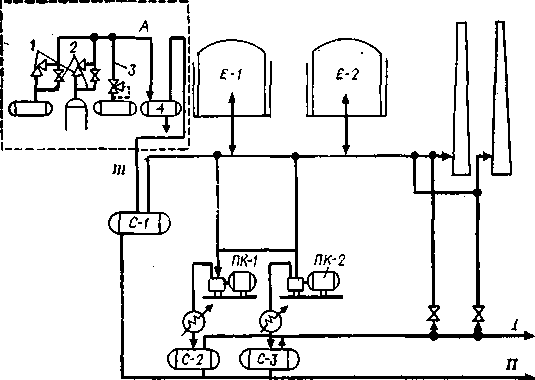
Рис. 113. Принципиальная схема факельного хозяйства нефтеперерабатывающего занода:
У — газ в топливную сеть; // — конденсат газа на переработку; /// — факельный газ от установок и прочих объектов; А—схема сбора факельного газа внутри установки; / — предохранительный клапан для аварийного сброса; 2 —линия сброса газа при продувке и освобождении аппаратов; 3—линия технологического выброса в факельную линию; 4 — сепаратор факельного газа внутри установки.
при минимальном избытке последнего и последующей очистке образовавшегося дымового газа от окиси и двуокиси углерода. В очищенном газе содержится около 98,5% азота. Второй способ осуществляется на так называемых азотно-кислородных станциях. Здесь атмосферный воздух при высоком давлении и пониженной температуре разделяется на азот и кислород.
Факельное хозяйство.При превышении допустимого давления в технологических аппаратах и емкостях, где хранятся сжиженные газы, происходит сброс избыточных углеводородных газов через предохранительные клапаны. Сбрасываемые газы собирают и сжигают на специальных устройствах — факелах. В систему сбора газа для последующего сжигания на факеле — факельную систему— подаются также сбросы газа при ремонте установок и освобождении аппаратуры. Количество газов, сбрасываемых по различным причинам на факел, довольно значительно и достигает на некоторых заводах 0,2—0,3% на перерабатываемую нефть.
407
Горящий факел представляет собой серьезный источник загрязнения воздушного бассейна. При сгорании на факеле теряется большое количество ценных продуктов. Необходимо полностью утилизировать факельные выбросы, возвратить продукты из факельных систем на повторную переработку. С этой целью на заводе сооружается факельное хозяйство. Примерная схема факельного хозяйства нефтеперерабатывающего завода приводится на рис. 113.
Факельный газ поступает в отделители конденсата С-1, затем в газгольдеры Е-1 и Е-2 и во всасывающие линии компрессоров ПК-1 и ПК-2. Сжатый компрессорами газ охлаждается и частично конденсируется. Конденсат факельного газа из сепараторов С-2 и С-3 передается для переработки на газофракционирующую установку, а газ — в топливную сеть завода.
С помощью системы контрольно-измерительных приборов проводится регулировка работы компрессоров. С уменьшением уровня газа в газгольдерах по очереди выключаются работающие компрессоры, при увеличении уровня — они вновь включаются. Часть газа постоянно подается для сжигания на контрольном факельном устройстве. Для ликвидации дыма и копоти при сжигании газа на факеле предусматривают подачу пара в факельную трубу, организуя так называемое «бездымное» сжигание.
Глава XIII
СОВРЕМЕННЫЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИЙ ЗАВОД
§ 86. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ СОВРЕМЕННЫХ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ
ЗАВОДОВ
Выбор точки строительства нефтеперерабатывающего завода зависит от ряда факторов, главный из которых — потребность близлежащих районов в нефтепродуктах. Разумеется, желательно, чтобы вблизи завода имелись источники сырья — нефти. В недалеком прошлом именно наличием нефти определялось местонахождение перерабатывающего завода. Так возникли, в частности, районы переработки нефти в Баку, Грозном, Уфе. Качество нефти определяло и схему ее переработки. Масла, например, в течение длительного времени получали только из специальных сортов нефтей.
С течением времени требование о наличии сырьевых ресурсов в непосредственной близости от нефтеперерабатывающего завода перестало быть обязательным. Широкое развитие транспорта, в особенности трубопроводного, сделало экономически целесообразной передачу нефти на большие расстояния. Как показал технико-экономический анализ, транспорт нефти более рентабелен, чем перевозка готовых нефтепродуктов с заводов, расположенных вблизи нефтепромыслов, к месту их потребления. Нефтеперерабатывающие заводы начали строить в районах, где совершенно отсутствуют нефтяные месторождения, но очень велика потребность в нефтепродуктах. Исходя из этого принципа, были построены, например, нефтеперерабатывающие заводы в Ярославле, Киришах (Ленинградская область), Москве.
Потребностью экономического района в нефтепродуктах того или иного ассортимента определяется в основном и выбор направления переработки нефти на заводе. Качество сырья при этом уже не имеет такого значения, как это было раньше, поскольку разработаны процессы, позволяющие получать большинство нефтепродуктов, в том числе и высокого качества, из любых нефтей.
При выборе конкретной точки строительства нефтеперерабатывающего завода в пределах района немаловажную роль играет, конечно, наличие энергетических ресурсов, обеспеченность рабочей силой и другие факторы.
По своему профилю нефтеперерабатывающие заводы делятся
на топливные, топливно-масляные, заводы с нефтехимическими
.производствами, Принято также характеризовать заводы по
4°?
глубине переработки нефти — уровню отбора светлых нефтепродуктов. Рассмотрим далее существующие и возможные схемы переработки нефти.
Схема переработки по топливному варианту с невысоким уровнем отбора светлых.Эта схема (схема 1) применяется в тех случаях, когда велика потребность окружающего района в котельном топливе — мазуте. Заводы с неглубокой переработкой строятся там, где отсутствуют другие источники энергетического топлива (природный газ, уголь).
Нефть сначала обессоливается и обезвоживается, а затем перегоняется на установках AT с получением бензинового, керосинового и дизельного дистиллятов. Бензиновый дистиллят разделяется на фракции. Одна из фракций подвергается каталитическому ри-формингу с получением ароматического концентрата, из которого затем выделяют ароматические углеводороды. Другая бензиновая фракция, более тяжелая, также направляется на каталитический риформинг. Катализат этой установки является основным компонентом товарного автомобильного бензина.
Средние дистилляты (керосиновый и дизельный) подвергаются облагораживанию и очистке от серы на установках гидроочистки. Благодаря гидроочистке получают реактивное топливо высокого качества и малосернистое дизельное топливо. Часть очищенного дизельного топлива подвергается депарафинизации с получением жидкого парафина и зимнего дизельного топлива.
Газовые потоки установок первичной перегонки нефти и каталитического риформинга перерабатываются на газофракционирую-щей установке. При этом получают товарные сжиженные газы: пропан, бутан и изобутан.
Автомобильный бензин, выработка которого на заводе с неглубокой схемой переработки составляет 10—20% (в зависимости от содержания бензиновых фракций в нефти), готовится смешением 2—4 компонентов. Основным (базовым) компонентом служит катализат установок каталитического риформинга, который содержит большое количество ароматических и изопарафиновых углеводородов и имеет высокое октановое число. Однако катализат риформинга не обладает требуемыми пусковыми свойствами — у него очень высока температура 10% отгона и низка упругость паров. Поэтому к катализату добавляют 20—25% легкой прямогонной фракции н. к. — 62 °С и 3—5% бутана. По такой рецептуре можно получить топлива А-72 и А-76. Для автомобилей новых марок необходим бензин более высокого качества — АИ-^3. Его получают двумя путями: добавив к описанной выше смеси ТЭС или подвергнув изомеризации фракцию н. к. — 62 °С.
На заводах с неглубокой схемой переработки, как и на других нефтеперерабатывающих предприятиях, организуется производство различных марок битума. Битум получают окислением гудрона, который выделяется из мазута на специальном блоке, входящем в состав установки по производству битума. Основное количество мазута отправляется потребителям в качестве котельного топлива.
410
Сырая нефть
Обессопавание и атмосферная перегонка
| X |
Газ
ФракцияН.К.-Е2°С
Легкий бензин
Тяжелый бензин
Аизельная фракция
Керосиновая фракция
изоме ризация
Каталитический риюорминг и экстракция ароматических углеводородов
каталитический рисрорминг
Гидроочистка керосина и дизтаплива
Газ
'Головка стабилизации
Изомеризат
Газофракцио-ниравание
Радшнат
Толуол
бензол
Бензин-- отгон
Газ
Бутап
Иэобутан
Пропан
Катализат
Сжиженные газы
АвтоЕензин
Ароматические углеводороды
Керосин
Дизельное топлива летнее
Схема 1. Переработка сернистой нефти по топливному вариа
| J |
| А - ди |
| Фракция И.К.- 62"С |
| Легкий бензин |
| Головка стабилизации |
Газ
Сырая нефт
т
Обессолиеанае и атмосферно-вакуумн
Дизельная фракция
Керосиновая Фракция
Тяжелый бензин
Газофракционирование .предельных углеводородов
Каталитический
рисрорминг и
экстракция
ароматических
углеводородов
LJZ
Каталитический риформинг
Г
Гидроочистка керосина
v w
Гидроочистка
дизельного
топлива
Вензин--отгон
Сероводород
Газ
а
Полимеризация
Легкий
А ЛKUЛира
вате
Полимер-бензин
Тяжелый алкилат
■. ,,
Сжиженные газы
Ароматические углеводороды
Я
Автомобиль-гный бензин
Керосин
Дизельное топливо
Ко т
Схема 2. Переработка сернистой нефти по топливному вариа
, Сероводород, выделившийся при гидроочистке, утилизируется на установках получения серной кислоты или серы.
Схема переработки по топливному варианту с высоким уровнемотбора светлых. Заводы с такой схемой переработки (схема 2) имеют в своем составе установки, на которых с помощью различных термических и каталитических процессов можно получить дополнительные количества светлых нефтепродуктов.
Первичная перегонка нефти проводится на установке АВТ. Помимо атмосферных дистиллятов на этой установке получают вакуумный дистиллят — фракцию 350—500 °С и гудрон.
Атмосферные дистилляты, бензиновый, керосиновый и дизельный, перерабатываются так же, как и на заводе с неглубокой переработкой нефти. Вакуумный дистиллят направляется на установку каталитического крекинга. При каталитическом крекинге получают газ, бензин, легкий и тяжелый газойли. Газ направляется на ГФУ, бензин используется как компонент товарного автомобильного бензина, а легкий газойль очищается в смеси с прямогон-ной дизельной фракцией на установке гидроочистки и затем используется как компонент дизельного топлива. Экстракт, полученный после обработки фенолом или фурфуролом тяжелого газойля, представляет собой превосходное сырье для получения технического углерода.
Наряду с каталитическим крекингом для переработки вакуумных дистиллятов применяется гидрокрекинг. Если при каталитическом крекинге основным продуктом всегда является бензин, то при гидрокрекинге можно изменять соотношения получаемых продуктов, увеличивая выход бензина или средних дистиллятов. Это позволяет удовлетворять сезонные изменения в спросе на нефтепродукты.
Гудрон подвергается переработке с применением одного из термических процессов — коксования или термического крекинга. При термической переработке гудрона получают газ и дистилляты, набор которых аналогичен получаемому при каталитическом крекинге. Бензин термических процессов целесообразно перед подачей в товарное автомобильное топливо подвергнуть облагораживанию с применением процессов глубокого гидрирования и каталитического риформинга. Легкий газойль используется как компонент газотурбинного, моторного или печного топлива, после гидроочистки может направляться в дизельное топливо.
Газовые потоки установок коксования и каталитического крекинга содержат непредельные углеводороды и поэтому перерабатываются отдельно от предельных газовых потоков первичной перегонки и риформинга. Выделенные из этих потоков пропан-про-пиленовая и бутан-бутиленовая фракции используются для получения дополнительных количеств высококачественного бензина методами полимеризации и алкилирования.
Схема переработки нефти по топливно-масляному варианту.При этой схеме (схема 3) н-а установках АВТ, помимо светлых дистиллятов (бензинового, керосинового, дизельного), получают
413
Сыр а я |
неазть
7----------
Обессоливание и атмосферно--вакуумная перегонка
Переработка фракций, полученных. при ' атмосферной перегонке нефти |
| Экстракты |
| >аточныа рафина |
Газ, 6~ензины, керосиновая фракция \
Дизельная фракция
Легкий дистиллят
| Аеасфальтиэат |
Средний дистиллят
Тяжелый дистиллят
Селективная очистка масляных, фракций
Легкий рафинот
Средний рафинат
| Ocmi |
| Глубокая деларафи- низация |
Тяжелый рафинат
\Аепарафинизаци
* 4*
Гидроочистка или контактная очистка
Остаточный компонент
Тяжелый компонент
Средний компонент
| - |
| Индуст ные ма |
| Керосин |
CjKlQHBH-
Ные газы
Ароматические углеводороды
Авто-бензин
Легкий компонент
Дизельное топливо
3-£—1
Ниэкозастываю-щие масла
Схема 3. Переработка нефти по топливно-м
несколько вакуумных дистиллятов и гудрон. Затем каждый из ди-стиллятных погонов проходит: а) селективную очистку от смоли-сто-асфальтеновых компонентов, б) депарафинизацию, в) доочи-стку отбеливающими глинами или доочистку с применением процесса гидроочистки.
Из гудрона сначал^ с помощью пропана извлекают асфальтовые вещества. Полученный деасфальтизат далее обрабатывается по той же схеме, что и дистиллятные фракции (селективная очистка, депарафинизация, контактная или гидроочистка).
После доочистки дистиллятные и остаточный компоненты направляются на компаундирование. Изменяя соотношение компонентов и вводя различные присадки, получают необходимые сорта масел.
Существуют и другие схемы масляного производства. При очистке парными растворителями (дуосол-процесс) на одной установке совмещаются деасфальтизация и избирательная очистка масел.
Побочные продукты масляного производства используются следующим образом. Асфальты и экстракты применяются как сырье для производства битума или направляются в котельное топливо, а из Полученных при депарафинизации гача и петролатума выделяют парафин и церезин. Гач и петролатум проходят дополнительную обработку на установках обезмасливания, фильтрования через отбеливающие земли или гидроочистки парафинов. После обработки получают из гача — парафин, а из петролатума — церезин.
Схема-с нефтехимическими производствами.Ассортимент продукции нефтеперерабатывающего завода можно значительно расширить, если включить в состав завода нефтехимические производства, которые комплексно используют различные виды углеводородного сырья. Сочетание в едином комплексе нефтеперерабатывающих и нефтехимических производств создает благоприятные условия для кооперирования основных производств и объектов общезаводского хозяйства.
В состав нефтехимического комплекса нефтеперерабатывающих заводов включаются крупнотоннажные производства этилена и пропилена и получаемых на их основе пластических масс (полиэтилена, полипропилена, полистирола), синтетических спиртов, моющих средств и т. д.
§ 87. УКРУПНЕННЫЕ И КОМБИНИРОВАННЫЕ УСТАНОВКИ
Развитие технологии переработки нефти в настоящее время характеризуется тенденцией роста мощности технологических установок. За прошедшие 25 лет мощность установок первичной переработки нефти выросла более чем в 10 раз, установок каталитического крекинга в 5 раз. На смену установкам каталитического риформинга мощностью 300 тыс. т/год пришли установки мощностью 1 млн. т/год.
416
При увеличении единичной мощности установки сокращаются удельные, т. е. рассчитываемые на 1 т перерабатываемого сырья, затраты на строительство установок, эксплуатационные расходы, производственный штат. Например, благодаря увеличению мощности установок первичной перегонки нефти с 3 до 6 млн. т/год капитальные вложения на единицу мощности уменьшаются на 31%, а производительность труда повышается в 2—2,4 раза. Укрупнение установок позволяет перейти к более прогрессивным видам оборудования, например, от поршневых компрессоров к центробежным. Нужно стремиться, чтобы на нефтеперерабатывающем заводе было не более двух установок, осуществляющих один и тот же процесс.
При строительстве укрупненных технологических установок необходимо с особой тщательностью подходить к выбору оборудования. Следует иметь в виду трудности, возникающие при изготовлении и в особенности при перевозке к месту строительства крупной аппаратуры и оборудования; нельзя не учитывать и того, что даже краткая остановка мощной технологической установки приносит большой материальный ущерб. К оборудованию укрупненных установок предъявляется требование повышенной надежности.
Другая особенность современной нефтепереработки — комбинирование процессов, создание комбинированных технологических установок. Внедрение комбинированных установок сокращает общую сумму капиталовложений, позволяет уменьшить площадь территории установки и всего завода. Значительно сокращается протяженность трубопроводов, уменьшаются тепловые потери вследствие того, что тепло горячих потоков одного- технологического процесса используется для подогрева холодных потоков другого процесса.
В случае комбинирования процессов электрообессоливания, первичной перегонки нефти, каталитического и термического крекинга в одной установке при одновременном укрупнении агрегатов капитальные затраты снижаются на 22%, расход металла — на 62%, численность обслуживающего персонала уменьшается почти в три раза, а площадь застройки — в 4,5 раза.
К недостаткам комбинированных установок относится жесткость связей между отдельными процессами. Нарушения в работе одной секции могут влиять на всю установку, расстраивая другие технологические процессы. Комбинированную установку сложнее, чем обычную, остановить на ремонт и затем вывести на режим.
Первые комбинированные установки появились в середине 1950-х гг. Сначала в составе таких установок комбинировалось 2—3 процесса. Были, например, построены комбинированные установки электрообессоливания, первичной перегонки нефти и вторичной перегонки бензина. Процесс каталитического риТрорминга на платиновом катализаторе комбинировался с предварительной гидроочисткой бензина и экстракцией ароматических углеводородов из катализата
В девятой пятилетке была введена в эксплуатацию .мощная комбинированная установка по переработке нефти типа ЛК-бу.
416
В текущей пятилетке установки этого типа строятся еще на нескольких нефтеперерабатывающих заводах. Установка ЛК-6у состоит из четырех секций:
1) электрообессоливание и первичная перегонка нефти (ЭЛОУ-АТ);
2) каталитический риформинг с предварительной гидроочисткой бензина;
3) гидроочистка авиакеросина и дизельного топлива;
4) компрессия прямогонного газа и газофракционирование (секция ГФУ).
На установке ЛК-6у применено новое укрупненное оборудование: центробежные компрессоры с паровым и электрическим приводом, воздушные холодильники с высоким коэффициентом оребре-ния, ректификационные тарелки клапанного типа, вертикально-секционные печи новой конструкции.
Применение комбинированных установок ЛК-6у взамен отдельно стоящих позволяет на 45% повысить производительность труда, на 40 человек уменьшить штат обслуживающего персонала, повысить фондоотдачу и рентабельность производства, сократить себестоимость производства автобензина, керосина и дизельного топлива.
В десятой пятилетке будут построены первые комбинированные установки производства масел, позволяющие из мазута получить 4 сорта высококачественных базовых масел, на базе которых можно приготовить моторные и индустриальные масла 12 наименований. Будут построены высокопроизводительные комбинированные установки производства этилена и пропилена, включающие процессы пиролиза, получения ароматических углеводородов, бутадиена, циклопентадиена, полимерных материалов, сырья для производства технического углерода.
§ 88. ГЕНЕРАЛЬНЫЙ ПЛАН ЗАВОДА
Технологические установки, объекты общезаводского и энергетического хозяйства располагаются на заводской территории в определенном порядке. Чертеж планировки территории, отведенной под строительство завода, носит название генерального плана. На генеральный план наносятся все здания и сооружения проектируемого и строящегося завода, автомобильные и железные дороги, подземные и наземные трубопроводы, электролинии, линии связи и т. п.
Решения генерального плана должны обеспечивать минимальную протяженность технологических трубопроводов, сокращение количества перекачек нефтепродуктов, соответствие требованиям поточности технологического процесса и удобства эксплуатации. При составлении генерального плана нужно обеспечивать пожарную и санитарную безопасность эксплуатации, принимать во внимание направление господствующих ветров («розу ветров»). Все
417
объекты должны иметь удобные пути подъезда. Поскольку большинство объектов нефтеперерабатывающего завода — пожароопасные и взрывоопасные производства, их необходимо отделять друг от друга незастроенной территорией. Расстояния между отдельными объектами и группами объектов регламентируются противопожарными и санитарными нормами.
Планировка завода выполняется на основе блочно-квартальной системы: создается четкая сетка прямоугольных кварталов, разделенных улицами, по которым прокладываются коммуникации. Внутри отдельных кварталов объекты размещают таким образом, чтобы избежать чередования объектов, вводимых в эксплуатацию в разное время. Предусматривается территория для дальнейшего расширения завода.
Для четкости планировки завода генеральный план разбивается на различные по назначению зоны:
1) предзаводская, в которой размещаются административно-хозяйственные здания (заводоуправление, учебный комбинат, столовая, пожарная команда);
2) производственная — цеха и установки основного назначения;
3) зона вспомогательных и подсобных сооружений и складов;
4) товарно-сырьевая база.
На отдельных площадках за пределами ограждения завода располагают очистные сооружения, товарный парк и эстакаду для налива в железнодорожные цистерны сжиженных газов.
Примерный генеральный план нефтеперерабатывающего завода показан на рис. 114.
Центральная дорога АА делит завод на две части: топливную и масляную. В топливной части находятся установки атмосферной перегонки с блоком электрообессоливания /, каталитического ри-форминга 3 и 4, гидроочистки дизельного топлива 5 и керосина б, карбамидной депарафинизации дизельного топлива 7, газофрак-ционирующая 8, изомеризации 17.
В масляной части располагается головная установка ЭЛОУ-АВТ, вырабатывающая сырье для производства масел 2, установки деасфальтизации 9, селективной очистки 10, депарафинизации 11 и гидроочистки масел 12. Здесь же находится комплекс по производству парафинов, включающий установки обезмасливания гача 13 и перколяционной очистки парафина-сырца 14. Сырье для установок топливной и масляной части хранится в промежуточных парках 19.
В состав завода входят также установки производства битума 16 и получения элементарной серы 15.
Оборотной водой объекты завода снабжаются с водоблоков 18, а инертным газом и воздухом — из центральной компрессорной 27. Товарная продукция приготовляется в парках и на автоматических станциях смешения 23 и 24. На территории завода находятся также склады 25, факельное 28 и реагентное 29 хозяйство.
418
| ia'gi ra flJ „ I a? ~*„ |
| га а га с С о u = Э- |
| Щи |
| ' £ : X Ш ra a f- ч : у с |
|
|
| и |
| о - о я я я : га л ' f- я ' У я |
| га - |
| ' S |
| ■4g- К ^ Я О I m 5*,г |
| 1Ш |
| ) о10 О я ill О. М р- .. fcf М К га -с О | Н ь. (-, ЕС |
| яЭЗ |
| l-f-I a I |
| IsS sS- |
« £ s
«•fro..
« в а *
. я fi в "* § ™ Я ~ c м
а. я °-
iи 1 •<
<M i
m О
О/-4
-.Л К'
5 к ьс ч
■ 5 я =г ч о 5 та я <и л
££ п и Я га о д _
« >>е- та S
s i Л а ^
Soi га о я
■в-..-9-s v л s. о га о
я и «>■? я I I"
°5 ct в i
■ 2 о о я
| I vo та |
о. Я s 2
5os ^ ао .-
| 2 , |
■ Ou"S oq n С S з ~~ I Й n
| *=-ч |
t-Ol Я
о*- и
Г dJ ОС Е- (П и '
| £ё! |
2 я 9 I '
| О а; |
О ш Ь |ч,
«а о га к м = Я * о х S ■
•е..
Я см U
|
|

|
|
о
8-
I I I
t\
=v
|
|

|
00 | 5Г* | |||
| ■^
 Мы поможем в написании ваших работ! | ||||
 CUD)
CUD)