Ж) электрошлаковое литье.
Специальные способы литья позволяют получать отливки более точных размеров с хорошим качеством поверхности, что способствует уменьшению расхода металла и трудоемкости механической обработки; повысить механические свойства отливок и уменьшить потери от брака; значительно снизить или исключить расход формовочных материалов; сократить производственные площади; улучшить санитарно-гигиенические условия и повысить производительность труда. Экономическая целесообразность замены литья в разовые песчано-глинистые формы тем или иным специальным способом зависит от масштаба производства, формы и размеров отливок, применяемых литейных сплавов и т. п. Она определяется на основе тщательного технико-экономического анализа всех затрат, связанных с новым технологическим процессом.
Одним из наиболее распространенных является литье в кокиль. Кокилем называют цельную или разъемную металлическую форму, изготовленную из чугуна или стали. Кокили предназначены для получения большого количества одинаковых отливок из цветных или железоуглеродистых сплавов. Стойкость кокилей зависит от материала и размеров отливки и самого кокиля, а также от соблюдения режима его эксплуатации. Перед заливкой металла кокили подогревают до температуры 100...300 ˚С, а рабочие поверхности, контактирующие с расплавленным металлом, покрывают защитными обмазками. Покрытие обеспечивает увеличение срока службы кокиля, предупреждение приваривания металла к стенкам кокиля и облегчение извлечения отливок. Подогрев предохраняет кокиль от растрескивания и облегчает заполнение формы металлом. В процессе работы необходимая температура кокиля поддерживается за счет теплоты, выделяемой заливаемым металлом. После затвердевания отливку извлекают вытряхиванием или при помощи выталкивателя.
|
|
|
Кокильное литье позволяет снизить расход металла, получать отливки более высокой точности и чистоты поверхности, улучшить их физико-механические свойства. Вместе с тем этот способ литья имеет и недостатки. Быстрое охлаждение металла затрудняет получение тонкостенных отливок сложной формы, вызывает опасность появления у чугунных отливок отбеленных труднообрабатываемых поверхностей.
Литье под давлением - один из наиболее производительных методов получения точных фасонных отливок из цветных металлов. Сущность способа заключается в том, что жидкий или кашицеобразный металл заполняет форму и кристаллизуется под избыточным давлением, после чего форму раскрывают и отливку удаляют.
По способу создания давления различают: литье под поршневым и газовым давлением, вакуумное всасывание, жидкую штамповку.
|
|
|
Наиболее распространено формообразование отливок под поршневым давлением - в машинах с горячей или холодной камерой сжатия. Литьем под давлением производят детали приборов: барабанчики счетных машин, корпусы фотоаппаратов и корпусные детали массой до 50 кг, головки цилиндров мотоциклетных двигателей. В отливках можно получать отверстия, надписи, наружную и внутреннюю peзьбу.
На рисунке. 7.3, а показана последовательность получения отливки на поршневой машине (с холодной вертикальной камерой сжатия). Расплавленный металл подается порцией в вертикальную камеру прессования 2. При движении вниз поршень давит на металл, перемещает вниз пяту 4, в результате чего открывается питательный канал,7 и металл поступает в полость пресс-формы 5. После заполнения пресс-формы и выдержки в течение 3...30с поршень и пята поднимаются, при этом пята отрезает литник и выталкивает пресс-остаток 6. Подвижная часть пресс-формы 8 отходит вправо и отливка 7 легко извлекается. Внутренние полости и отверстия в отливках выполняются с помощью металлических стержней.
Перед началом работы пресс-форму подогревают и смазываю В процессе работы поддерживается необходимая температура и пресс-форма периодически смазывается.
|
|
|
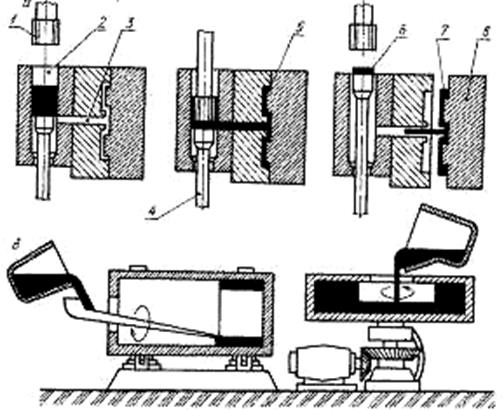
Рис. 7.3. Технологический процесс специальных способов литья:
а - последовательность получения отливки под давлением на поршневой машине, б – процесс центробежного литья
Стоимость пресс-формы в 3...5 раз превышает стоимость кокиля.
Стойкость пресс-форм в зависимости от размеров и формы отливок составляет при литье из цинковых сплавов - 300...500 тыс. отливок, из алюминиевых - 30...50 тыс., медных - 5...20 тыс. отливок.
В условиях массового производства экономически оправдан применение литья пол давлением, так как этот способ позволяет снизить трудоемкость получения отливок в 10...12 раз, а трудоемкость механической обработки — в 5...8 раз. За счет высокой точности изготовления и обеспечения повышенного качества поверхности достигается экономия до 30...50 % металла по сравнению с литьем в песчано-глинистые формы.
Цeнтробежный способ литья (рисунок 7.3 б) применяется главным образом для получения полых отливок типа тел вращения (поршневых колец, труб, гильз) из цветных и желез углеродистых сплавов, а также биметаллов. Сущность способа состоит в заливке жидкого металла во вращающуюся металлическую или керамическую форм. Жидкий металл за счет центробежных сил отбрасывается к стенкам формы, растекается вдоль них и затвердевает.
|
|
|
Центробежное литье высокопроизводительно (за 1 ч можно отлить 40...50 чугунных труб диаметром 200...300 мм), дает возможность получать полые отливки без применения стержней и металлические отливки последовательной заливкой двух сплавов (например, стали и бронзы).
Как и при кокильном литье, металлические формы перед заливкой жидкого металла подогреваются и на них наносятся защитные покрытия. После заливки формы иногда охлаждают водным раствором для увеличения производительности машин и предохранения их от перегрева.
Наряду с высокой производительностью и простотой процесса центробежный способ литья по сравнению с литьем в стационарные песчано-глинистые и металлические формы обеспечивает более высокое качество отливок, почти устраняет расход металла на прибыли и выпоры, увеличивает выход годного литья на 20...60 %.
К недостаткам способа следует отнести высокую стоимость форм и оборудования и ограниченность номенклатуры отливок.
Литье по выплавляемым моделям состоит в следующем. Металл заливают в разовую тонкостенную керамическую форму, изготовленную по моделям из легкоплавящегося модельного состава. Этим способом получают точные, практически не требующие механической обработки отливки из любых сплавов массой от нескольких граммов до 100 кг.
Точность размеров и чистота поверхности получаемых отливок таковы, что позволяют сократить объем механической обработки или отказаться от нее, что особенно важно при изготовлении деталей из труднообрабатываемых сплавов.
Технология производства отливок по выполняемым моделям включает следующие этапы: изготовление пресс-форм для моделей; получение восковых моделей запрессовкой модельного состава в пресс-формы; сборка блока моделей на общий питатель (в случае мелких отливок); нанесение огнеупорного покрытия на поверхность единичной модели или блока; вытапливание моделей из огнеупорных (керамических) оболочек-форм; прокаливание форм; заливка металла в горячие формы.
Литьем по выплавляемым моделям получают разнообразные сложные отливки для автотракторостроения, приборостроения, для изготовления деталей самолетов, лопаток турбин, режущих и измерительных инструментов.
Стоимость 1 т отливок, получаемых по выплавляемым моделям, выше, чем изготовляемых другими способами, и зависит от многих факторов (серийности выпуска деталей, уровня механизации и автоматизации литейных процессов и процессов механической обработки отливок).
В большинстве случаев снижение трудоемкости механической обработки, расхода металла и металлорежущего инструмента при применении точных отливок взамен поковок или отливок, полученных другими способами, дает значительный экономический эффект. Наибольший эффект достигается при переводе на литье по выплавляемым моделям деталей, в структуре себестоимости которых большую долю составляют затраты на металл и фрезерную обработку, особенно при применении труднообрабатываемых конструкционных и инструментальных материалов.
Отливки, изготовленные в оболочковых формах, отличаются большой точностью и чистотой поверхности, что позволяет на 20...40% снизить массу отливок и на 40...60 % трудоемкость их механической обработки. По сравнению с литьем в песчано-глинистые формы трудоемкость изготовления отливок снижается в несколько раз. Этим способом получают ответственные детали машин - коленчатые и кулачковые валы, шатуны, ребристые цилиндры п т. п. Процессы изготовления оболочек легко поддаются автоматизации.
7.6. Технологическая сущность обработки металлов давлением
7.6.1. Понятие об упругой и пластической деформации металлов. Способы обработки металлов давлением
Под «обработкой металлов давлением» в технологии машиностроения понимают различные технологические процессы получения заготовок, полуфабрикатов и готовых изделий из черных и цветных металлов путем деформирования в холодном или горячем состоянии.
Дата добавления: 2016-01-04; просмотров: 15; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!