Материалы применяемые в производстве мебели. Основные и вспомогательные. Краткая характеристика
Материалы, применяемые в производстве изделий из древесины, делятся на основные и вспомогательные. С помощью основных материаловформируют конструкцию и оформляют внешний вид изделия, они входят в состав изделия. Вспомогательные материалыприменяются при изготовлении изделия, но не входят в его состав. Они делятся на производственные и эксплуатационные. Первые применяются в производственном процессе при обработке изделий (шлифовальные шкурки, отбеливающие и разравнивающие составы, полирующие пасты и т. п.), вторые — для поддержания в рабочем состоянии оборудования, приспособлений (смазочные, обтирочные и т. п.).
В зависимости от назначения основные материалы делят на конструкционные, облицовочные, клеевые и отделочные.
Конструкционные материалысоставляют основу изделий, и им принадлежит ведущая роль. По физико-механическим свойствам различают древесные, полимерные материалы, металлы и др.
К облицовочным материаламотносят шпон строганый и лущеный, декоративные пленки, декоративный бумажно-слоистый пластик, кожи.
Клеевые материалыиспользуют для склеивания различных изделий с применением разнообразного оборудования, при сборочных и других работах, поэтому ассортимент этих материалов очень большой.
Отделочные материалыприменяют для создания защитно-декоративных покрытий при производстве изделий и оборудовании интерьеров. Они имеют различный состав и классифицируются по многим признакам.
В мебельном производстве выделяют также другие дополнительные группы основных материалов — материалы для производства мягкой мебели, фурнитуру, стеклоизделия и зеркала.
13. поперечный раскрой досок на заготовки. Технологический процесс оборудование
Цель раскроя — получить заготовки определенного размера с дальнейшим получением из них требуемых деталей. Размеры заготовок превышают размеры деталей на величину припуска. Заготовки могут быть и кратными, из которых в последующем готовят несколько деталей, как правило, малого размера.
Важнейшая задача раскроя — наибольший выход заготовок с учетом требуемых комплектности и качества. Выход определяется как отношение объема полученных заготовок к объему исходного раскраиваемого материала (в процентах).
Схемы раскроя. На предприятии раскраиваются доски разных сортов, пород и размеров, поэтому заранее составить карты раскроя невозможно. Раскрой может быть индивидуальным й групповым. В первом случае учитывают размеры и качество досок и выбирают наиболее рациональную схему, во втором — раскрой ведут по заранее установленной схеме без учета качества сырья. При груцповом раскрое выход заготовок снижается до 7 % по сравнению с индивидуальным, но зато выше производительность труда. Технология и оборудование для раскроя. Поперечный раскрой пиломатериалов на черновые заготовки выполняют на круглопильных маятниковых станках типа ЦМЭ-2М, ЦМЭ-ЗА, круглопильных станках с прямым перемещением суппорта типа ЦПА-2, ЦПА-3, ЦПА-40 и с нижним расположением пилы ТС-2, ТС-3 и др.
 .
.
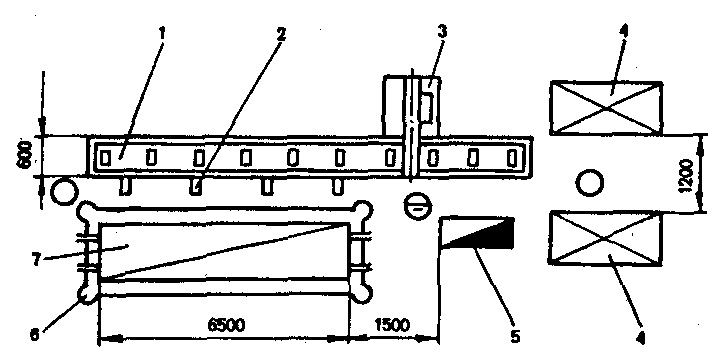
Схема организации рабочего места у станка ЦПА-40: 1 —г роликовый стол; 2 — кронштейны для укладки досок на роликовый стол; 3 — торцовочный станок; 4 — штабеля заготовок; J — ящик для обрезков; б — площадка подъемного лифта; 7 — штабель досок
Торцовочный станок оборудован роликовым столом 1. На него укладывают распиливаемые доски из штабеля 7, который с помощью подъемного лифта 6 подают на удобную для работы высоту. Доска передвигается по роликам до упора, т. е. на требуемую длину заготовки, после чего включается подача пилы. Отторцованная доска укладывается в штабель 4.
При работе необходимо соблюдать следующие основные условия безопасности. Пильный диск должен быть надежно закреплен, его плоскость должна быть перпендикулярна плоскости стола и линейки; движение суппорта с пильным диском должно быть ограничено и не выходить за край стола. Пильный диск должен быть закрыт предохранительным кожухом. При перемещении вручную пильный диск надвигают на материал плавно и безостановочно, до полного перерезания доски.
Часовую производительность станков для поперечного раскроя в штуках отрезков досок определяем по формуле

где п — число резов в минуту; m — число дополнительных резов на торцевание и вырезку дефектных /Ср — коэффициент использования рабочего времени, Хр - 0,9—0,93.
С учетом кратности заготовок производительность

где a, b — кратность заготовок соответственно по длине и ширине.
Дата добавления: 2018-02-28; просмотров: 1523; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!